機架輥輥道電機軸斷裂原因分析*
2022-08-04 07:14:22關麗坤范增任學平
內蒙古科技大學學報
2022年2期
關鍵詞:模型
關麗坤,范增,任學平
(內蒙古科技大學 機械工程學院,內蒙古 包頭 014010)
軋機前后工作輥道為了能可靠地將軋件送入軋鋼機軋輥,要求輥道輥子盡可能地靠近軋輥[1]因此,在這些軋機機架上,都有專門的孔、臺階或者凹槽,以便安裝輥子.這些輥子被稱為機架輥.承受著軋件拋出和鋼錠翻轉的巨大沖擊負荷,當鋼錠加熱溫度不足或不勻時,軋件對輥道的沖擊和頂撞就更為嚴重[1].對驅動機架輥的電機有很大影響,加之輥道電機頻繁正反轉的運轉和電機防松不好容易造成軸不對中的影響,因而電機軸容易發生疲勞斷裂,致使機架輥成為惰輥,造成軋制出的鋼表面精度達不到既定要求,成為影響鋼廠經濟效益受損的因素[2].在某軋鋼廠生產線上傾斜布置機架輥道電機裝配圖如圖1所示.
在某軋鋼廠生產線上傾斜布置的機架輥道電機,1年內分別在2月、4月2次出現軋機機架輥道電機軸斷裂,斷裂情況如圖2所示.
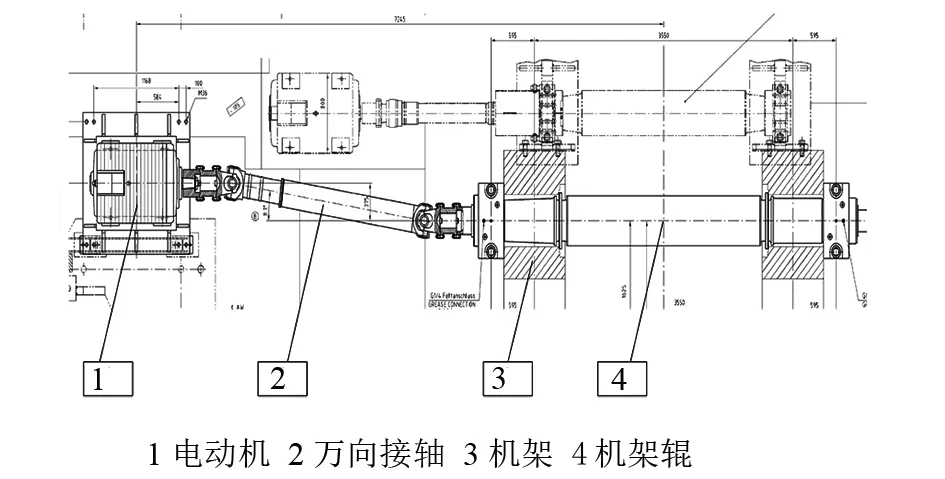
圖1 機架輥系統裝配圖
1 斷口分析
由圖2可知,電機軸斷裂位置在軸的鍵槽處,觀察斷口的宏觀形貌,可見斷口較為平整,無明顯塑性變形,斷面與電機軸線垂直,為明顯疲勞斷裂.斷口可劃分為3個區域,第一個區域為邊緣斷裂源區,區域較小,為應力集中區域;第二個區域為裂紋較大的裂紋擴展區域,占斷口整體面積的60%左右,表面光滑有疲勞輝紋;第三部分為瞬時斷裂區域,因受力面積不斷減小導致的瞬時斷裂,該區域表面粗糙,有金……
登錄APP查看全文
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
中學數學雜志(初中版)(2006年1期)2006-12-29 00:00:00