成形法雙面磨削拓撲修形誤差齒面對齒輪傳動的影響
2022-08-05 06:23:32汪中厚刁鑫偉王學軍
中國機械工程 2022年14期
李 彥 汪中厚 劉 雷 刁鑫偉 王學軍
1.上海理工大學機械工程學院,上海,2000932.南京航空航天大學機電學院,南京,210016
0 引言
齒輪磨削加工可以實現齒輪拓撲修形,對改善齒輪傳動性能、提高承載能力、降低齒輪運行噪聲具有重要作用[1]。許多學者對齒輪成形磨削與修形技術進行了研究。YOSHINO等[2-3]對附加單一運動的數控磨削方式進行研究,實現了直齒輪的雙面磨削方法;夏政等[4]根據嚙合原理對接觸線與砂輪截形的求解進行研究,得出了斜齒輪全齒成形磨削砂輪的精確截形;汪中厚等[5]通過對實際成形齒輪磨削中的接觸方程進行迭代求解得到了齒向修形齒面的誤差模型;張虎[6]等基于Vericut平臺,對斜齒輪成形磨削加工的整個過程進行仿真并對模型齒面進行了測量;LEE[7]、SHIH等[8-9]提出了齒面高階多項式拓撲修形方法。在齒輪傳動性能方面,文獻[10-12]開展了相應研究,取得了一些有益成果。此外,陳思雨等[13]通過將齒輪副嚙合剛度與靜態傳動誤差引入到動力學分析模型中,研究了不同修形量與修形長度對直齒輪副齒輪動態性能的影響;朱才朝等[14]通過實驗的方法研究了修形對風電齒輪箱傳動性能的影響,表明合理的齒輪修形對減小齒輪傳動嚙合頻率及其倍頻處的振動加速度、振動烈度等要素都有明顯作用;陳洪月等[15]以齒輪傳動誤差的波動與峰值為優化目標,采用遺傳算法對齒面修形量與修形曲線進行優化;陽輝等[16]、汪中厚等[17]采用不同的方法對成形磨削斜齒輪進行了接觸線優化,使斜齒輪磨削的齒向扭曲現象得到了改善。
本文首先建立了拓撲修形斜齒輪的螺旋面方程,根據嚙合原理,推導了砂輪與斜齒輪齒面的接觸條件式,進而得到砂輪軸向截形方程;然后,通過對砂輪截形方程進行推導,得到成形法雙面磨削斜齒輪的原理性誤差齒面數學模型并將誤差曲面與理論齒面進行比對;接著,采用齒輪接觸分析(TCA)方法獲取斜齒輪副的傳動誤差和齒面接觸斑點。實驗研究表明:不同修形參數下的成形法雙面磨削修形左齒面(雙面磨削首先開始加工的齒面)與理論修形齒面相近,右齒面對比理論修形齒面在齒面誤差、傳動誤差、接觸區域方面存在較大差異,右齒面傳動性能明顯劣于左齒面,且不同軸交角磨削下的右齒面也存在較大差異。
1 成形法磨齒加工原理及數學模型
1.1 成形法磨削雙面修形齒面加工原理
在磨削加工中,為了能精確控制砂輪與齒輪的相對運動以及聯動,需要在齒輪上建立坐標系Sg(Xg,Yg,Zg),并在砂輪上建立坐標系Sw(Xw,Yw,Zw),如圖1所示。其中,a為砂輪中心與齒輪中心間沿Xg軸方向上的最短距離;φ為Zg軸與Zw軸的交錯角,即為砂輪安裝角。

圖1 成形磨齒法示意圖
磨削時,砂輪回轉面與齒輪待加工螺旋面將沿著一條曲線相切接觸,這條曲線即為空間接觸線。在加工過程中,通過改變砂輪截形實現齒廓修形,通過改變砂輪與齒輪中心距實現齒輪的齒向修形效果。
1.2 拓撲修形理論齒面方程
齒廓修形的目的是為了減小齒輪在嚙入嚙出期間的載荷波動,以及由此產生的嚙入嚙出沖擊。齒向修形的目的是為了減少偏載現象的產生。齒廓修形的方式是將原來的漸開線齒廓在齒頂部位和靠近齒根部位的材料去除一部分。
將輪齒中間截面軸線與輪齒軸線交點作為直角坐標系Sg(Xg,Yg,Zg)原點,令Yg軸通過齒面節點P,Zg軸沿齒輪軸線方向,如圖2所示。則未修形的齒面方程Σ1[18]可表示為

圖2 齒面模型
r1(θ1)=(x1(θ1),y1(θ1),z1(θ1))
(1)
(2)
qs1(θ1)=q01+rb1θ1+S1(θ1)
(3)
q01=rb1tanαt
(4)
式中,S1(θ1)為齒廓修形曲線方程;θ1為漸開線發生線滾過的角度;p為螺距;αt為端面節圓壓力角;rb1為基圓半徑;b為齒輪寬度。
在齒廓方向上采用直線方式進行修形,齒頂修形量為e1,齒根修形量為e2,采用對應點漸開線發生線的滾動角θ代表修形長度。
如圖3所示,修形曲線方程為

圖3 齒廓修形
(5)
1.3 接觸線法求砂輪截形
接觸線是由齒輪螺旋齒面與該面共軛的砂輪表面之間的接觸點構成的,在接觸點處螺旋齒面的法線和砂輪的軸線必然相交。根據接觸點齒面法線與砂輪軸線相交的特性,可以得到螺旋齒面與砂輪的所有接觸點,接觸點之間的連線即為接觸線,接觸線繞砂輪軸線回轉可得到砂輪回轉面,抑或接觸線繞齒輪軸線做螺旋運動也可以得到齒輪齒形。
如圖4所示,設接觸點坐標為M(x1,y1,z1),螺旋齒面在M點處的法線方程為

圖4 砂輪接觸方式
(6)
式中,x2、y2、z2為參變量;nx1、ny1、nz1為法線的方向分量。
由于M點不僅在法線上,還在砂輪軸線上,故砂輪軸線方程為
(7)
聯立式(1)、式(6)、式(7)可得砂輪與齒輪的接觸條件式[19]:
(a-x1+p*cotφ)nz1+any1cotφ+z1nx1=0
(8)
化簡表示為
F0(u,θ)=0
(9)

將接觸條件式與齒輪螺旋面方程聯立,并轉換到砂輪坐標系Sw(Xw,Yw,Zw)中,得接觸點坐標:
(10)
由于砂輪截形為由y0=0平面截得的截線,所以最終砂輪截形方程為
(11)
其中,r0為中間變量。對上述方程采用牛頓迭代法進行求解,可以得到砂輪截形。
1.4 拓撲修形仿真齒面方程
齒向修形齒輪的附加運動會導致被磨削齒輪的齒形發生變化。為分析齒向修形齒輪產生的齒形變化,需計算齒向修形在不同軸向位置的齒輪實際齒形,并與理論齒形進行比較。
令齒輪齒面方程為
(12)
式中,R為砂輪半徑線;γ為砂輪半徑線R與OZwYw平面的夾角。
將其代入砂輪回轉面方程式(11)中,可得[20]
(13)
砂輪回轉面任一點的法向矢量n2為
(14)
磨齒過程中沿齒輪軸線方向改變齒輪與砂輪之間的中心距是最常用的修形方法[21]。設齒向鼓形修形中心距變動量為Δa,Δa可進行如下計算:
Δa(ξ)=δ(|ξ|-|Za|)cosβg/(bsinαn)
(15)
式中,βg為齒輪基圓螺旋角;b為齒輪修形齒寬;Za為修形起始點位置。
將式(8)砂輪回轉面方程與接觸條件式(13)聯立,并將中心距變動量考慮在內,可得到雙面成形磨齒輪螺旋面方程Σ2:
(16)
其中,R、γ、θ為參變量,R與γ需滿足接觸條件式。
2 拓撲修形齒面
2.1 接觸線與砂輪截形計算
結合1.2和1.3節接觸線方程和砂輪方程對表1所示的漸開線斜齒輪未修形時的砂輪截形進行計算。計算得到的接觸線為三維空間曲線,將其投影到二維平面中,得到圖5所示的接觸曲線。再將空間接觸線沿砂輪軸線進行旋轉并投影,得到砂輪軸向投影如圖6所示。

表1 斜齒輪參數

圖5 接觸線投影

圖6 砂輪截形
2.2 不同修形量下的齒輪齒面
為研究不同修形情況下齒輪的傳動性能,選擇對50齒齒輪齒面進行拓撲修形,選取如下齒輪修形參數:齒廓修形方式選擇折線修形,齒根部分修形起始位置壓力角為19.9521°,修形終止位置壓力角為15.9521°,齒頂部分修形起始位置壓力角為23.9375°,終止位置壓力角為27.9375°,齒向修形方式為鼓形修形,修形數據如表2所示,成形磨雙面修形軸交角λ優化前為65.32°,優化后為64.89°,優化方式采用文獻[17]中的神經網絡方法,在此不作贅述。
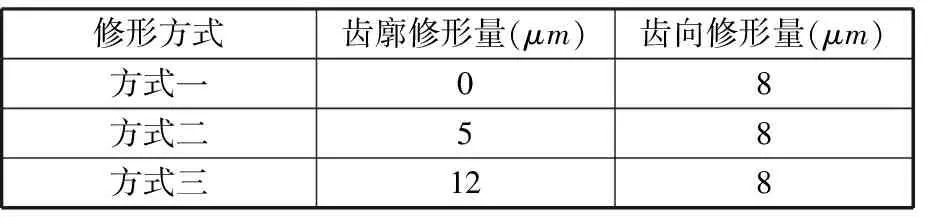
表2 修形方式
對比標準齒輪,不同修形方式下的齒面誤差數據如圖7所示(各分圖中左圖為左齒面誤差,右圖為右齒面誤差)。

(a)λ=65.32°修形方式一時左、右齒面誤差
觀察圖7a齒輪左齒面數據圖可以發現,齒寬中部可以實現齒向鼓形修形,表明雙面磨削方式的有效性,但在齒根部分出現微量欠修,齒頂部分過修,表現出了輕微的“齒形扭曲”現象。對比圖7a、圖7b 2組左齒面數據圖可以發現,左齒面齒形扭曲對軸交角的變化不敏感,觀察其余5組左齒面誤差圖可以發現同樣規律。同樣將圖7a、圖7b 2組右齒面數據圖進行對比,可以發現兩齒面存在較大誤差,總體為齒向方向的鼓形峰值的偏移,即“齒向扭曲”現象[17],出現此現象的原因是由于該齒輪為右旋齒輪,在成形磨雙面磨削的過程中,左齒面先與砂輪發生接觸,產生磨削效果,右齒面由于后接觸,會導致無法避免的齒向扭曲現象,并且同樣對比圖7c~圖7f 2組數據可以發現,在軸交角為65.3232°時,齒向扭曲現象更為明顯,在進行軸交角優化后,齒向扭曲現象明顯減弱。
3 拓撲修形斜齒輪傳動接觸分析
3.1 齒面接觸分析模型
文獻[12,20]對齒面接觸分析技術進行了諸多研究。對1.1和1.4節中計算得到的主動齒輪齒面方程Σ1和從動齒輪齒面方程Σ2進行坐標轉換,兩齒面在同一坐標系下的位置矢量rf和法向矢量nf分別為
(17)
式中,Mf1、Lf1、Mf2、Lf2為從齒面坐標系到固定坐標系的轉換矩陣;u1、θ1、u2、θ2為齒輪的齒面參數;φ2、φ1為齒輪的運動參數。
由于兩接觸齒面始終處于連續相切接觸,如圖8所示,兩接觸點的位置矢量與法線矢量在任一瞬間都重合,因此得到

圖8 齒面接觸示意圖
(18)
曲面的單位法線矢量可以表示為
(19)
由此得到含有6個未知量u1、θ1、φ1、u2、θ2和φ2的方程,給定其中的φ1,得到
f(u1,θ1,u2,θ2,φ2)=0
(20)
由于齒輪在嚙入嚙出時會發生齒輪齒面邊緣與另一齒輪齒面發生接觸的情況,即邊緣接觸,故邊緣接觸條件為
(21)

采用Newton-Raphson方法對式(20)、式(21)進行求解,確定每個瞬時接觸點的位置,進而獲得齒輪接觸印痕與傳動誤差。傳動誤差表現為隨主動輪變化的被動齒輪實際轉角與理論轉角的差值,其關系為
s=rb1[φ2(φ1)-(Z1/Z2)φ1]
(22)
3.2 雙面磨削拓撲修形對傳動誤差影響
表1所示的齒輪副主動輪為39齒齒輪,采用3.1節建立的接觸分析模型進行求解,得到的傳動誤差數據如圖9所示。

(a)雙面磨削修形左齒面接觸傳動誤差
理論修形齒面的左右齒面相同,因此傳動誤差數據也完全一致。
如圖9a、圖9c左齒面接觸傳動誤差所示,在修形方式一時傳動誤差峰峰值達到最小,并且相較于未修形齒面傳動誤差明顯減小。如圖9a所示,不同修形方式下的左齒面接觸的傳動誤差相位基本一致,不同軸交角磨削生成的左齒面對傳動誤差影響較小,明顯小于修形方式發生改變時的傳動誤差變化。如圖9b所示,不同軸交角下右齒面接觸的傳動誤差較左齒面發生了明顯的相位差,傳動情況發生了較大差異,后續進行詳細分析。
圖10所示為修形方式一傳動誤差,其具體數據如表3所示。

圖10 修形方式一傳動誤差

表3 修形方式一傳動誤差
由表3可知,成形磨雙面修形中,與理論修形齒面相較,左齒面傳動誤差峰峰值和均值均有上升,輕微的齒形扭曲對傳動誤差有一定影響;兩不同軸交角下的左齒面傳動誤差峰峰值與理論齒面傳動誤差峰峰值之間的差值分別為0.13 μm和0.16 μm,二者相差約8.57%,表明不同軸交角對左齒面傳動性能影響較小。反觀右齒面,由于齒向扭曲現象的存在,導致右齒面接觸傳動過程中的齒輪副傳動誤差有較大改變,不同軸交角對應的右齒面接觸傳動誤差亦有較大的差別,65.32°軸交角時的右齒面傳動誤差峰峰值相較64.89°時有顯著提高,兩軸交角下與理論齒面傳動誤差峰峰值之間的差值分別為1.29 μm和0.33 μm;右齒面傳動誤差曲線較理論修形齒面也存在明顯的相位差,相位差從軸交角為65.32°時的3.15°減小到軸交角為64.89°時的2.03°,減小了約55.17%。
表4、表5所示分別為修形方式二、修形方式三下的傳動誤差,可知,在添加了齒廓修形后,隨齒廓修形量的增大,左齒面接觸傳動誤差與理論修形齒面接觸的傳動誤差差值愈發減小,其相對誤差從軸交角64.89°下修形方式一時的0.16 μm減小到方式三時的0.03 μm,降幅約81.3%;右齒面接觸的傳動誤差峰峰值依舊高于左齒面,但左右齒面差異幅度減小,從軸交角64.89°下修形方式一的32.69%減小到方式三時的15.04%;隨著齒形修形量的增大,相位角偏差也相應降低,從修形方式一時的2.03°減小為修形方式三時的0.45°,降幅約為77.8%。

表4 修形方式二傳動誤差

表5 修形方式三傳動誤差
由表3、表4、表5可知,成形雙面磨修形左齒面可以基本實現理論齒面拓撲修形效果,齒形扭曲對左齒面傳動性能影響較小;但對于右齒面而言,由于齒向扭曲現象存在,導致右齒面傳動性能明顯劣于左齒面,并且傳動中存在一定的相位差。不同軸交角雙面磨削下的傳動誤差也有較大差別,合適的軸交角可以使右齒面明顯減輕齒向扭曲現象,使傳動誤差顯著減小。
3.3 齒面接觸分析
將齒面接觸分析結果進行插值擬合,得到齒面接觸結果如圖11所示。
如圖11a~圖11d所示,在理論修形的情況下,左右齒面接觸傳動的接觸情況基本相同,隨著修形量的增大,接觸區域形狀發生了明顯改變。對比圖11b/圖11e/圖11f、圖11c/圖11g/圖11h與圖11d/圖11i/圖11j可以發現,雙面磨左齒面接觸傳動時的齒面接觸情況與理論齒面基本相同,表明輕微的齒形扭曲對齒面接觸形狀影響較小,不同軸交角下的左齒面接觸形狀也基本一致。對比右齒面接觸傳動,理論修形與不同軸交角時的齒面接觸情況都有明顯不同,右齒面傳動時齒面發生了明顯的偏載現象,軸交角為65.32°時的齒面偏載情況最為嚴重,這與右齒面誤差圖的結果是相對應的。

(a)標準齒輪左、右齒面
綜上分析可知,成形雙面磨削修形左齒面接觸情況與理論修形齒面類似,齒形扭曲造成的影響可基本忽略;右齒面接觸情況較理論修形齒面有較大差別,齒面發生了明顯的偏載現象,改變軸交角可以使偏載狀況發生明顯改變。
4 實驗驗證
4.1 齒輪磨削測量實驗
為驗證本文研究結果的可靠性,在L300G全數控齒輪磨削中心上進行齒輪雙面磨削修形實驗,齒輪參數同前述仿真參數,修形參數采用修形方式二的參數,軸交角為65.32°和64.89°,并置加工后的齒輪于Gleason 350GMS齒輪測量中心上進行齒面測量,如圖12所示。

(a)L300G全數控齒輪磨削中心 (b)加工過程

(a)65.32°齒向測量結果
齒面測量結果如圖13所示,可知,右齒面發生了明顯的扭曲,與數值仿真結果趨勢基本一致,驗證了該齒面計算方法的有效性。

(d)64.89°齒形測量結果
4.2 齒輪傳動實驗
對上述齒輪左右齒面進行傳動實驗,實驗結果如圖14所示。右齒面相較于左齒面的接觸區域明顯發生偏移,驗證了本文仿真結果的正確性。

(a)65.32°左齒面傳動 (b)65.32°右齒面傳動
5 結論
(1)基于斜齒輪成形磨齒加工工藝,實現了建立斜齒輪齒廓方程、求解接觸線方程、計算砂輪截形、完成斜齒輪成形磨削數值仿真齒面一系列流程,得到了基于斜齒輪成形雙面磨削拓撲修形的齒面誤差模型,結果表明,左齒面相較理論齒面存在輕微齒形扭曲,右齒面存在明顯齒向扭曲現象。
(2)完成了理論修形齒面和成形雙面磨削左、右修形齒面接觸情況下的傳動誤差分析,通過分析可知:左齒面齒形扭曲對齒輪傳動性能影響較小,左齒面可基本實現理論修形效果;右齒面齒向扭曲顯著影響了齒輪的傳動誤差,右齒面性能明顯劣于左齒面;合適的修形方式與軸交角可以明顯減輕右齒面齒向扭曲現象,傳動誤差明顯減小,使左右齒面傳動誤差差異縮小在15%左右。
(3)完成了理論修形齒面和成形雙面磨削左、右修形齒面接觸情況下的齒面接觸斑點對比,分析對比結果可知:齒形扭曲對左齒面接觸斑點影響較小;齒向扭曲對右齒面影響顯著,右齒面發生了明顯的偏載現象,合適的軸交角可以有效減少齒面偏載現象。