手工活性TIG焊修復熱力管道裂紋的成型工藝參數分析
2022-08-09 05:30:20張治國張丹丹
四川冶金 2022年3期
張治國,張丹丹
(隴南師范高等專科學校機電工程學院,甘肅 隴南 742500)
大量集中供暖項目實施中,熱力管道的安裝多為地埋式,管道的焊接安裝質量要求較高,焊后檢測發現缺陷要及時進行返修。埋地熱力管道在使用過程中發生泄漏,修復方式有開挖式和非開挖式兩種,但熱力管道修復環境苛刻,修復質量要求高,非開挖技術應用還不夠成熟,目前仍然以開挖后補焊為主要修復方式[1]。不論在管道安裝檢測中發現缺陷,還是在使用過程中發現泄漏,進行焊接修復時,傳統修復方法是先去除原有缺陷,打磨出坡口再進行焊接[2],焊接修復效率較低,勞動強度大。活性TIG焊作為一種高效的焊接方法,既具有TIG焊成型美觀優點,又能使焊接熔深明顯增加,且對焊縫性能無明顯不良影響[3],所以被廣泛研究并使用于工業生產。管道活性焊的研究已取得了一定的成效[4],將活性TIG焊接技術應用在熱力管道修復中,可實現對6 mm壁厚的管道在不去除缺陷情況下直接高效焊接修復[5],但修復效果受工藝參數的影響非常大。在大壁厚不開坡口修復時,管道內外側焊縫的成型控制難度很大,如工藝參數匹配不當,將直接導致管道在活性劑作用下燒穿、裂紋熔不透、內側焊縫成型不連續等現象的發生。利用活性TIG焊實現熱力管道不去除缺陷直接修復,并保證管道內外側焊縫成型質量,需要對焊接工藝參數和操作技巧進行研究。本文對活性TIG焊修復6 mm壁厚的低碳鋼供熱管道裂紋的焊接工藝參數進行系統分析,為后續活性TIG焊在熱力管裂紋修復中的應用提供支持。
1 試驗條件與方法
試驗設備采用山東奧太電氣有限公司的手工/氬弧兩用焊機,型號為WSM-400d。試驗材料選用熱力管道常用材料Q235B保溫鋼管,壁厚為6 mm,外徑為219 mm。如圖1所示,試驗前去除鋼管外側的保護殼和保溫層,并將鋼管外側的鐵銹打磨干凈。活性劑選用自制熱力管道修復用手工A-TIG焊活性劑[6],如圖2所示。

圖1 6 mm壁厚熱力管道 圖2 自制活性劑
以修復周向裂紋為研究對象,試驗前采用適量有機溶劑與活性劑混合攪拌成糊狀,沿管道圓周方向均勻涂抹,實際應用過程中,活性劑可以沿裂紋進行涂覆。為了便于觀察焊道,采用從下往上的推焊法進行焊接。焊接完成后用等離子槍將管道焊切割成兩半,通過內外側焊縫成形情況,調整、優化工藝參數并記錄操作要點。以活性劑在6 mm厚板材上發揮最大熔深效果的工藝參數為基礎,經多次試驗,根據焊縫成型效果和操作過程中熔池狀態的變化等因素,由主到次逐個調整主要的影響參數,實現6 mm壁厚的熱力管道裂紋在不去除缺陷的情況下高效修復,試驗過程設計如圖3所示。焊接工藝參數對成型效果影響非常大,工藝參數不合理,一方面導致管道裂紋熔不透,達不到裂紋修復的目的;另一方面管道容易被燒穿,反而適得其反。壁厚達到6 mm的管道,要保證裂紋熔透、避免管道被燒穿,且使內外側焊縫成形良好,實現難度非常大,需通過多次試驗匹配、優化工藝參數,才能獲得良好的修復成型效果。
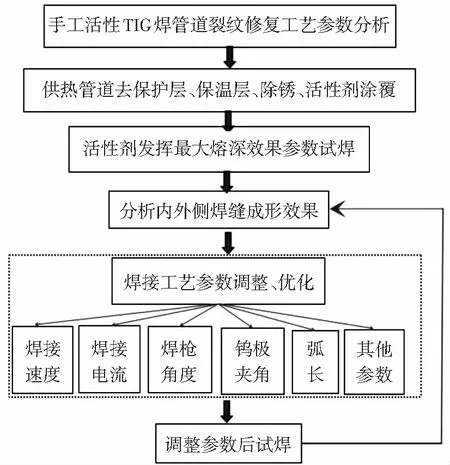
圖3 試驗過程設計
2 試驗過程與分析
2.1 采用6 mm厚板材焊接工藝參數試焊
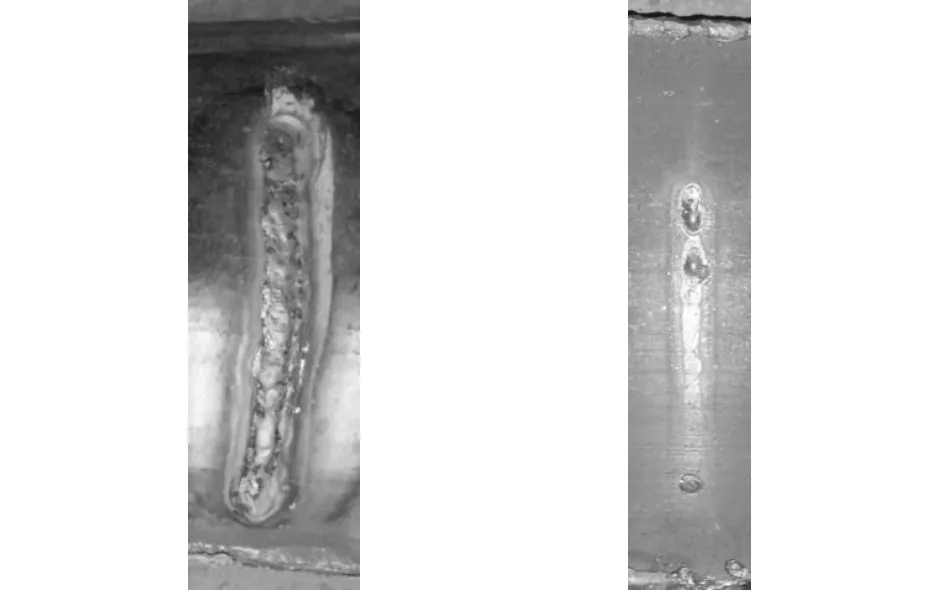
采用活性劑在6 mm厚鋼板上發揮最大熔深效果的工藝參數,在鋼管上施焊的結果如圖4所示,可以看出,在焊接開始部位管道已經被燒穿,焊縫正面燒穿部位附近有明顯的下沉現象,焊縫背面燒穿部位有鐵水下墜,部分鐵水有掉落現象。通過對焊接過程的觀察發現,在管道被燒穿前存在一個明顯的變化過程:焊接熔池出現輕微的下沉——熔池下沉程度加劇——出現孔洞——鐵水下墜——產生大的孔洞。經多次試驗發現,焊接過程中一旦出現類似熔孔的孔洞,熔池很快下塌,發生燒穿現象,所以在利用活性TIG進行裂紋修復時,不能通過熔孔來保證管道背面的成型。對于一定壁厚的管道,要在不去除裂紋的情況下實現單道焊接修復,保證內外側焊縫的成型,且在實際操作時不能形成熔孔,實現單面焊雙面成型,根據多次試驗分析,要依靠控制焊接過程中熔池內陷的程度來實現,熔池內陷程度的控制需要嚴格的工藝參數和操作技巧來支撐。
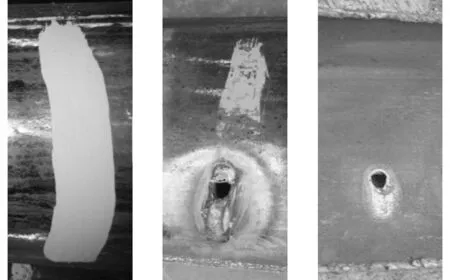
活性劑涂覆 外側焊縫成型 內側焊縫成型圖4 采用活性劑發揮最大熔深效果工藝參數的焊接效果
2.2 焊接速度調整
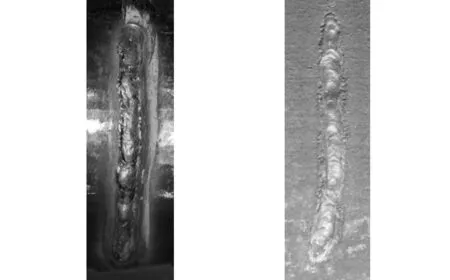
根據前期試驗結果,利用活性劑發揮最大熔深效果的工藝參數施焊,管道非常容易被燒穿,另外考慮到修復效率,試驗中通過不同程度地提高焊接速度來控制焊接成形效果。將焊接速度調整到90 mm/min,其他工藝參數保持不變的焊接效果如圖5所示。可以看出焊接速度調整后,管道燒穿的現象有明顯改善,但實際成形效果并不好,出現部分位置被燒穿、部分位置焊不透的情況。根據成形情況和焊接操作觀察分析,認為大幅提升焊接速度后,焊接操作時熔池內陷的程度不容易被控制,內陷程度大則管道容易被燒穿,內陷程度小或者無內陷,就出現焊不透的情況。另外,焊槍角度調整不及時也容易出現焊縫成形不連續的現象。
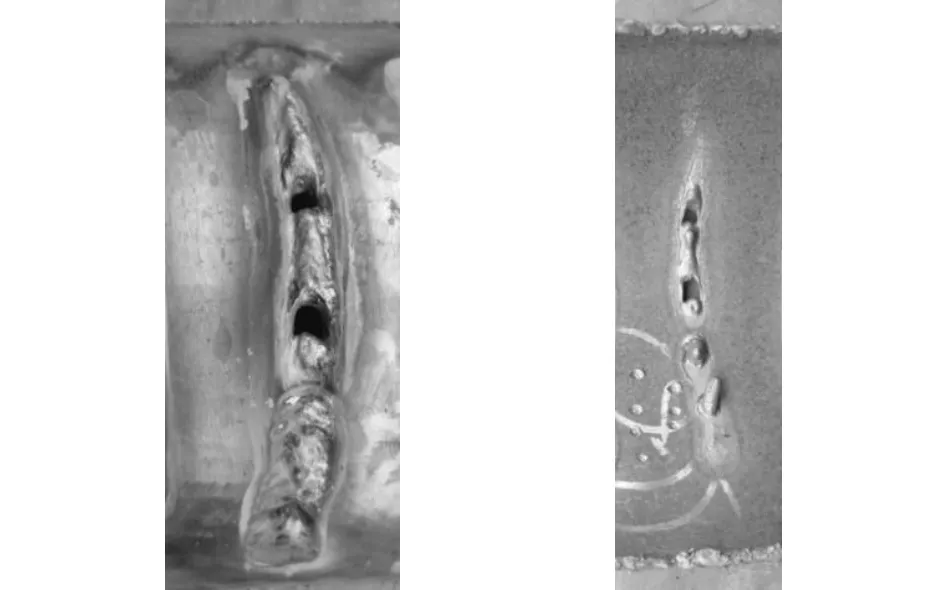
外側焊縫成形 內側焊縫成形圖5 焊接速度調整效果
2.3 焊接電流與焊接速度匹配調整
總結先前試驗的經驗,通過適當提升焊接速度,減小焊接電流的方式,進行工藝參數的匹配調整。通過多組參數匹配焊接效果分析,發現將焊接速度調整為70 mm/min,焊接電流調整為160 A的焊接成形效果較好,如圖6所示。焊接過程中,熔池輕微內陷,焊槍勻速運動,可以看出焊縫外部成形較好,沒有燒穿現象,表面相對平整。從內部成形上看,焊縫熔透效果較好,但內部焊縫不連續,對多組試驗結果對比分析和施焊操作分析,認為焊縫成形的不連續是由于在焊接操作中,焊槍的角度沒有及時隨著管道壁的彎曲進行調整。焊槍相對于焊縫切線的角度對焊接成形的影響非常大。

外側焊縫成形 內側焊縫成形圖6 焊接電流、焊接速度匹配調整效果
2.4 焊槍角度調整
手工活性TIG焊修復管道周向裂紋時,焊槍的角度時刻要隨著焊接位置的變化調整,使焊槍在焊接點處與焊縫的夾角保持合理的角度。工藝參數調整試驗中,多次出現焊縫內部成形不連續情況,及時調整焊槍角度后,焊縫內部連續成形有了很好的改善。如圖7所示,當焊槍與焊接點處焊縫切線夾角始終保持在70°~90°之間時焊縫成形連續,成形效果良好。但焊槍角度與焊縫夾角成90°時,焊接過程中對熔池的觀察受到影響,所以焊接操作時將夾角控制在70°~80°即可。當焊槍與焊縫角度大于90°時,熔池在電弧力的作用下容易下塌產生孔洞。通過圖8可以看出,焊縫的外側成形寬度相對較窄,而內側成形余高較大,分析后認為是鎢極的端部夾角過小,電弧橫截面積小,能量密度大、電弧壓力大所導致。

外側焊縫成形 內側焊縫成形圖7 焊槍角度調整效果
2.5 鎢極尖端夾角調整
要實現對裂紋的高質量修復,除了保證深度方向的熔合,還要保證寬度方向的熔合,焊縫寬度不能太窄,通過增加鎢極尖端夾角可以增加焊縫的寬度,在必要時,還可通過擺動焊槍來增加焊縫寬度,從而保證裂紋的熔合。本組試驗將鎢極端部夾角由原來的45°提高到60°~90°進行焊接,結果發現鎢極端部夾角增加后焊縫變寬,內側焊縫余高也有一定的降低,這是由于電弧截面積增加,熔池變大,熔池單位面積上受到的電弧力減小,熔池內陷程度相對減小所致。當鎢極夾角在90°左右時焊接熔深減小,不利于裂紋深度方向的熔合;當鎢極夾角在60°左右時外側焊縫變寬,且熔合效果較好,如圖8所示。

外側焊縫成形 內側焊縫成形圖8 鎢極尖端夾角調整效果
2.6 弧長的調整
對于內側焊縫余高的控制,除了調整鎢極尖端夾角之外,還可以通過調整弧長來實現。如圖9所示,將焊接弧長由原來的3~4 mm提高到4~5 mm,焊縫內側余高明顯下降,焊縫外側成形也相對更寬、更平整。如果將焊接電弧調整在2~3 mm,焊縫外側的平整成型將變的很差,且熔池狀態不容易控制,很容易出現焊不透、焊穿等缺陷。
外側焊縫成形 內側焊縫成形圖9 弧長調整效果
2.7 其它工藝參數調整
考慮到戶外作業的影響,往往通過增加保護氣體流量的方式來消除自然風對焊接過程的影響。但通過試驗發現保護氣體的流量過大在焊接過程會影響涂覆在焊道表面的活性劑,所以在特殊情況下保護氣體流量適量增加,可以采用其它方式避免自然風對焊接過程造成的影響,否則會影響活性TIG焊的焊接質量。活性劑涂覆厚度對焊接成形也存在一定影響,一般情況下活性劑涂覆層厚度以完全覆蓋焊道為準,不宜過厚或者露出焊道金屬。焊槍與焊道兩側盡量保證90°夾角,否則焊縫外部成形不平整,裂紋的熔合也會受到影響。焊槍可以根據裂紋的形狀、尺寸進行適當的擺動。
2.8 工藝參數綜合調整后焊接效果
綜合調整后的工藝參數如表1所示,焊接效果如圖10所示,可以看出,對于6 mm壁厚的熱力管道裂紋,可以在不去除原有缺陷的情況下直接修復。外側焊縫成形均勻、美觀,未出現下淌、咬邊、駝峰焊道等缺陷,由于活性劑的存在,表面存在一些氧化渣。內側焊縫平整連續,未出現燒穿、熔池嚴重下墜、焊不透等焊接缺陷。
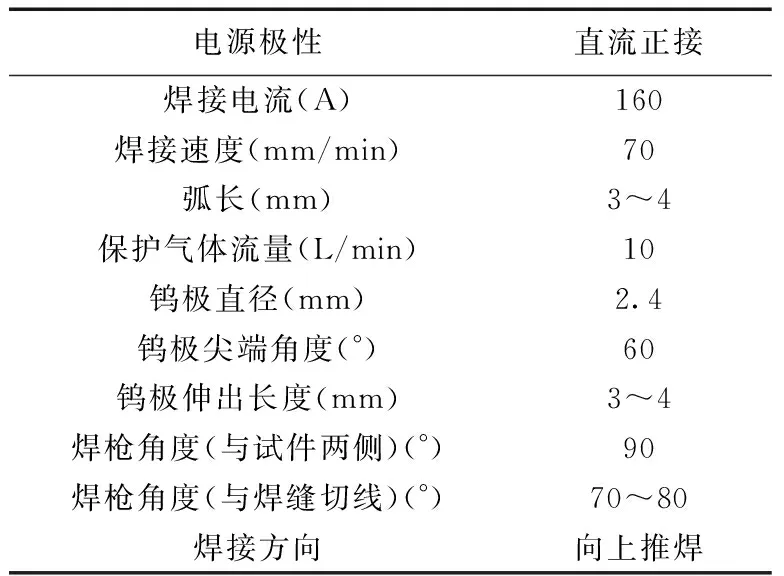
表1 綜合調整后的工藝參數
外側焊縫成形 內側焊縫成形圖10 工藝參數綜合調整后焊接效果
3 結論
(1)手工活性TIG焊具有良好的成形特征,且操作非常靈活,對于供熱管道裂紋的修復具有獨特的優勢。供熱管道裂紋修復工藝過程繁瑣,將活性TIG焊應用到管道裂紋修復中,可以在不處理原有裂紋的情況下直接進行修復。
(2)對于6 mm壁厚的管道,在修復焊接中要實現單面焊接雙面成形,這對焊接工藝和操作技巧提出了很高的要求。影響活性TIG焊焊接修復效果的參數很多,通過試驗匹配、優化參數,實現高質量的焊接修復效果,是利用活性TIG焊修復熱力管道裂紋的關鍵步驟。
(3)手工活性TIG焊修復熱力管道裂紋過程中,深度方向的熔合主要依靠調節焊接速度與焊接電流實現;寬度方向的熔合與焊縫內側余高的控制主要通過調節弧長與鎢極的尖端夾角來實現,必要時進行焊槍擺動控制;長度方向連續均勻的熔合主要通過調節焊槍角度實現。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應用(2014年8期)2014-03-11 17:40:03