杏鮑菇生產全程機械化裝備配置方案
2022-08-08 13:09:34王明友周德歡宋衛東吳今姬王教領丁天航
農業開發與裝備 2022年6期
王明友,周德歡,宋衛東,吳今姬,王教領,丁天航
(農業農村部南京農業機械化研究所,江蘇南京 210014)
1 杏鮑菇生產基本情況
1.1 基本情況
杏鮑菇隸屬側耳科側耳屬,具有獨特杏仁香味、菇肉肥厚,富含蛋白質、多糖、膳食纖維和等營養物質,既可保鮮加工,又可與魚、肉等一起烹飪,具有降血脂、促進腸胃消化等多種功效,近年來深受消費者青睞。與香菇、銀耳和黑木耳干品相比較,杏鮑菇的蛋白質和灰分的含量都比較高,甘露醇和游離氨基酸含量也比較豐富,而脂肪含量和總糖含量比較低,特別適合老年人食用[1]。隨著人們生活水平的提高和食材的日益豐富,消費者更加注重的是口感,中等體型、長度為10~3 cm 規格的杏鮑菇更受市場青睞。據中國食用菌協會統計,2020 年全國杏鮑菇總產量達213.47 萬t,相比2010 年(24.76 萬t)增長了近9 倍,已成為繼金針菇之后的我國第二大食用菌工廠化栽培品種[2]。
國外杏鮑菇的栽培研究起源于 1958 年[3],法國、德國、印度的科學家先后對其進行過研究。我國的杏鮑菇研究起始于 1993 年,目前已成為世界上杏鮑菇產量最大的國家,產品出口至美國、日本、俄羅斯、東南亞等國。隨著消費者對杏鮑菇營養價值的認可,其市場需求量的日益增加,依靠傳統的栽培方式已經不能滿足市場的需求,因此,杏鮑菇栽培逐漸走向工廠化生產。工廠化生產起始階段時,國內生產企業試圖借鑒日、韓等地的金針菇瓶式栽培經驗進行栽培杏鮑菇[4],但因瓶式栽培杏鮑菇的產量及品質的穩定性不足,且生產裝備投入較大,致使工廠化瓶栽生產模式受到了限制。
隨著袋栽生產裝備的日益完善,效率與模式已不亞于瓶式栽培,袋栽模式已成為當前我國杏鮑菇工廠化生產的主栽方式。國內最大杏鮑菇企業是江蘇香如生物科技股份有限公司,日產量達到了290 t,單產也不斷提高。
1.2 生產工藝流程
杏鮑菇工廠化生產是模擬生態環境、自動化(智能化)控制、機械操作、現代化管理于一體的生產模式。即按照食用菌生長周期所需,利用溫、濕、風、光控設備創造適宜環境,利用機械設備實現自動化操作的周年生產方式,多數用塑料袋作為培養容器。工廠化杏鮑菇生產為采用機械化設備完成栽培過程中的基質制備、攪拌、裝袋、滅菌、接種、發菌、管理、采收等工序;采用封閉式保溫菇房,利用設備、設施創造出適合于杏鮑菇不同生長階段的人工環境,即對菇房內的溫度、濕度、光照、空氣中的氧氣和氧化碳濃度等進行自動化調節,讓杏鮑菇在適宜環境下快速生長,從而實現周年四季栽培。杏鮑菇從接種到出菇的生長周期是55~60天,工廠化生產只采收頭潮菇。其中,每年4~11月,通過制冷設施降低菇房溫度進行栽培,12月~次年3月可依靠外界自然溫度進行栽培。
工廠化生產杏鮑菇的生產流程圖如圖1。
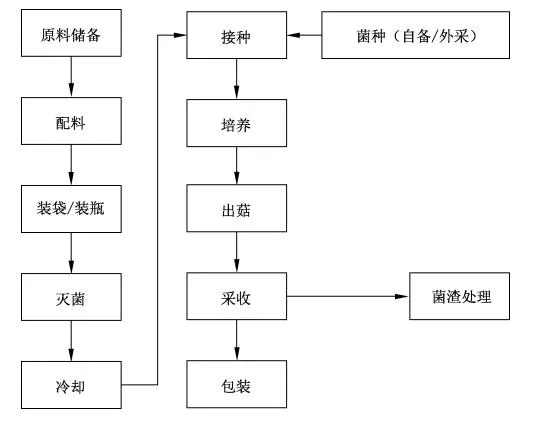
圖1 生產流程圖
2 生產設備選配方案
2.1 生產技術要點
杏鮑菇生產全程機械化的主要內容是以木屑、玉米芯等為主要原料,經機械加工成碎屑狀,添加一定的輔助材料,經攪拌、裝料、滅菌、接種、發菌、采收、加工,形成一整套機械化生產和栽培的技術規范。
2.1.1 粉碎技術要點
栽培原料含水率為15 %時進行粉碎為最佳,并對粉碎粒度有一定要求。將主料進行合理粉碎,玉米芯粉碎成1~2 cm的顆粒,而麥稈則需切成小段,長度控制在2~3 cm。若粉碎過細,不但粉碎時的生產率較低,而且作為培養料時透氣性差,影響菌絲快速繁殖;若過粗,則會刺破菌袋,引起雜菌侵入感染。
2.1.2 攪拌技術要點
栽培料攪拌均勻度將直接影響杏鮑菇的生長,攪拌時先將主料投入攪拌室,含量少的固體物料沿軸向均勻投入,能溶于水的物料先溶于水后再投入。同時,在攪拌過程中加入一定量的水使其保持充足的含水量,且攪拌時間不宜過長,防止栽培料酸敗。
2.1.3 裝料技術要點
工廠化杏鮑菇常用栽培菌袋規格為170 mm×350 mm,選用厚度為0.04~0.05 mm,常壓滅菌選擇低壓聚乙烯塑料袋,高壓滅菌選擇聚丙烯塑料袋。因工廠化生產要求滅菌周期短,多采用耐高壓滅菌的聚丙烯菌袋。裝料時要求料袋內的培養料緊實度適中、質量穩定,裝料后的菌袋無微孔、破袋現象。
2.1.4 滅菌技術要點
裝袋后的菌袋要立即進行滅菌。高壓滅菌前,應先抽掉滅菌器的冷氣,以便快速升溫,高壓滅菌要求在0.15MPa壓力下保持蒸汽加熱4 h以上,以徹底殺死袋內雜菌;常壓滅菌要求4 h內溫度升至100℃,后保持12 h以上的加熱。滅菌過程中,要保證足夠的滅菌時間,裝鍋時菌袋的排放方式應避免出現死角,使熱量充分循環[6]。
2.1.5 接種技術要點
滅菌后的菌袋需移至預先消毒的冷卻室冷卻后接種。工廠化接種室將裝有菌包的周轉筐放置在自動化接種流水線上進行接種,接種后的周轉筐,需經消毒達到無菌程度后再進行使用,以免造成污染。
2.1.6 發菌管理技術要點
接種后的菌袋需放置于發菌室內進行菌絲生長,室內需避光,溫度控制在24 ℃左右,空氣濕度在60%~70%之間,同時需每天通風2次,保證室內充足的氧氣。杏鮑菇屬于側耳屬,和其他菌類不同的是,該屬的菌類在高濃度的二氧化碳培養條件下,反而能刺激菌絲生長,培養期間僅需要少量換氣即可。杏鮑菇屬于穩溫結實性菌類,杏鮑菇發育過程溫度盡可能穩定在15 ℃,濕度保持在85%~90%,該條件是使杏鮑菇子實體外表皮不開裂的前提;同時,根據出菇房內栽培袋存放量和杏鮑菇發育不同階段控制不同的二氧化碳濃度,是形成優質商品菇的保證。
2.1.7 疏蕾技術要點
合理的疏蕾操作是提高杏鮑菇產量的關鍵[5],及時疏蕾可以提高杏鮑菇產量10%~20%。具體方法為工人選擇較密集的幼蕾,采用小尖刀將幼蕾去除,保證出菇面保留3個幼蕾即可;同時控制好菇蕾間距,避免生長期間出現擁擠情況,在疏蕾過程中要避免傷到保留蕾。在完成整個疏蕾工作后,需要噴灑100 倍漂白粉溶液,在墻體、地面、通風口等位置,避免疏蕾的傷口發生感染[7]。
2.2 主要設備方案
杏鮑菇工廠化生產從培養料制備、攪拌、裝袋、滅菌、冷卻、接種、培養各個工藝階段需要不同的生產設備,需配備粉碎機、攪拌機、裝袋機、滅菌柜、接種機等設備。拌料裝料車間地面應硬化、平坦,使用方便,具備給排水條件,按日生產量配備攪拌機、傳送帶、裝袋機、周轉車、周轉筐(箱)等設施設備。滅菌車間應通風散熱良好,具備高溫蒸汽通達條件,與裝料車間和預冷室相鄰,并按日生產量設置滅菌車間面積、配備滅菌設備。
按日生產量設置冷卻接種室面積、配備冷卻、凈化工作臺、接種流水線、空氣凈化器、紫外線燈或臭氧發生器、調風、調溫等設施設備。按日生產量及生產周期設置出菇室面積,菇房設備主要有制冷、通風、噴霧、光照四種主要設備,配備制冷機和吊頂冷風機,安裝新風換氣機,新鮮空氣經由緩沖室打入菇房,廢氣從另一排氣口經緩沖室隔層排出。
2.3 設備選型原則
1)主要設備的生產能力應與建設規模、產品方案和技術方案相適應,滿足投產后生產或使用要求;
2)主要設備與輔助設備之間的生產能力應相互配套;
3)設備質量可靠,性能優良,能夠保證正常生產和產品質量穩定;
4)保證設備滿足生產要求的前提下,力求經濟、合理、實用;
5)所選設備應符合國家或行業專門機構發布的有關技術標準;
6)優先選用國內先進的生產設備。
2.4 設備選擇與配置
以年產200萬袋為基標,全年可接種天數為200天,日產1萬袋,制作1袋杏鮑菇菌袋用干料為0.5 kg,則每天消耗干料5 t,從栽培袋接種到采收需要55~60天,即60天為一個生產循環周期。
2.4.1 原料加工攪拌設備的選擇與配置
每天需粉碎原料5t,每天一班,粉碎能力5 t/8 h=0.625 t/h。粉碎機配置,三種比較機型主要參數如表1所示。
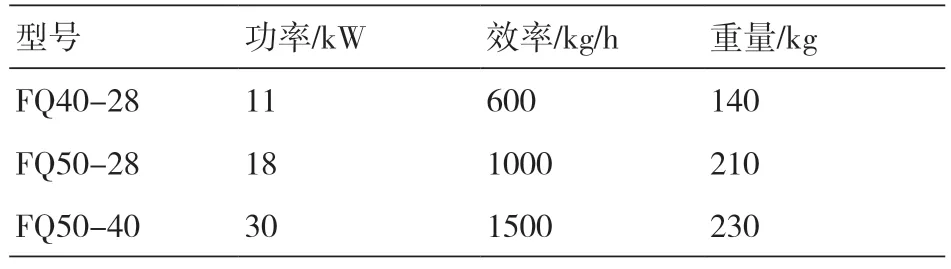
表1 粉碎機機型主要參數表
根據作業效率、經濟性,日消耗干料5 t配置方案為:FQ50-28,1臺。
拌料機機型主要參數如表2所示。
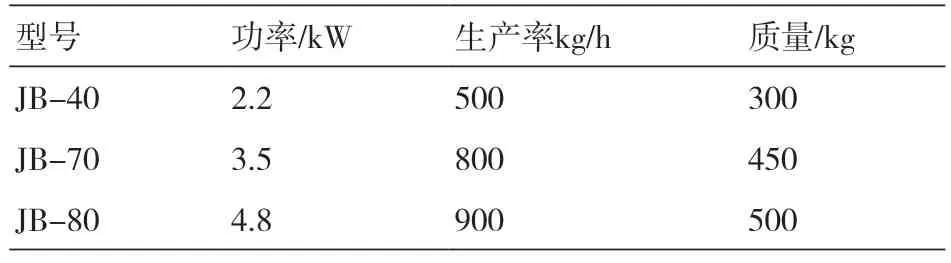
表2 拌料機機型主要參數表
據作業效率、經濟性、作業形式,日消耗干料5 t配置方案為:JB-70,1臺。
2.4.2 菌袋裝料滅菌設備的選擇與配置
菌袋應選用0.04 mm以上韌性強、薄厚均勻、不易脆裂、無破漏的耐高壓規格170×550×0.05(mm)的聚丙烯袋。為降低企業生產用工量,可采用套環或扎口的方式對菌袋進行封口。工廠化生產企業選擇智能裝料機,一次作業可實現培養料的自動套袋、自動套環封蓋一體化作業,裝袋機幾種機型主要參數如表3所示。
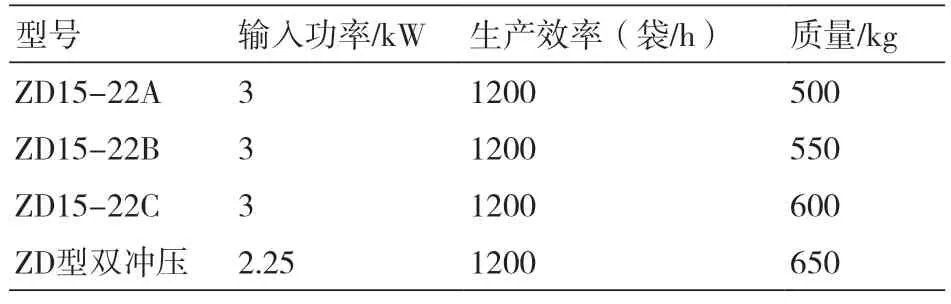
表3 裝袋機機型主要參數表
根據作業效率、經濟性,日產1萬袋配置方案為:漳州中利ZD15-22A,2臺。
采用高壓蒸汽滅菌法,可大大縮短滅菌時間,滅菌結束后將栽培袋從滅菌柜中搬出,需置于潔凈的冷卻室冷卻,冷卻料溫至25℃以下,料溫冷卻不夠,會影響菌種的成活率及質量。滅菌柜主要有圓形和大型真空高壓滅菌設備,主要參數如表4、表5所示。
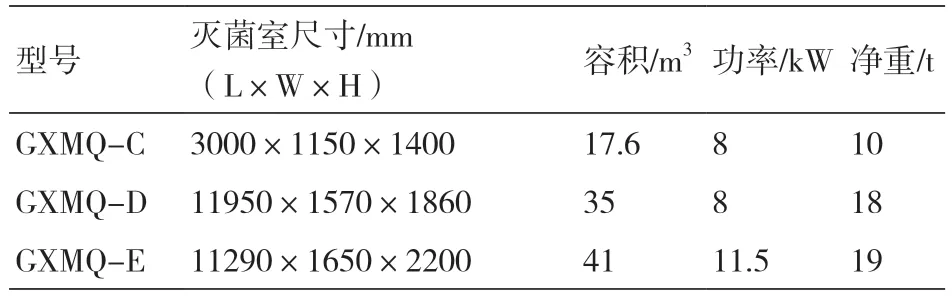
表4 大型真空高壓滅菌設備
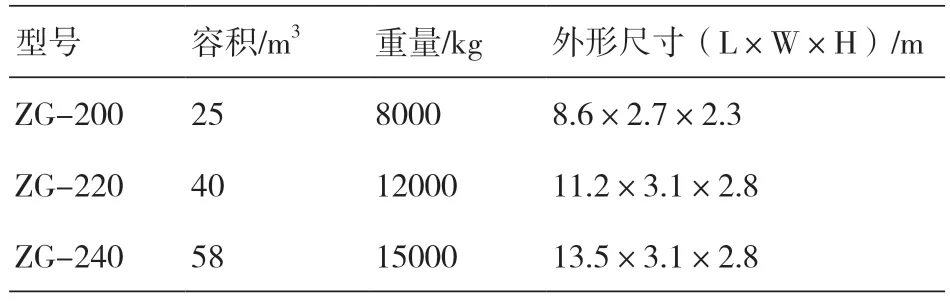
表5 臥式圓型滅菌設備
根據作業效率、作業質量,日產1萬袋配置方案為:GXMQ-D,2臺。
2.4.3 接種設備的選擇與配置
冷卻結束后,將料袋放在傳輸帶上進入接種室。菌種可為液體菌種或固體接種,液體菌種必須仔細檢查是否有雜菌污染及生長不良,確保所使用的菌種質量及種性穩定。為保證接種環境的潔凈,接種人員必須更換清洗和消過毒的衣、帽、鞋及口罩,通過風淋潔凈后進入接種室,同時接種前要做好接種室和接種設備等接觸菌種部件的消毒工作。
接種機生產線主要參數如表6所示。
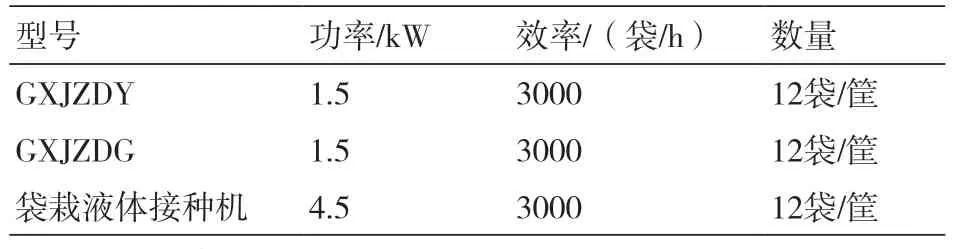
表6 接種機三種比較機型主要參數表
無論是液體菌種,還是固體菌種,袋栽接種機都需配套使用菌袋蓋,包括塞體、上下擋塊、蓋帽、過濾海綿、定位環、套環、上塞體,套環是用于套住菌包塑料袋并起支撐作用,定位環起定位作用。其中液體接種具有如下優勢:
1)操作方便,可以實現自動接種,接種污染率低,接種生產效率:3 000~4 000袋/h,可以大大降低接種成本;
2)接種量可根據需要調整(20~40 g),每袋菌包的接種量均勻;
3)可適應料面高度誤差小于15 mm的菌包;
4)菌包封口需要使用專用卡環套件。
根據作業效率、經濟性,日產1萬袋配置方案可選接種GXJZDY袋栽接種機1臺。
3 人員配備
為使年產200萬袋的杏鮑菇工廠化企業正常生產,除生產設備外,同時應配備人員,分為以下幾個組:
1)裝袋滅菌組:為原材料的攪拌、裝袋、滅菌。配組長1人,組員4人,共5人。
2)菌種組:為栽培種的制種、栽培袋接種。配組長1人,組員4人,共5人。
3)發菌組:為發菌室的管理、菌袋挑選、感染菌袋處理,菌袋搬運等工作。配組長1人,組員6人,共7人。
4)出菇組:為菌袋上架、出菇管理、疏蕾,采摘等工作。配組長1人,組員12人,共13人。
5)包裝加工組:摘后鮮菇的包裝、分揀、深加工、裝車等工作。配組長1人,組員6人,共7人。
4 結語
本文結合杏鮑菇生產實際,闡述了栽培過程中的機械選擇原則,以期為杏鮑菇袋栽生產模式的設備選型提供借鑒。以年產200萬袋杏鮑菇為目標,對機械化裝備的選擇進行了說明,全年可接種天數為200天,日產1萬袋,制作1袋杏鮑菇菌袋用干料為0.5 kg,則每天消耗干料5 t,其杏鮑菇生產全程機械化裝備配置系統需配備:FQ50-28型粉碎機1臺;JB-7型雙螺旋攪拌機1臺;全自動裝袋機ZD15-22A,2臺。GXMQ-D滅菌器,2臺,2臺;GXJZDY袋栽接種機1臺。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00
汽車零部件(2014年11期)2014-09-18 11:57:16
消費者報道(2014年7期)2014-07-31 11:23:57
