抗菌熔噴無紡布的制備及性能表征
2022-08-02 03:17:04李金平李沐芳戴鈞明潘曉娣趙青華
合成技術及應用 2022年2期
李金平,陳 卓,李沐芳,4,戴鈞明,潘曉娣,趙青華,4*
(1. 中國石化儀征化纖有限責任公司,江蘇儀征 211900;2. 江蘇省高性能纖維重點實驗室,江蘇儀征 211900;3. 武漢紡織大學技術研究院,湖北武漢 430200;4. 紡織纖維及制品教育部重點實驗室,湖北武漢 430200)
隨著新冠疫情在全球的持續爆發,具有殺菌功能的熔噴無紡布材料越來越受到研究人員的青睞。聚丙烯熔噴無紡布以過濾精度高、空氣壓阻低、防護效果好的優點,成為了醫護人員的重要防線。聚丙烯熔噴工藝作為一種制備亞微米/微米聚丙烯超細纖維技術,其工藝流程簡單、污染少,其產品輕質、蓬松、多孔、孔隙率高等優點,可應用于過濾、清潔、吸油、保暖等領域[1]。然而常規的聚丙烯熔噴無紡布不具備抗菌功能,在應用的過程中,隨著吸附截留病原體的增加,極易造成醫護人員的二次感染。因此殺菌抗病毒功能的熔噴無紡布既能高效過濾、截留氣溶膠、粉塵,又能殺滅細菌病原體,具有廣泛的應用前景[2-3]。
目前抗菌無紡布多采用后整理的方法制備得到。王欣悅等采用紫外光誘導接枝對PP熔噴無紡布進行表面改性,再進行抗菌處理得到抗菌PP熔噴無紡布[4]。對大腸桿菌和的抑菌率分別達到90.9%和90.5%,具有較好的抗菌效果。陳愛芳等將純棉無紡布先后經多巴胺緩沖溶液和硝酸銀溶液處理,制備了一種持久抗菌功能的純棉無紡布,其抗菌時長可達36 h[5]。后整理制備抗菌無紡布具有抗菌效果好,同時也具有耐久性差、水資源消耗量大等缺點。本研究利用超細抗菌無機銀鋅抗菌粉體材料,與聚丙烯熔融共混分散,然后與高流動性聚丙烯熔噴紡絲,以制備具有耐久性的抗菌熔噴無紡布。
1 試 驗
1.1 試劑及材料
聚丙烯,Z30S,中國石化新疆獨山子石化有限公司;無機銀鋅抗菌功能粉體,MS-K003,廣州贊譽防霉科技有限公司;熔噴聚丙烯切片,P1500,湖北拓盈新材料有限公司。
1.2 儀器與設備
雙螺桿擠出機,R20型,中藍晨光研究院有限公司;熔噴紡絲機,大連華綸化纖工程有限公司;高速攪拌機,R10L型,張家港市億利機械有限公司;掃描電子顯微鏡,IT1300型,日本電子株式會社;傅里葉紅外光譜儀,Vertex70型,德國布魯克科技有限公司;熱重分析儀,TG209F3型,德國耐馳儀器制造有限公司;恒溫培養箱,GHX-9080B型,金壇區水北科普實驗儀器廠;高速離心機,HR20M型,湖南赫西儀器裝備有限公司。
1.3 試驗方法
1.3.1 抗菌聚丙烯母粒的制備
將抗菌功能復合粉在80 ℃條件下,干燥2 h,稱取抗菌功能粉體與聚丙烯2040,按照質量比1∶4的比例(抗菌功能復合粉占比20%),在高速攪拌機中進行混合均勻;將雙螺桿擠出的加工溫度設置在170~190 ℃,主螺桿轉速為300 r/min,喂料螺桿轉速為20 r/min,將共混好的聚丙烯與無機抗菌材料進行熔融共混造粒,制備得到抗菌聚丙烯母粒。
1.3.2 抗菌熔噴無紡布的制備
將制備好的聚丙烯抗菌母粒與高熔融指數的聚丙烯按照質量比為1∶19進行混合(抗菌功能母粒占比5%,抗菌功能粉體占比1%),并在80 ℃的條件下干燥2 h,然后設置熔噴紡絲機的溫度為240~260 ℃,控制熔噴布的接受距離為300 mm,熱空氣壓力為0.6 MPa,收卷速度為5 m/min,即制備得到抗菌熔噴無紡布。
1.4 測試與表征
1.4.1 抗菌聚丙烯母粒的熱力學表征
采用TG209F3熱失重測試儀,對抗菌聚丙烯母粒的熱力學性能進行表征。稱取5 mg的抗菌熔噴母粒,置于熱失重測試儀的坩堝內,設置升溫速率為5 ℃/min,測試溫度范圍為25~800 ℃。
1.4.2 抗菌聚丙烯母粒的熔融指數表征
采用熔融指數儀器,對抗菌聚丙烯母粒在190、230 ℃的條件下,在2.16 kg壓力下,測試在標準尺寸口模10 min內,熔體流出的質量,進行熔融指數表征。
1.4.3 抗菌熔噴無紡布的SEM表征
采用JSM-6510 LV掃描電子顯微鏡,對熔噴無紡布和抗菌熔噴無紡布的表面形貌進行表征。將抗菌熔噴無紡布與相同工藝的熔噴無紡布裁剪成5 mm×5 mm尺寸樣品,并用導電膠黏貼在電鏡測試臺上,進行噴金處理,設備噴金電流為40 μA,噴金時間為240 s,然后進行SEM測試。
1.4.4 抗菌熔噴無紡布的紅外表征
采用Vertex70傅里葉紅外光譜儀,對熔噴無紡布和抗菌熔噴無紡布的特征基團進行表征。將抗菌熔噴無紡布與測試對比樣品裁剪成片狀,采用ATR全反射進行紅外測試,設置紅外掃描測試為64次。
1.4.5 熔噴無紡布的抗菌性能測試
將抗菌熔噴無紡布進行抗菌性能測試。本實驗采用符合GB/T 20944.3中的測試方法來檢測抗菌熔噴無紡布對大腸桿菌的抗菌效果。實驗中稱取20.15 g抗菌熔噴聚丙烯熔噴材料作為抗菌測試樣品。取細菌濃度為2×105CFU/mL的懸浮液與樣品共混。從剛接觸樣品的菌液中取適量菌液稀釋后涂板,并將其作為陰性對照組;隨后將樣品與菌液充分接觸0、9、18 h,并從中取出適量菌液稀釋后涂板,并將其作為陽性對照組。殺菌率η的計算公式如下:
其中A為最初瓊脂板上的細菌數量,B為接觸一定時間涂板后瓊脂板上的細菌數量。用上述計算公式算出抗菌熔噴無紡布的殺菌率。
2 結果與討論
2.1 抗菌聚丙烯母粒的熱力學分析
將抗菌熔噴聚丙烯母粒進行熱失重表征,所制備的結果如圖1所示。
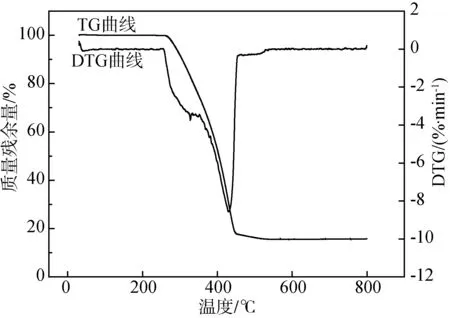
圖1 抗菌熔噴聚丙烯母粒的熱力學曲線
從圖1可以看出,抗菌熔噴母粒在加熱10 min后,材料的DTG曲線有明顯的降低,這主要是由于抗菌切片表面的水分揮發造成測試樣品的質量下降所引起的;隨著測試溫度的繼續增加,抗菌熔噴無紡布的起始分解溫度為323.7 ℃,這主要是材料中聚丙烯的甲基側鏈裂解造成的;隨著溫度的繼續升高,當溫度達到402.7 ℃時,材料的熱降解速率達到最大;當溫度達到460.2 ℃時,到達熱分解終止點,抗菌聚丙烯切片的質量趨于穩定,這主要是由于聚丙烯高分子的主鏈在該高溫條件下完全裂解。其殘留質量為15.74%,與制備抗菌母粒15%的質量分數結果一致。
2.2 抗菌聚丙烯母粒的熔體流動性分析
抗菌聚丙烯母粒的熔融指數如表1所示。在190 ℃的條件下,壓力為2.16 kg時,10 min內流出的高分子質量為12.96 g;當測試條件為230 ℃,壓力為2.16 kg,相同時間內,所測試的抗菌聚丙烯母粒的質量為29.47 g。這主要是由于高溫條件下,高分子聚合物鏈段運動加劇,使得抗菌聚丙烯母粒的熔融指數增加。
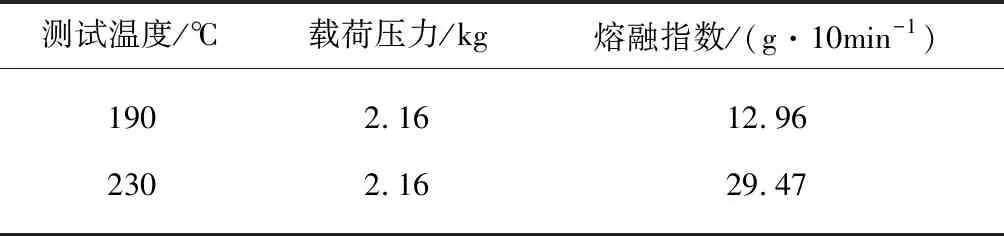
表1 抗菌聚丙烯母粒的熔融指數表
2.3 熔噴無紡布的表面形態分析
圖2為純聚丙烯熔噴無紡布與抗菌熔噴無紡布的SEM圖。
從圖2中可以看出,兩種熔噴無紡布材料中的微細纖維都呈現出緊密的三維無序結構,符合熔噴無紡布的常規鋪網結構。從圖2(a)(b)中纖維直徑分布圖可以看出純聚丙烯熔噴材料中微細纖維直徑集中分布在1~2 μm之間,平均直徑為5.75 μm;圖2(c)(d)中抗菌熔噴材料的微細纖維直徑分布集中在1~3 μm之間,平均直徑為6.14 μm。這可能是由于在添加流動性相對較低的抗菌聚丙烯母粒后,使得熔噴聚丙烯熔體的黏度提高,使得熔噴出來的纖維絲束在被高速熱空氣牽伸的過程中,拉伸倍數稍有降低,纖維的平均直徑增加;另外,在聚丙烯熔噴纖維中添加銀鋅抗菌粒子,使得熔噴熔體的穩定性降低,在熱牽伸的過程中,纖維熔體容易過早的破裂,也會使得纖維直徑的變粗。
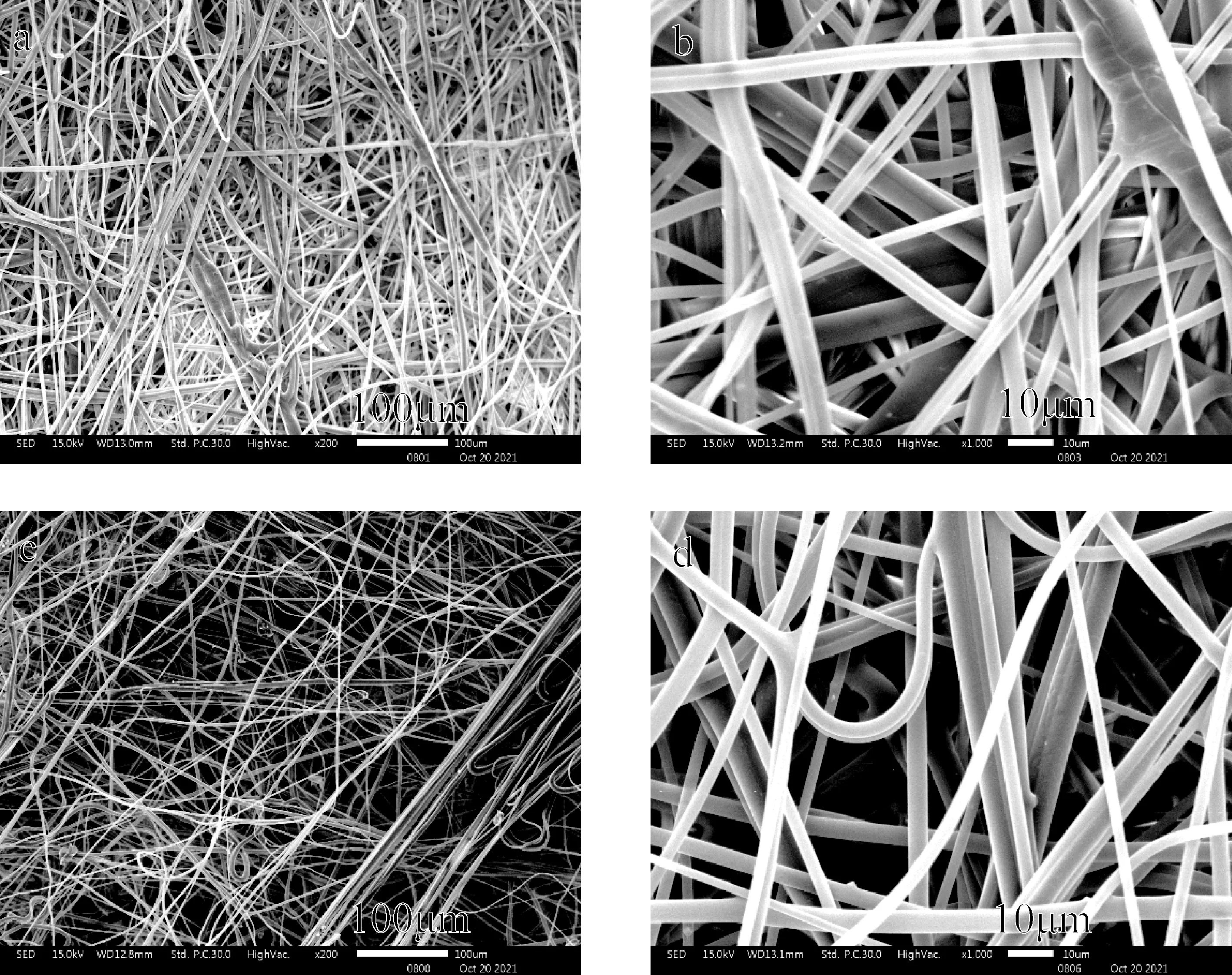
圖2 熔噴無紡布的SEM圖(a)(b):純聚丙烯熔噴材料的掃描電鏡圖像;(c)(d):抗菌熔噴無紡布掃描電鏡圖像
2.4 抗菌熔噴無紡布的FTIR分析
抗菌熔噴聚丙烯無紡布的紅外譜圖如圖3所示。
從圖3可以看出,抗菌熔噴聚丙烯與常規聚丙烯熔噴布的紅外譜圖都在2 960~2 800 cm-1處有4個尖銳的吸收峰,2 953、2 873 cm-1分別是甲基的不對稱伸縮振動與對稱伸縮振動的吸收峰,2 917、1 845 cm-1分別是亞甲基的不對稱伸縮振動與對稱伸縮振動吸收峰。1 459 cm-1處為亞甲基的彎曲振動吸收峰,1 156、971 cm-1分別為甲基的面內外搖擺振動吸收峰,1 377 cm-1處為甲基對稱變形振動峰。從圖3可以看出,其主要區別在于3 400 cm-1處有吸收峰,可能是羥基的伸縮振動吸收峰,主要是添加有無機抗菌材料,影響了纖維材料的親水性,使得纖維表面有少量的羥基被檢測出;在1 700 cm-1處,有一個羰基/酯基的吸收峰,該處的吸收峰可能是由于銀鋅抗菌材料為了更好的與高分子材料進行混合分散,其表面進行有機材料的改性,使得在1 700 cm-1處有吸收峰被檢測出。除此之外,抗菌熔噴無紡布的紅外譜圖與常規聚丙烯高分子的紅外譜圖幾乎一致。主要是添加的抗菌材料的含量低,且大部分處于聚丙烯材料的內部。因此,在紅外譜圖上,抗菌熔噴聚丙烯無紡布與聚丙烯的出峰位一致。
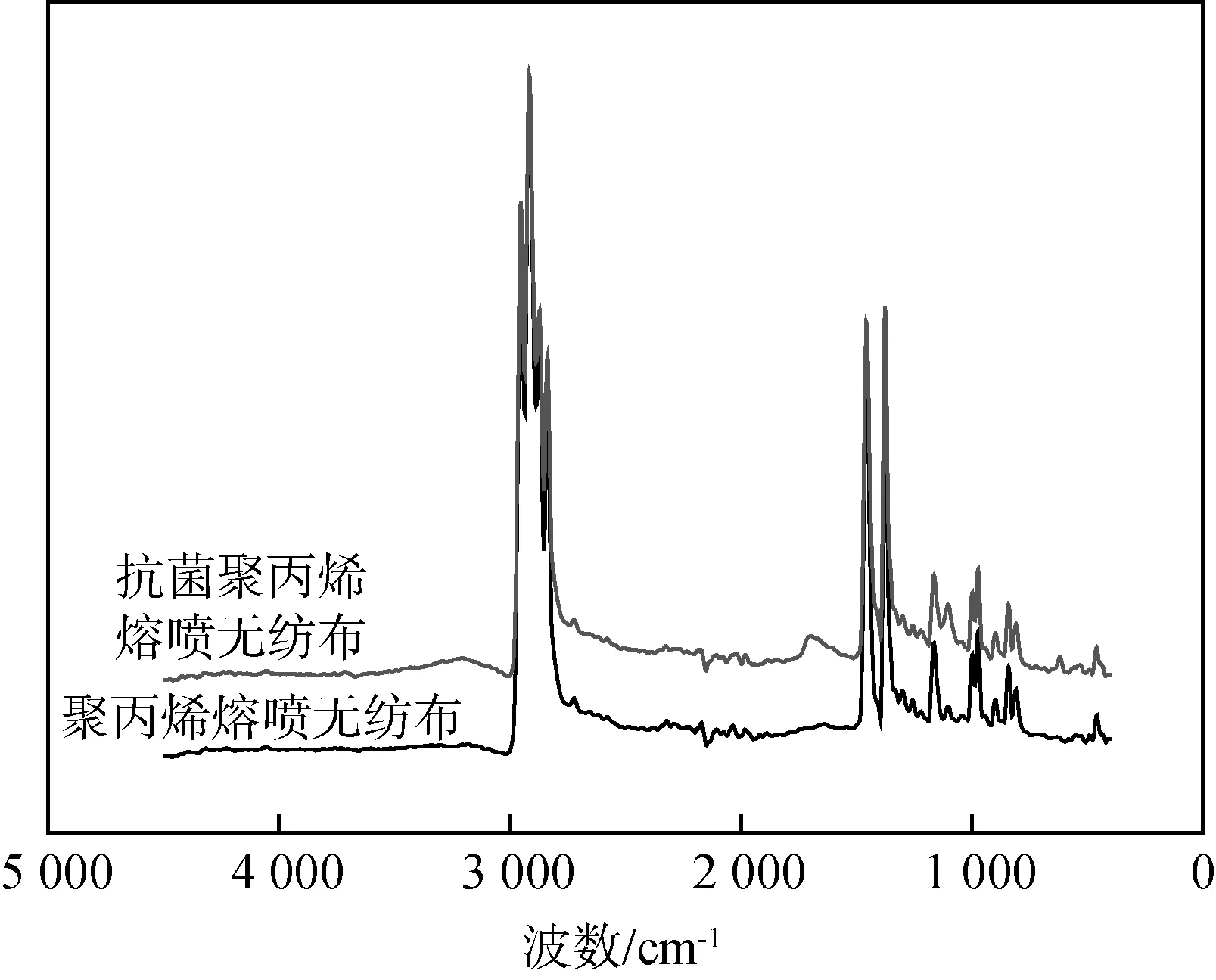
圖3 抗菌熔噴無紡布材料與聚丙烯熔噴無紡布的紅外圖譜
2.5 抗菌熔噴無紡布的過濾性能分析
抗菌熔噴無紡布的顆粒物過濾效果如圖4所示。
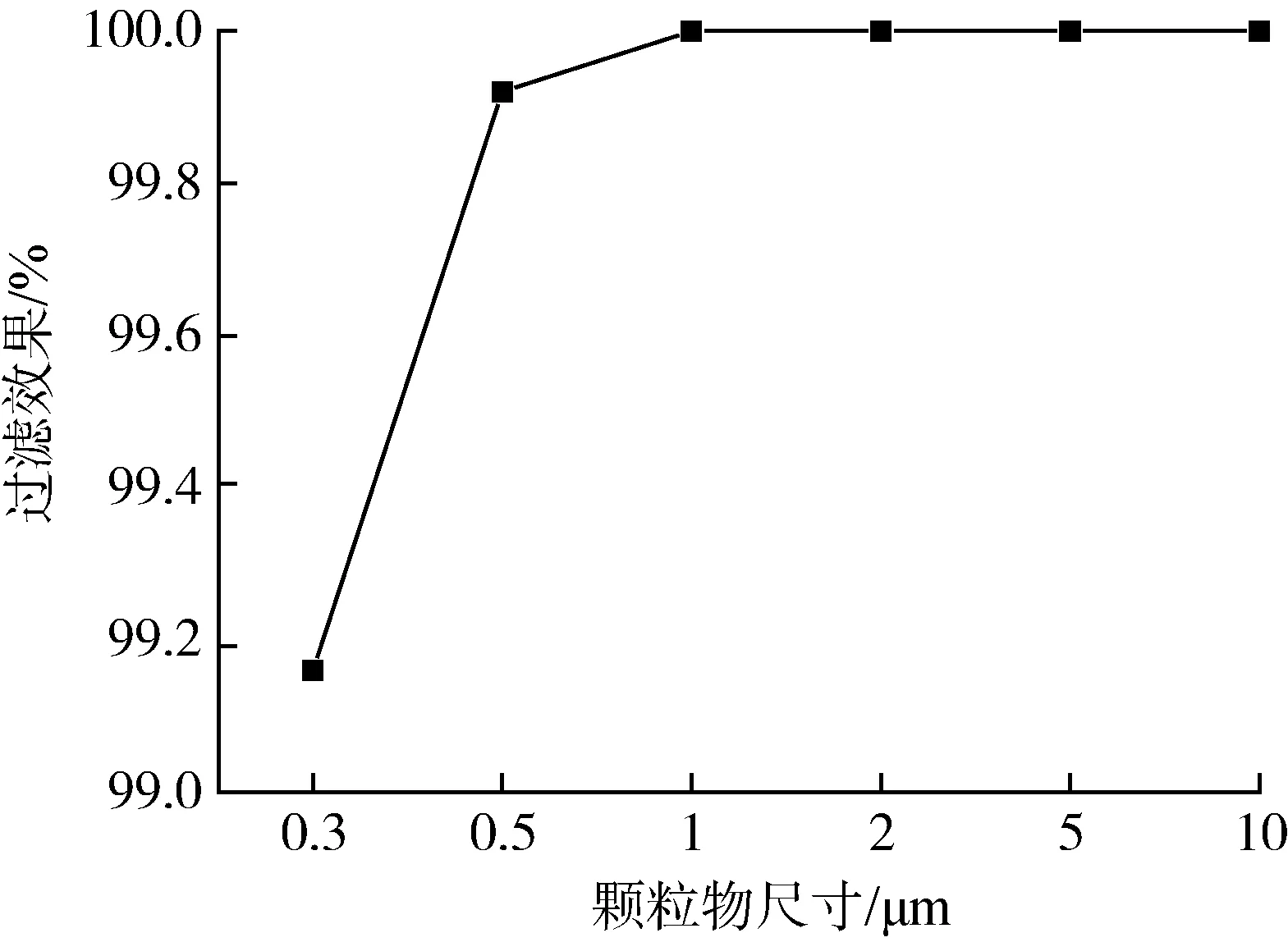
圖4 抗菌熔噴無紡布顆粒物過濾效果曲線
從圖4可以看出,顆粒物尺寸為0.3 μm 時,抗菌熔噴無紡布過濾效果可達到99.2%;當鹽顆粒物的尺寸為1 μm時,熔噴無紡布的效果為100%。隨著鹽霧顆粒物的尺寸增加,抗菌熔噴無紡布的過濾效果也逐漸提高,這主要是由于抗菌熔噴無紡布材料對鹽霧顆粒的靜電吸附及阻隔作用,對尺寸大的顆粒的作用更加明顯。從曲線圖上可以得到,對常規顆粒物PM 2.5的過濾效果均為100%。能達到常規熔噴無紡布的顆粒物過濾效果,對常規的顆粒物過濾符合國內N9過濾標準[6]。
2.6 抗菌熔噴無紡布抗菌性能分析
本研究中采用GB/T 20944.3方法來檢測抗菌熔噴無紡布對大腸桿菌的抗菌效果。圖5為抗菌熔噴無紡布對大腸桿菌的抗菌性能的測試結果。
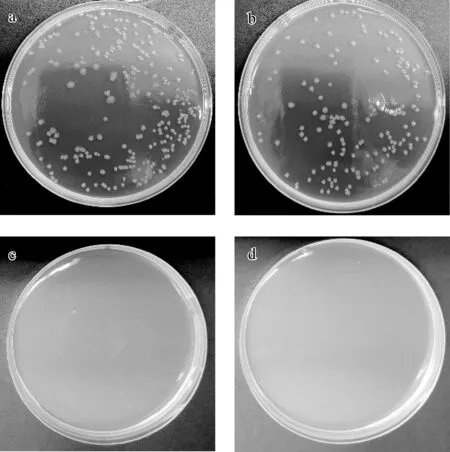
圖5 抗菌熔噴無紡布對大腸桿菌的抗菌測試效果(a) 第一組抗菌熔噴無紡布接觸0 h;(b) 第二組抗菌熔噴無紡布接觸0 h;(c) 第一組抗菌熔噴無紡布接觸9 h;(d) 第二組抗菌熔噴無紡布接觸18 h
從圖5可以看出經濃度為2×105CFU/mL的細菌培養液與2組抗菌熔噴紡織品接觸0、9、18 h后,瓊脂板上的細菌數量情況,當菌液未與抗菌紡織品接觸時,對應樣品中的菌落數量在300左右;當菌液與抗菌熔噴無紡布接觸9 h,對應樣品中的菌落數為1,其殺菌率大于99%;在細菌液與抗菌熔噴無紡布接觸18 h后,對應(d)照片中瓊脂板中的菌落數量為0,其殺菌率為100%。表現出良好的抗菌效果。可達到一般抗菌醫用紡織品的基本要求,可廣泛應用于醫用防護材料領域。
3 結 論
本文采用無機銀鋅抗菌功能的粉體材料與紡絲級的聚丙烯進行熔融共混加工,將無機抗菌材料均勻的分散在聚丙烯樹脂中,通過聚丙烯抗菌功能切片的熔融指數分析、熱力學性能分析,確定了抗菌聚丙烯切片在熔噴工藝過程中的可行性及穩定性;在制備抗菌熔噴無紡布后,通過FTIR、SEM、過濾效果及抗菌性能的測試。得出以下結論:
a) 采用在230 ℃、2.16 kg壓力條件,熔融指數為29 g/10min的聚丙烯材料,抗菌母粒的添加量在5%時,對聚丙烯的熔噴紡絲工藝沒有較大影響。
b) 當復合銀鋅抗菌劑的母粒添加量為5%時,制備的抗菌熔噴無紡布對粒徑0.3 μm的顆粒物的過濾效果大于99%,對大腸桿菌的殺菌率達到100%。
猜你喜歡
中老年保健(2021年12期)2021-11-30 02:58:01
攝影之友(影像視覺)(2019年2期)2019-03-05 08:27:14
中華詩詞(2018年11期)2018-03-26 06:41:34
環境保護與循環經濟(2017年2期)2017-09-26 11:52:22
環境科技(2016年1期)2016-11-08 12:17:48
Coco薇(2016年8期)2016-10-09 02:11:50
化工進展(2015年3期)2015-11-11 09:18:15
浙江大學學報(工學版)(2015年1期)2015-03-01 01:17:28
中國醫藥科學(2015年19期)2015-02-27 12:33:11
軍事體育學報(2014年3期)2014-02-27 16:00:13