精密零件的工業CT圖像測量方法
2022-08-03 08:52:08欒傳彬張秀英蔡玉芳
無損檢測 2022年4期
關鍵詞:測量
呂 健,欒傳彬,張秀英,蔡玉芳
(1.中國航發南方工業有限公司,株洲 412002;2.重慶大學 工業CT無損檢測教育部工程研究中心,重慶400044)
工業計算機斷層成像(工業CT)是一種以不同物質對射線的衰減不同為原理來獲取物體內部結構信息的無損檢測技術,在我國重要行業關鍵零部件的無損檢測和質量評估中發揮著重要作用,其中利用工業CT技術實現重要行業精密零件的高精度測量是目前工業CT領域研究的難點和熱點[1]。
隨著科技的進步,傳統劃線剖切測量方法已不能滿足精密零件的測量需求。基于工業CT圖像的測量方法是解決精密零件測量難題的一個重要技術手段。針對CT圖像測量的問題,國內外研究人員進行了大量的相關研究。CT圖像測量方法分為半高寬法[2-6]、模板匹配法[7-13]和亞像素邊緣檢測法[14-17]。其中,半高寬法是以CT圖像沿尺寸測量方向灰度值曲線的波峰與波谷的中間點作為被測零件與背景的分界點進行尺寸測量的方法[2-3],半高寬法具有原理簡單、直觀易操作、計算效率高等特點,大多測量儀器均是依據半高寬來進行尺寸測量的,其不足是隨機誤差大且受測量對象尺寸的限制[6];模板匹配法是根據兩個不同大小圖像之間的相關系數進行特征判別的模式識別方法[7],已廣泛用于工業零件內部尺寸的檢測[8-10]和醫療CT中疾病的診斷中[11-12];亞像素邊緣檢測法是由CT圖像進行亞像素邊緣定位從而實現幾何元素測量的方法,典型的亞像素邊緣檢測算法有圖像矩[13]、facet模型[14-15]、Bertrand模型[16]以及區域可伸縮擬合能量最小化模型等(RSF)[17]。RSF有良好的局部特性,不僅邊緣定位精確高,而且輪廓連續性好,是目前主流的圖像分割算法。
文章采用課題組提出的聯合小波變換(WT)和RSF模型的圖像分割方法[17](以下簡稱WT-RSF),實現精密零件CT圖像亞像素級的分割,并采用最小二乘擬合法和最小距離搜索法實現直徑、角度和壁厚等3種幾何要素的測量,測量精度總體優于國際主流圖像測量軟件VG Studio Max 3.0(簡稱VG)的精度,有望為相關軟件的自主開發奠定算法基礎。
1 方法描述
1.1 WT-RSF圖像分割算法
WT-RSF算法由小波降噪和RSF模型圖像分割兩部分組成。其中,小波降噪過程分為小波正變換和反變換兩個過程,分別如式(1),(2)所示;RSF圖像分割模型如式(3)所示,WT-RSF圖像分割模型的詳細描述見文獻[17]。

(1)

(2)
式中:a為尺度因子;b為伸縮因子;t為時間;R為平方可積空間;x(t)為待分析信號;ψ(t)為基本小波函數;fcwt(a,b)為信號x(t)的小波變換;Cψ為小波基函數的允許條件常數。
設x為灰度圖像Ω中的一個點,x∈Ω;C為圖像Ω中的一條閉合曲線,將圖像Ω分為兩個適應子區域Ω1和Ω2;f1(x)與f2(x)分別為這兩個區域中以x為中心點的小區域內亮度的近似值,則RSF模型的擬合能量定義為
ν|C|
(3)
式中:|C|為輪廓長度;ν為長度項權重系數。
1.2 幾何元素測量方法
進一步采用最小二乘擬合和最小距離搜索法[18]分別求取圖像中圓的直徑、直線夾角和型腔壁厚;對圓和角度擬合參數求解公式進行推導。
設待測圓的方程為
(x-x0)2+(y-y0)2=R2
(4)
式中:R為圓的半徑;(x0,y0)為圓心坐標。
將式(4)展開有

(5)

x2+y2+ax+by+c=0
(6)
求出參數a,b,c后,即可得到圓心(x0,y0)和半徑R等參數

(7)
經圖像分割并提取待測圓周的輪廓后,圓周上點(xi,yi)到圓心的距離di可表示為

(8)


(9)

(10)
根據最小二乘擬合原理,當Q(a,b,c)取得最小值時可求解得到參數a,b,c,進而由式(7)求得圓心坐標和半徑R,從而得到待測圓的直徑。
同樣,采用最小二乘法擬合直線方程yi=kixi+bi,i=1,2,即可求解待測角度

(11)
CT圖像測量算法流程如圖1所示,具體過程如下。

圖1 CT圖像測量算法流程圖
(1) 采用WT-RSF方法分割精密零件工業CT圖像并提取感興趣的幾何元素輪廓。
(2) 當待測元素為圓或角度時,采用最小二乘法擬合得到圓的方程或直線方程。
(3) 通過圓或直線方程計算待測圓直徑或兩直線間的夾角。
(4) 當待測尺寸為壁厚時,則采用最小距離搜索法測量待測位置的最小壁厚,并在待測位置的鄰域搜索最小壁厚,取其平均值作為實際壁厚。
2 測量試驗與討論
為驗證該測量方法的有效性,筆者采用多組工業CT圖像進行實際幾何元素測量,并與VG軟件的測量結果進行比較,測量對象及其CT掃描參數如表1所示。試驗程序運行平臺分別為MATLAB 2017b和VG Studio Max 3.0。

表1 測量對象及其實際CT掃描參數
2.1 角度測量
第一組試驗為角度測量,測量對象為精密光學零件,零件實物及其CT檢測結果如圖2所示。圖2(b)中所標注的三處為待測角度,分別為45°,45°和90°,對應圖中編號①,②,③,試驗中采用錐束CT系統對精密光學零件進行部分掃描。為驗證文中算法的穩定性,對該零件進行兩次CT掃描,其結果如圖3所示,圖3(a),(b)分別為未加濾波片和加厚度為1 mm濾波片時的CT切片。由于濾波片可過濾一部分低能射線,降低射線硬化的影響,由圖3(b)可看出,增加1 mm銅濾波片后圖像的對比度和均勻性都得到了顯著提升,有利于圖像的分割和測量。

圖2 精密光學零件實物及其CT檢測結果

圖3 光學精密零件CT掃描結果
對比試驗中,采用VG軟件角度測量工具進行四點式角度測量,調整4個的位置以實現多次測量,得到角度測量范圍,其測量結果如圖4所示,測量范圍如表2所示。

圖4 VG軟件角度測量結果

表2 VG軟件角度測量范圍
采用文中方法對精密光學零件的棱角進行測量,WT-RSF分割結果如圖5所示。首先,通過WT-RSF方法分割得到光學零件的棱角輪廓(見圖5中綠色線)。接著,分別提取棱角兩邊的輪廓點云,無濾波片和有濾波片條件下的角度擬合結果分別如圖6,7所示;最后,根據最小二乘擬合原理,由棱角兩邊的輪廓數據得到棱角兩條邊直線方程,進一步由式(11)計算得到棱角角度,WT-RSF算法角度測量結果如表3所示。

圖5 WT-RSF分割結果

圖6 無濾波片角度擬合結果

表3 WT-RSF算法角度測量結果
VG軟件和WT-RSF算法角度測量誤差對比如表4所示。由表4可以看出,未加濾波片時,由于受硬化偽影的影響,VG軟件測量誤差較大,而文中算法通過引入小波變換降低了干擾,測量誤差相對較小;同時,當射線源前加1 mm厚的銅濾波片后,硬化偽影顯著減少,有助于提升圖像測量精度。即,相較VG軟件測量結果,WT-RSF算法的角度測量誤差總體較小。

圖7 有濾波片角度擬合結果

表4 兩種方法的角度測量誤差對比
2.2 直徑測量
第二組試驗為直徑測量,測量對象分別為一組圓柱試件和精密零件A(簡稱零件A)。其中圓柱試件組采用低能射線、線陣探測器CT設備進行掃描,零件A采用錐束微焦CT進行掃描,試件的CT三維圖像如圖8所示。圖8(a)為直徑分別為50,40,30,20,10 mm的圓柱試件組CT三維圖像,分別標記為1#~5#;圖8(b)為零件A的CT三維圖像,其內部為空腔。試件的VG軟件測量結果如圖9所示。WT-RSF方法對圓柱試件組和零件A的CT圖像分割結果如圖10所示,分別提取分割圖像中單個圓周各點的云數據,通過最小二乘擬合得到擬合圓的方程,進而得到待測圓的直徑,不同零件擬合結果如圖11所示。

圖8 試件的CT三維圖像

圖9 試件的VG軟件測量結果

圖10 WT-RSF方法分割結果

圖11 不同零件擬合結果
不同試件不同算法下的直徑測量結果對比如表5所示。由表5可以看出,VG軟件和文中算法的測量誤差均較小,但VG軟件測量結果存在個別誤差較大的情況。VG軟件測量誤差絕對值的均值為0.045 7 mm,標準差為0.043 7 mm;文中算法測量誤差絕對值的均值為0.024 3 mm,標準差為0.016 8 mm。從整體上看,文中算法的測量誤差更小、穩定性更好。

表5 不同試件不同算法下的直徑測量結果對比 mm
2.3 壁厚測量
第三組試驗為壁厚測量,測量對象為標準量塊組件和精密零件B。其中,量塊組件的量塊依次排開并分別標號為1~9,其CT圖像和WT-RSF分割圖像如圖12所示。量塊組件厚度測量結果如表6所示。由表6可以看出,VG軟件和文章算法測量誤差基本為正值,這是系統幾何放大倍數偏大所致。除10 mm厚量塊測量誤差較大外,文章算法測量精度略優于VG軟件測量精度,達到工業CT測量指標要求。

圖12 量塊組件CT圖像和WT-RSF分割圖像

表6 量塊組件厚度測量結果 mm
進一步采用具有空腔的精密零件B(簡稱零件B)檢測壁厚測量誤差。零件B檢測圖像如圖13所示,微焦CT掃描三維圖像如圖13(a)所示,待測切片及其測量部位如圖13(b)所示,WT-RSF方法分割圖像如圖13(c)所示。零件B不同方法測量結果對比如表7所示,包括采用千分尺、VG軟件和文章方法的測量結果。若以千分尺測量值為真實值,由表7可看出,VG軟件測量與文章算法測量精度相當。

表7 零件B不同方法的測量結果對比 mm
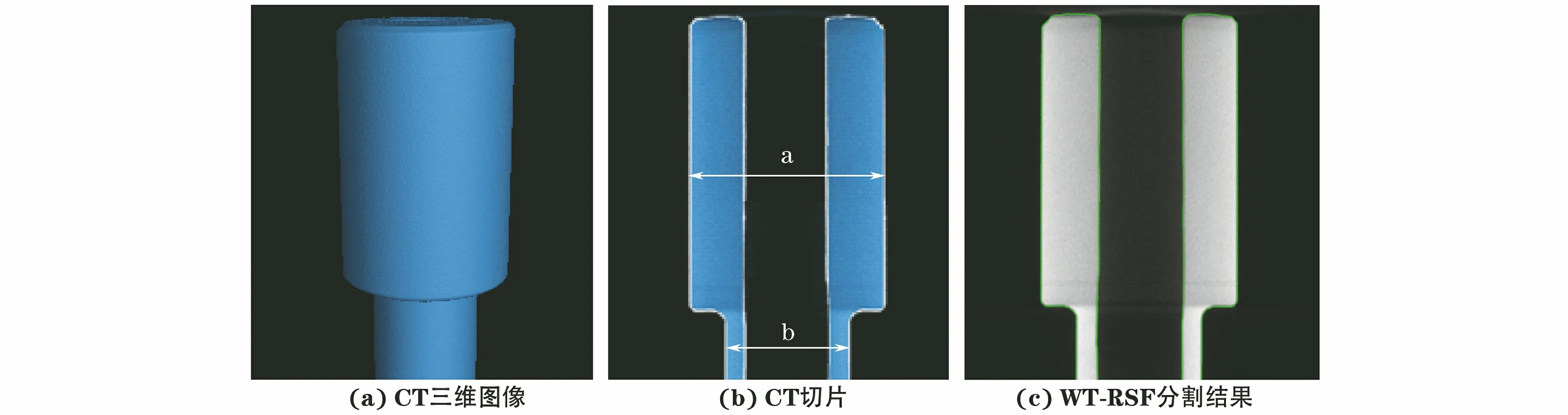
圖13 精密零件B檢測圖像
可以看出,文章算法測量精度總體優于VG軟件的精度。該算法不僅能提取到更精確的工件輪廓數據,且抗噪能力強,能滿足實際工業CT檢測中對精密零件的高精度測量需求。
3 結語
針對精密零件CT圖像的精確分割和測量問題,提出了基于WT-RSF算法的圖像分割方法,實現了直徑、角度和壁厚等3種典型幾何元素的測量,并與國際主流三維測量軟件VG的測量誤差進行對比。試驗結果表明,該算法不僅能達到亞像素級的邊緣定位精度,而且減少了射線硬化和射線散射偽影的影響,從而有效提高了CT圖像測量精度,測量精度總體優于VG軟件的精度,為相關軟件的自主開發奠定了基礎。
WT-RSF算法基于二維剖面或切片進行圖像分割和擬合測量,后續研究工作需要將WT-RSF算法推廣到三維CT圖像分割,即由三維CT圖像數據直接分割感興趣區域輪廓,再進行三維擬合得到空間幾何元素的測量值。同時,還需要進一步提高算法的運行效率,以滿足精密零件CT圖像的高效、高精度測量需求。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00