風電葉片生產中聚氨酯樹脂的應用工藝研究
2022-07-29 08:43:02謝理國江一杭別春華
天津科技 2022年7期
謝理國,江一杭,別春華,王 路,李 斌
(東方電氣(天津)風電葉片工程有限公司 天津 300480)
0 引 言
2021年,我國風電行業進入平價元年,風機價格競爭日趨激烈,風機單位千瓦時的價格不斷創新低。葉片作為風機的核心大部件,其價格也持續降低,葉片制造企業只有不斷進行技術創新,降低葉片的制造成本,提高生產效率和產品質量,才能提高產品競爭力,進而贏得市場。
風電葉片材質為玻璃鋼復合材料,主要采用樹脂和玻璃纖維布通過真空灌注工藝成型[1]。由于環氧樹脂比聚氨酯樹脂具有更好的工藝操作性,故近十多年來風電葉片所用的樹脂基本均采用環氧樹脂。但當前葉片制造企業面臨迫切的降本需求,而聚氨酯樹脂比環氧樹脂單價低 25%左右,一個葉片所用樹脂若全部采用聚氨酯樹脂,則單支葉片成本降低約 7%。因此,聚氨酯樹脂替代環氧樹脂被逐步應用于葉片制造中。
聚氨酯樹脂與環氧樹脂一樣,具有優異的力學性能,能滿足風電葉片結構設計需求[2],但由于聚氨酯樹脂極易與水反應導致材料失效,故在實際應用中聚氨酯樹脂比環氧樹脂的工藝要求增加很多。本文主要從聚氨酯樹脂的脫泡、除濕、灌注、固化等工藝方面進行分析和研究,并給出相應控制措施。
1 聚氨酯樹脂應用的工藝難點
1.1 可操作時間短
聚氨酯樹脂的固化對溫度十分敏感,當固化溫度超過 30℃時,其固化反應速度會顯著加快,可操作時間會急劇縮短。在恒溫水浴下,不同水浴溫度對應的聚氨酯放熱時間詳見表1。
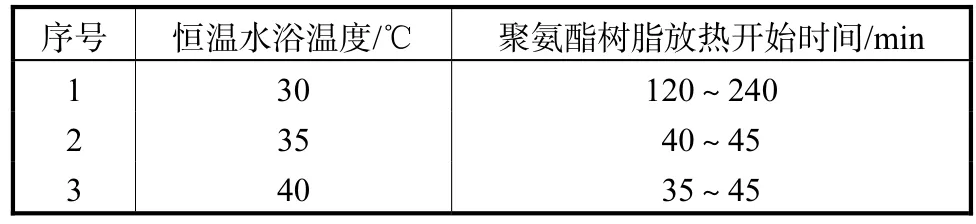
表1 恒溫水浴下聚氨酯樹脂的放熱開始時間Tab.1 Exothermic start time of polyurethane resin in constant temperature water bath
從表中數據可以看出聚氨酯樹脂在 30℃以上的環境下,其可操作時間十分有限。
目前隨著風電葉片行業的快速發展,國內最長葉片已進入百米級,主流葉片長度也已超過 80m,同時由于風電葉片結構較為復雜,葉片采用真空灌注工藝成型時需要較長的灌注時間才能完成灌注。其中葉片殼體的灌注時間在120min以上,葉片主梁的灌注時間在 60min左右,葉片腹板的灌注時間在 30min左右。因此,聚氨酯樹脂在風電葉片上應用時需要針對葉片各部件特性采取特定的灌注工藝及溫度控制措施,以確保在聚氨酯樹脂的可操作時間內完成樹脂灌注操作。
1.2 極易與水反應產生缺陷
聚氨酯全稱為聚氨基甲酸酯,其是由多元醇和多異氰酸酯反應生成,其大分子結構中含有 NCO成分,很容易與水、水汽或其他化學溶劑殘留中的 OH反應形成氣泡[3-4]。
此外,風電葉片生產所需的玻璃纖維布、夾心材料、真空耗材等材料需要先鋪放在葉片模具中,再采用真空袋密封,并通過抽真空形成一個真空系統,然后利用真空系統的內外壓力差將樹脂導入真空系統內鋪放的材料中,最后經過加熱固化形成玻璃鋼復合材料。葉片材料在鋪放過程中都是暴露在空氣中,而空氣中含有水汽,尤其在空氣濕度偏大(大于 75%以上)時會導致葉片鋪放過程中各類材料含水率超標。同時,真空灌注前的抽真空也不能把真空袋內的空氣抽干凈,通常都會殘留一些空氣。無論是材料本身含水率超標存在的水分,還是殘留在真空系統內的空氣中含有的水分,都加大了聚氨酯樹脂中的 NCO與水分子中的 OH發生反應產生微小氣泡的機率,而產生的微小氣泡會導致產品缺陷,進而嚴重影響產品質量。
因此,葉片材料鋪放、存放,聚氨酯樹脂主劑與固化劑混合后的脫泡,真空系統抽真空、除濕等工藝過程,都需要制定相應控制措施,嚴格控制原材料和真空灌注系統內的水分含量,避免聚氨酯樹脂在固化過程中與水分子接觸,以免產生質量問題。
2 聚氨酯樹脂應用工藝措施
針對聚氨酯樹脂的應用工藝難點,研究人員多次開展了聚氨酯樹脂的玻璃鋼樣件灌注工藝試驗,同時在葉片模具上也多次開展了聚氨酯樹脂應用部件級工藝試驗。通過對試驗過程問題和試驗結果的分析與總結得出以下工藝措施及要求,用于指導聚氨酯樹脂在風電葉片上的應用。
2.1 樹脂脫泡要求
聚氨酯樹脂的主劑與固化劑混合時,由于機械攪拌會產生氣泡,故我們可以將這類氣泡稱為物理氣泡。
通常消除物理氣泡最好的辦法就是對混合均勻的聚氨酯樹脂進行真空脫泡。同時,為了更有效地避免聚氨酯樹脂與空氣接觸,必須采用集樹脂混合、真空脫泡、打膠、調節樹脂溫度為一體的自動打膠設備,確保全過程均處于密閉系統,且真空脫泡壓力要在-0.095MP以上,脫泡時間不低于 15min,從而最大程度減少聚氨酯樹脂主劑與固化劑混合均勻后的樹脂內部空氣殘留和降低聚氨酯樹脂與水的反應機率,為后續產品質量提供保障。
2.2 真空系統要求
2.2.1 整體式真空系統
為避免聚氨酯樹脂與空氣中的水汽接觸,風電葉片的聚氨酯灌注系統必須采用一體灌注工藝,即打膠機與鋪層真空系統通過鋼絲軟管連成一個整體密封的真空系統。這樣聚氨酯樹脂從打膠設備里出膠到進入鋪層均在真空密封的管道內流動,極大程度上減少了與空氣中的水汽接觸。
2.2.2 真空度要求
葉片整體式真空系統通常包含3個部分,即打膠機的真空系統、葉片鋪層的真空系統、連接管道的真空系統。整體式真空系統建成后,要進行抽真空,將真空系統內的空氣抽干凈。通常采用真空度來衡量真空系統內空氣的殘留量,真空度越高,說明內部空氣殘留越少,而真空度越高效果越好。
由于風電葉片長度很長,整體式真空系統面積很大,大部分都已超過 200m2,整體式真空系統要達到較低的真空度有一定操作難度。為提高抽真空操作效率,需要分別對 3個部分單獨抽真空保壓,達到要求后再對整個真空系統抽真空保壓,以保證整體式真空系統的真空度。
經過現場試驗研究和總結得出以下聚氨酯樹脂灌注系統的真空度控制要求。
①對于打膠機的真空系統和連接管道的真空系統:當真空系統真空壓力低于 10mbar時,關閉真空泵開始保壓,要求10min壓力升高不超過5mbar。
②對于葉片鋪層的真空系統和整體式真空系統:當真空系統真空壓力低于 15mbar時,關閉真空泵開始保壓,要求15min壓力升高不超過10mbar。
2.3 除濕工藝措施
風電葉片在作業過程中,由于環境濕度或者材料本身含水原因會導致聚氨酯樹脂中的NCO與水分子中的OH發生反應產生氣泡,故我們可以將這類氣泡稱為化學氣泡。
消除化學氣泡最好的方法就是將材料體系中的水分脫除干凈,最大程度避免聚氨酯樹脂與材料體系中的水發生反應。目前采用抽真空除濕的方法對脫除材料體系中的水分比較有效。
水在不同壓力下沸點不同,壓力越大,水的沸點越高。在真空系統中,隨著真空度的增加(真空壓力降低),水的沸點不斷降低。關于真空壓力與水的沸點的關系詳見表2。
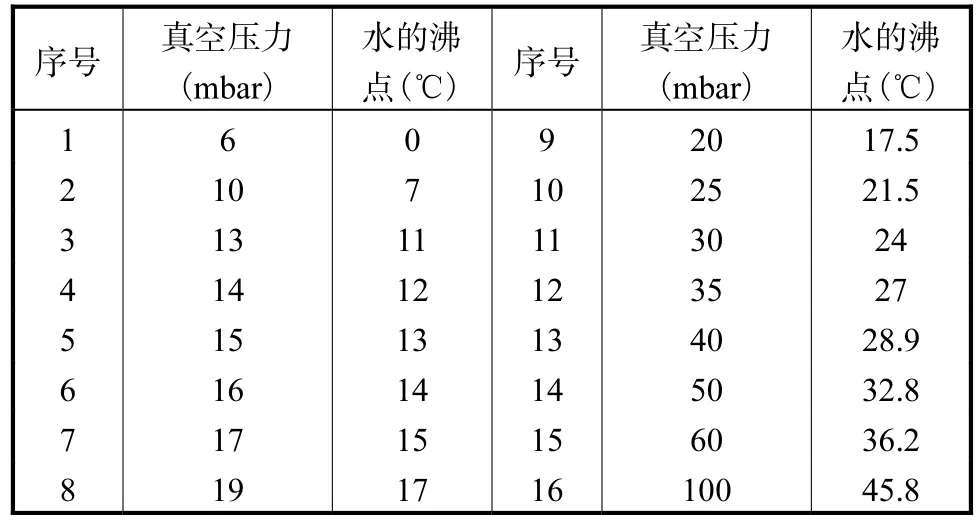
表2 真空壓力與水的沸點的關系Tab.2 Relationship between vacuum pressure and boiling point of water
上文提到,整體真空系統保壓合格后,真空系統的真空壓力不得超過 25mbar,結合表 2數據,同時考慮安全余量,研究人員經過現場試驗研究和總結,得出以下適用于聚氨酯樹脂的真空除濕要求:真空除濕必須在真空系統的真空壓力達到要求后進行,通常真空壓力要求不超過 25mbar,除濕期間真空壓力要持續保持在 25mbar以下;真空系統的除濕溫度不能低于 35℃,除濕時長為 1~4h。除濕溫度越高,除濕時間越長,除濕效果越好,但考慮生產效率和成本,除濕溫度和時長需要根據風電葉片各部件的結構特點去不斷優化。
2.4 灌注工藝措施
聚氨酯樹脂混合后的黏度為 50~70mPa·s,環氧樹脂混合后的黏度為 150~300mPa·s。與環氧樹脂相比,聚氨酯樹脂黏度低、浸潤性好;真空灌注時,聚氨酯樹脂流速和浸潤速度通常較快。但由于聚氨酯樹脂對固化溫度十分敏感,導致其可操作性時間較短,對于聚氨酯樹脂灌注要制定專用的灌注工藝措施。
研究人員經過現場試驗研究和總結確定了以下控制措施:聚氨酯樹脂從打膠機里的出膠溫度控制在20~25℃;葉片材料表面溫度控制在 20~30℃,對于部分產品,若在30min以內能完成灌注的,可將葉片材料表面溫度調整為 20~32℃;由于聚氨酯樹脂密度較低、流速較快、可操作性時間短,在設計灌注流道系統時應考慮采用大直徑管道,并盡可能減少導流系統內的減速區設置,確保聚氨酯樹脂灌注時能更快、更均勻地流動;聚氨酯樹脂灌注前須先排凈注膠管道系統中的空氣;聚氨酯樹脂打膠機操作人員必須佩戴護目鏡、連體服等勞保用品,做好個人防護。
2.5 固化工藝措施
聚氨酯樹脂在固化期間,其放熱較為集中,通常在短時間會迅速放熱,但放熱溫度與環氧樹脂放熱溫度相比要略低一些。
因此,在聚氨酯樹脂固化放熱峰之前,產品表面需覆蓋保溫棉被,以加快聚氨酯樹脂固化;當產品表面溫度超過 55℃時,要掀開產品表面覆蓋的保溫棉被,防止樹脂放熱溫度過高,導致樹脂顏色變深,進而影響產品外觀。在聚氨酯樹脂固化放熱峰之后(表面已硬化)需要重新蓋上保溫棉被,直至聚氨酯樹脂完全固化。
3 結 論
本文通過對聚氨酯樹脂的應用工藝難點進行研究與分析,經過數次工藝試驗驗證,并結合風電葉片成型工藝方法和控制措施,從聚氨酯樹脂的混合處理、真空灌注系統控制要求、除濕工藝要求、固化工藝要求等方面給出了聚氨酯樹脂用于風電葉片生產的控制措施,為聚氨酯樹脂在風電葉片生產上的推廣和應用提供了工藝技術支持。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
山東冶金(2019年6期)2020-01-06 07:45:54
裝備制造技術(2019年12期)2019-12-25 03:06:46
世界農藥(2019年2期)2019-07-13 05:55:12
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52