RH 工位鋼包加揭蓋設(shè)備改造實(shí)踐
2022-08-04 06:45:20李宏偉趙金龍張洪亮
鞍鋼技術(shù) 2022年4期
李宏偉,趙金龍,張洪亮
(鞍鋼重型機(jī)械設(shè)計研究院有限公司,遼寧 鞍山 114031)
鋼水溫度作為重要的煉鋼物流過程指標(biāo)和工藝參數(shù),對煉鋼生產(chǎn)水平和產(chǎn)品質(zhì)量影響較大[1-2]。近年來,國內(nèi)大部分煉鋼廠均已在煉鋼工序?qū)嵤╀摪碳由w,鋼包全程加蓋后,顯著降低鋼水熱輻射損失[3-5]。 鋼包全程加蓋可取消保溫覆蓋劑,節(jié)省原料成本,降低轉(zhuǎn)爐出鋼溫度,節(jié)省煉鋼成本;延長鋼包運(yùn)行周期,節(jié)省維修成本。 取消鋼包在線烘烤,可以節(jié)省能源成本;降低鋼水夾雜物,提高鑄坯質(zhì)量;降低鋼包揚(yáng)塵,減少環(huán)境污染等優(yōu)點(diǎn),經(jīng)濟(jì)效益和環(huán)保效益顯著。鞍鋼股份有限公司煉鋼總廠三分廠(以下簡稱“三分廠”)原加揭蓋過程需要占用工藝生產(chǎn)時間,嚴(yán)重影響了運(yùn)行效率,通過分析制約加揭蓋設(shè)備RH 工位運(yùn)行效率的原因,提出了一種懸臂式鋼包加揭蓋設(shè)備,本文對此做一詳細(xì)介紹。
1 原加揭蓋設(shè)備工藝存在的問題
三分廠RH 工位采用回轉(zhuǎn)臺式真空精煉爐,即一個回轉(zhuǎn)臺可承托兩個鋼包,通過回轉(zhuǎn)臺旋轉(zhuǎn),將鋼包旋進(jìn)或旋出真空精煉位。改造前工藝布置圖如圖1 所示。
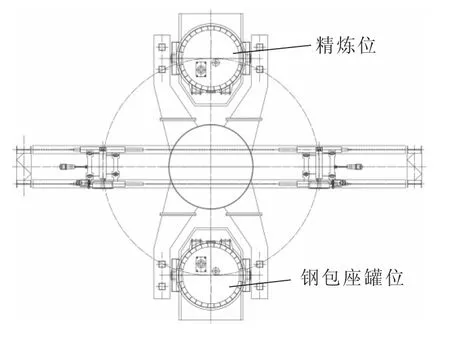
圖1 改造前工藝布置圖Fig. 1 Process Layout Diagram before Upgrading
改造前RH 工位真空精煉工藝流程:帶蓋A鋼包在回轉(zhuǎn)臺0°位置進(jìn)行座罐作業(yè);帶蓋A 鋼包旋入至90°位置停車,進(jìn)行揭蓋作業(yè);A 鋼包旋入至180°位置停車,進(jìn)行真空精煉作業(yè);此時帶蓋B鋼包在回轉(zhuǎn)臺0°位置進(jìn)行座罐作業(yè),等待A 鋼包精煉結(jié)束;當(dāng)A 鋼包精煉結(jié)束,A 鋼包旋出至90°位置停車,進(jìn)行加蓋作業(yè),此時B 鋼包旋入至270°位置,進(jìn)行揭蓋作業(yè);帶蓋A 鋼包旋出至0°,等待天車調(diào)運(yùn)至下一工位,此時,B 鋼包旋入至精煉位進(jìn)行真空精煉。根據(jù)生產(chǎn)實(shí)測,每個鋼包加揭蓋過程約占用5 min 工藝生產(chǎn)時間,嚴(yán)重影響RH 工位運(yùn)行效率。
2 改造后加揭蓋設(shè)備工藝流程
改造后工藝布置圖見圖2。
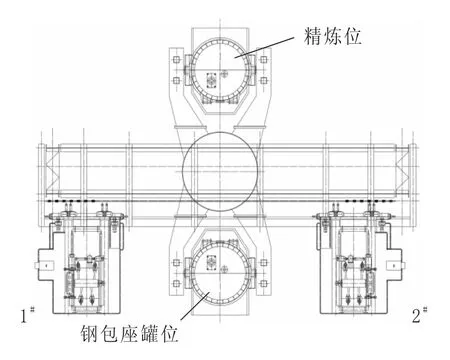
圖2 改造后工藝布置圖Fig. 2 Process Layout Diagram after Upgrading
改造后RH 工位真空精煉工藝流程:帶蓋A鋼包在回轉(zhuǎn)臺0°位置進(jìn)行座罐作業(yè);1#加揭蓋機(jī)從待機(jī)位駛至加揭蓋位(即座罐位)進(jìn)行揭蓋作業(yè),A 鋼包直接旋入至180°位置停車,進(jìn)行真空精煉作業(yè);此時,揭蓋后的1#加揭蓋機(jī)從加揭蓋位返回至待機(jī)位;帶蓋B 鋼包在回轉(zhuǎn)臺0°位置進(jìn)行座罐作業(yè);2#加揭蓋機(jī)從待機(jī)位駛至加揭蓋位(即座罐位)準(zhǔn)備揭蓋作業(yè);在A 鋼包精煉結(jié)束前5 min,2#加揭蓋機(jī)對B 鋼包進(jìn)行揭蓋作業(yè);當(dāng)A 鋼包精煉結(jié)束,A 鋼包旋出至0°位置,由2#加揭蓋機(jī)直接進(jìn)行加蓋作業(yè),2#加揭蓋機(jī)完成加蓋作業(yè)后,返回至待機(jī)位,帶蓋A 鋼包等待天車調(diào)運(yùn)至下一工位,此時B 鋼包旋入至180°位置,直接進(jìn)行真空精煉。 整個加揭蓋過程不占用任何工藝生產(chǎn)時間,且回轉(zhuǎn)臺運(yùn)行效率得到顯著提升。
3 改造前后工藝流程比較
改造前后RH 工位鋼包加揭蓋理論工藝流程如圖3 所示。
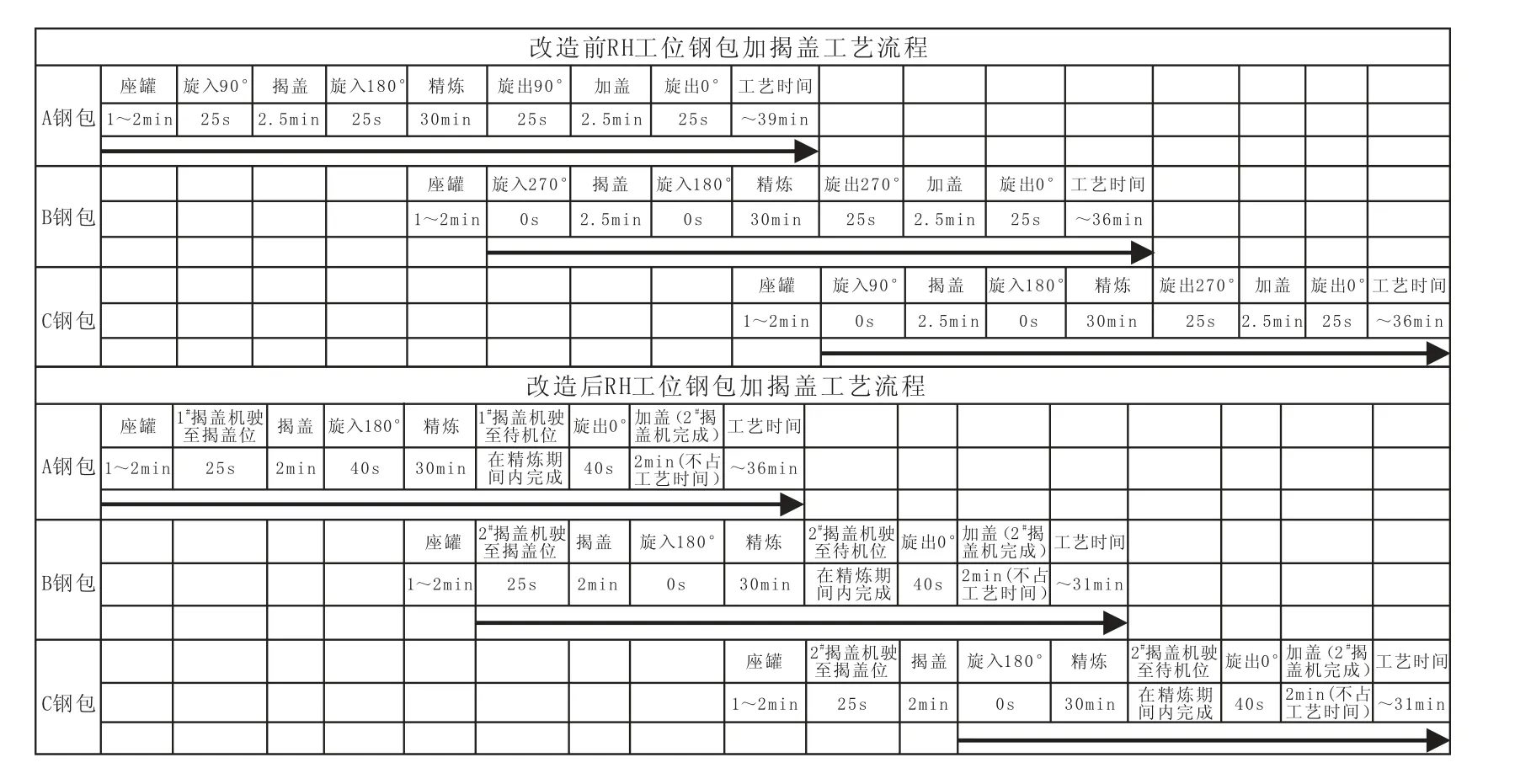
圖3 改造前后RH 工位鋼包加揭蓋理論工藝流程對比Fig. 3 Comparison of Theoretical Process Flow of Ladle in RH Station before and after Upgrading
在RH 工位連續(xù)生產(chǎn)條件下,加揭蓋工藝流程改造前,每罐鋼水在RH 真空精煉工位理論用時約36 min,加揭蓋工藝流程改造后,每罐鋼水在RH 真空精煉工位理論用時約31 min,即每罐鋼水在RH 精煉工位可節(jié)省約5 min。
圖3(a)中0 s 表示回轉(zhuǎn)臺旋入旋出時,前后兩罐共用時間,時間計入前一罐,前后兩罐加蓋與揭蓋過程需分別操作,各自分別計時。 圖3(b)中0 s 表示回轉(zhuǎn)臺旋入旋出時,前后兩罐共用時間,時間計入前一罐,在前一罐加蓋時,后一罐已經(jīng)開始精煉,所以前一罐加蓋作業(yè)不占用工藝時間;圖中2#加揭蓋機(jī)對B 鋼包完成揭蓋作業(yè)后,原地等待B 鋼包旋入,A 鋼包旋出,直接將B 鋼包的鋼包蓋加在A 鋼包上,以此類推,2#加揭蓋機(jī)對C 鋼包完成揭蓋作業(yè)后,原地等待C 鋼包旋入,B 鋼包旋出,直接將C 鋼包的鋼包蓋加在B 鋼包上,按此流程,每次加揭蓋過程可減少一次加揭蓋機(jī)的使用;鋼包蓋升級改造后,可實(shí)現(xiàn)垂直升降,縮短加揭蓋時間。
4 改造后設(shè)備設(shè)計
4.1 加揭蓋設(shè)備設(shè)計
改造后加揭蓋設(shè)備見圖4,雙梁懸臂式加揭蓋設(shè)備采用懸臂式走行大車及卷揚(yáng)橫移小車結(jié)構(gòu)形式,懸掛安裝在廠房柱列外側(cè)軌道上,可沿廠房主梁往復(fù)移動,額定起升載荷為10 t,最大起升高度為10 m。
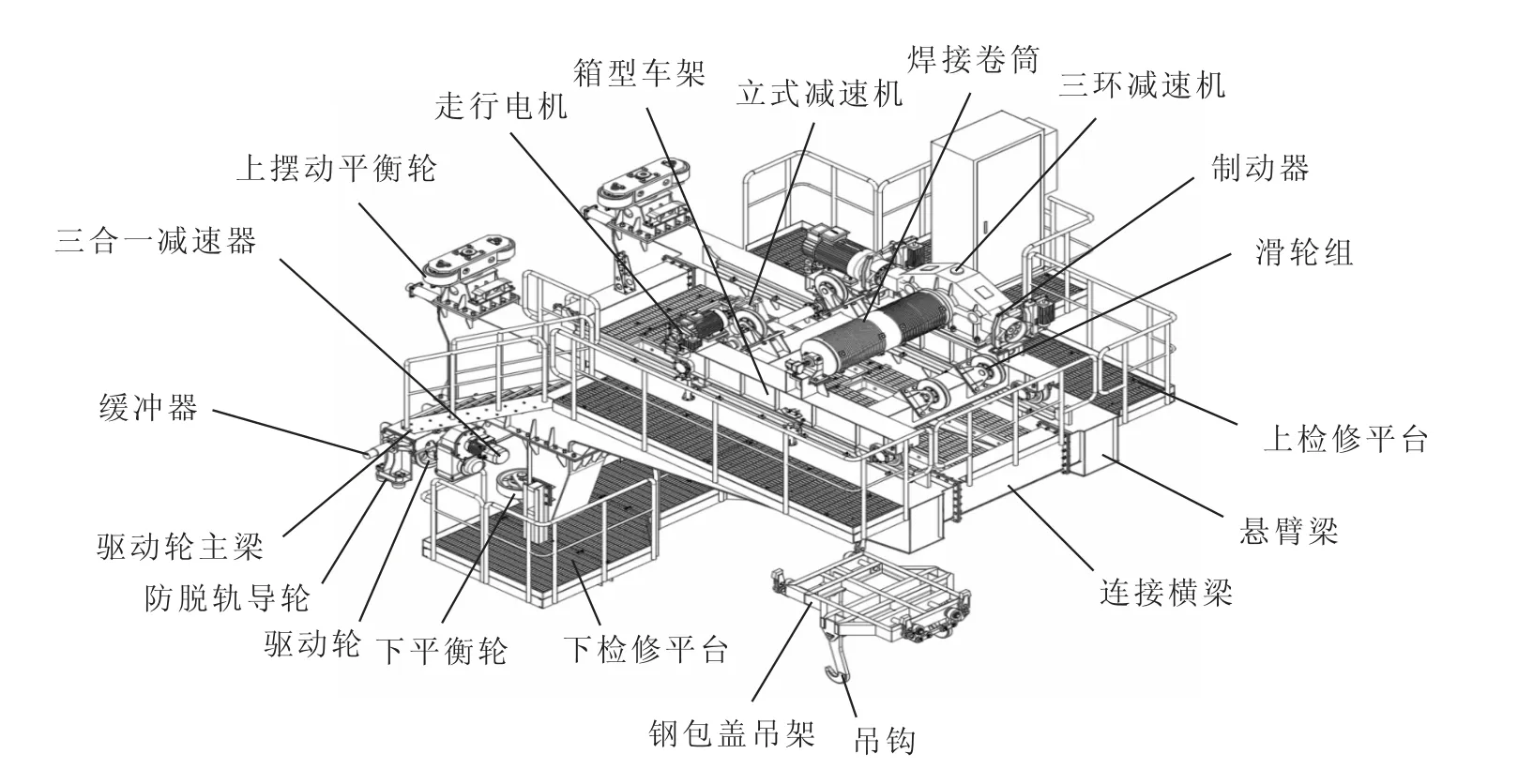
圖4 改造后加揭蓋設(shè)備Fig. 4 Cap-covering &Uncovering Equipment after Upgrading
4.1.1 懸臂式走行大車
懸臂式走行大車主要由懸臂梁、 驅(qū)動輪主梁、連接橫梁、驅(qū)動輪、三合一減速電機(jī)、上擺動平衡輪、下平衡輪、防脫軌導(dǎo)輪、上下檢修平臺、緩沖器、橫移車軌道等組成。懸臂梁通過連接橫梁連接固定在驅(qū)動輪主梁上,在懸臂梁上方采用軌道壓扣形式安裝橫移車軌道;上擺動平衡輪通過固定支座安裝在懸臂梁尾部上方,可有效保證上平衡輪承壓均勻;下平衡輪通過固定支座安裝在懸臂梁尾部下方,防脫軌導(dǎo)輪通過支座安裝在驅(qū)動輪主梁兩端,防脫軌導(dǎo)輪前端安裝緩沖器;驅(qū)動輪安裝在驅(qū)動輪主梁兩側(cè),通過三合一減速電機(jī)獨(dú)立驅(qū)動,三合一減速電機(jī)采用變頻調(diào)速電機(jī),保證大車啟停平穩(wěn)。懸臂式走行大車技術(shù)參數(shù)如表1 所示。

表1 懸臂式走行大車技術(shù)參數(shù)Table 1 Technical Parameters for Cantilever-type Traveling Cart
4.1.2 卷揚(yáng)橫移小車
卷揚(yáng)橫移小車主要由箱型車架、焊接卷筒、卷筒聯(lián)軸器、三環(huán)減速機(jī)、卷揚(yáng)電機(jī)、制動器、帶制動輪鼓形齒聯(lián)軸器、滑輪組、從動車輪組、主動車輪組、立式減速機(jī)、套筒式鼓形齒聯(lián)軸器、走行電機(jī)、起升高度限制器等組成。 箱型車架前端安裝從動車輪組,后端安裝主動車輪組,主動車輪組通過套筒式鼓形齒聯(lián)軸器連接于立式減速機(jī)雙輸出軸上,走行電機(jī)前出軸通過鼓形齒聯(lián)軸器與立式減速機(jī)輸入軸連接,后出軸通過制動輪與制動器相連,走行電機(jī)安裝在車架縱梁尾部;滑輪組傾斜安裝在車架橫梁上;焊接卷筒一端通過軸承座固定在車架縱梁上,并與起升高度限制器相連;另一端通過卷筒聯(lián)軸器與三環(huán)減速機(jī)輸出軸相連;三環(huán)減速機(jī)采用雙輸入形式,一側(cè)通過帶制動輪的鼓形齒聯(lián)軸器與卷揚(yáng)電機(jī)及制動器相連,另一側(cè)通過制動輪與制動器相連,實(shí)現(xiàn)卷筒雙制動安全措施;鋼絲繩通過繩夾纏繞在卷筒上,鋼絲繩繞過滑輪組與具備張力自平衡吊架相連。 橫移小車及卷揚(yáng)裝置技術(shù)參數(shù)參見表2。

表2 橫移小車及卷揚(yáng)裝置技術(shù)參數(shù)Table 2 Technical Parameters for Traversing Trolley and Hoisting Device
4.2 改造后鋼包蓋結(jié)構(gòu)設(shè)計
為了進(jìn)一步提升加揭蓋設(shè)備的運(yùn)行效率,將原利舊鋼包蓋進(jìn)行升級改造,以實(shí)現(xiàn)加揭蓋過程中鋼包蓋可垂直升降,取消加揭蓋過程中鋼包蓋橫移避讓步驟,原利舊鋼包蓋扣在鋼包上時,鋼包蓋安全鉤含在鋼包鉸座銷軸下方,無法實(shí)現(xiàn)鋼包蓋垂直升降,加揭蓋過程操作比較繁瑣;改造后鋼包蓋通過優(yōu)化安全鉤結(jié)構(gòu)尺寸及調(diào)整安全鉤重心位置,加長安全鉤支座長度等一系列措施,保證鋼包蓋扣在鋼包上時,安全鉤與鋼包鉸座銷軸在水平方向具有一定安全距離,可實(shí)現(xiàn)鋼包蓋垂直升降,簡化加揭蓋操作過程,縮短加揭蓋時間。 改造前后鋼包蓋結(jié)構(gòu)如圖5所示。
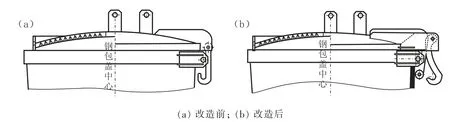
圖5 改造前后鋼包蓋結(jié)構(gòu)Fig. 5 Structure of Cover for Ladle before and after Upgrading
5 生產(chǎn)應(yīng)用效果
對三分廠現(xiàn)有2 座RH 真空精煉爐進(jìn)行加揭蓋設(shè)備升級改造后,每罐鋼水在RH 真空精煉工位可節(jié)省約5 min 工藝時間,即每罐鋼水真空精煉時間由36 min 壓縮至31 min,按每天每座RH爐處理40 罐鋼水計算,一天可節(jié)省約200 min,每天每座RH 爐可多處理6 罐鋼水,三分廠的鋼包容量為205 t,一年按300 天生產(chǎn)時間計算,每座RH 真空精煉爐每年可增產(chǎn)約35 萬t,對煉鋼工序進(jìn)一步壓降生產(chǎn)成本,提質(zhì)增效意義重大。
目前,三分廠已經(jīng)實(shí)現(xiàn)一座RH 真空精煉爐供一臺連鑄機(jī)連續(xù)澆鑄的生產(chǎn)目標(biāo),有效保障了連鑄工序生產(chǎn)的順行性,同時也實(shí)現(xiàn)了兩臺連鑄機(jī)可同時生產(chǎn)不同牌號鋼坯的生產(chǎn)目標(biāo)。
6 結(jié)語
鞍鋼股份有限公司煉鋼總廠三分廠原RH 工位加揭蓋設(shè)備布置在回轉(zhuǎn)臺90°和270°位置,加揭蓋過程制約回轉(zhuǎn)臺運(yùn)行效率,約占用工藝生產(chǎn)時間5 min。 通過采用懸臂式加揭蓋設(shè)備,布置在鋼包回轉(zhuǎn)臺0°位置(即座罐位),實(shí)現(xiàn)了加揭蓋過程無需回轉(zhuǎn)臺中途停車,且加揭蓋作業(yè)與精煉作業(yè)可同時進(jìn)行,加揭蓋過程不占用工藝生產(chǎn)時間,有效提高了回轉(zhuǎn)臺的運(yùn)行效率,每罐鋼水可壓縮精煉時間約5 min,通過優(yōu)化鋼包蓋安全鉤,實(shí)現(xiàn)鋼包蓋垂直升降,簡化了加揭蓋設(shè)備操作步驟,每年每座RH 精煉爐可增產(chǎn)約35 萬t,壓降煉鋼工序噸鋼成本效果顯著。
猜你喜歡
中學(xué)生數(shù)理化·自主招生(2024年6期)2024-06-24 11:15:29
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
中學(xué)生數(shù)理化·高一版(2020年2期)2020-04-21 07:42:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
故事大王(2016年7期)2016-09-22 17:30:08
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
中國工程咨詢(2014年12期)2014-02-16 06:18:34
兒童故事畫報(2013年3期)2013-06-24 05:40:30