天然氣管道過(guò)流焊接輔助裝置設(shè)計(jì)研究
2022-07-27 02:06:40張圣兵趙小彬韓傳軍
天然氣與石油 2022年3期
關(guān)鍵詞:焊縫
張圣兵 王 帥 卿 勇 趙小彬 韓傳軍
1.中國(guó)石油天然氣股份有限公司西南油氣田分公司, 四川 成都 610041;2.西南石油大學(xué)機(jī)電工程學(xué)院, 四川 成都 610500
0 前言
管道運(yùn)輸可以大大提高石油和天然氣的運(yùn)輸效率,減少能源消耗,簡(jiǎn)化工序。通過(guò)提高管道的質(zhì)量,保障油氣輸送的安全性,是石油化工產(chǎn)業(yè)發(fā)展的基石[1]。焊接緊急修理是在切斷損壞的管道后,將新管道或者閥門等焊接到原來(lái)的管道上進(jìn)行安裝的緊急修理工作,可有效阻斷焊接管,隔離油氣,避免油氣流出,防止發(fā)生二次事故[2]。焊接過(guò)程中,焊接點(diǎn)附近若有氣流流動(dòng)將影響焊接質(zhì)量,如果再有可燃性氣體溢出有可能導(dǎo)致失火或爆炸,給現(xiàn)場(chǎng)焊接操作和質(zhì)量控制帶來(lái)危險(xiǎn)和挑戰(zhàn)[3-4]。
目前,很多學(xué)者針對(duì)管道焊接機(jī)器人進(jìn)行了研究。周倫等人[5]研制了一種管道全位置焊接機(jī)器人,可以完成對(duì)應(yīng)壁厚鋼管的焊接,且焊接質(zhì)量良好。尹鐵等人[6]通過(guò)分析S曲線的算法原理及其傳統(tǒng)的七段模型,對(duì)該模型進(jìn)行了優(yōu)化修正,提出了一種基于分段插值和三角函數(shù)的S形運(yùn)動(dòng)曲線。孫學(xué)凱等人[7]分析了影響焊接精度的偏差源,通過(guò)偏差源得到了實(shí)際的相交曲線方程,并將其作為焊接機(jī)器人的路徑。王克寬等人[8]采用擺動(dòng)焊接實(shí)驗(yàn)系統(tǒng)進(jìn)行了焊接工藝試驗(yàn),設(shè)計(jì)了全位置焊接試驗(yàn)工藝,試驗(yàn)中使用六點(diǎn)標(biāo)定法對(duì)焊槍進(jìn)行了標(biāo)定。張青年等人[9]針對(duì)設(shè)計(jì)完成的一種彈性軌道式管道環(huán)焊縫焊接機(jī)器人焊槍隨動(dòng)裝置,論述了其技術(shù)原理、設(shè)計(jì)思路及應(yīng)用效果。金玉章等人[10]運(yùn)用能量法中的卡氏定理和虛功原理建立了導(dǎo)軌的徑向變形和所受應(yīng)力與導(dǎo)軌厚度和支撐個(gè)數(shù)的解析模型,并據(jù)此選取相應(yīng)設(shè)計(jì)參數(shù)的導(dǎo)軌模型進(jìn)行了仿真。劉辰等人[11]分析了管道自動(dòng)焊接機(jī)器人行走機(jī)構(gòu)的固有振動(dòng)特性。
以上學(xué)者的研究主要聚焦于焊接機(jī)器人以及焊縫的焊接過(guò)程,對(duì)于氣流對(duì)焊接質(zhì)量的影響以及如何實(shí)現(xiàn)隔離引流焊接的研究相對(duì)較少[12-14]。本文在綜合分析了管道焊接的原理和工程實(shí)際需要后,以天然氣管道過(guò)流焊接輔助裝置為研究對(duì)象,在管內(nèi)氣流環(huán)境下對(duì)管道過(guò)流焊接輔助裝置進(jìn)行了針對(duì)性設(shè)計(jì)。
1 管道過(guò)流焊接輔助裝置設(shè)計(jì)方案
1.1 工作原理
管道與管道(含彎頭等)焊接時(shí),為使焊接過(guò)程中管內(nèi)氣流不影響焊接質(zhì)量,或避免因動(dòng)火導(dǎo)致燃燒或爆炸,可采用引流與封堵相結(jié)合方式。當(dāng)上游管道因閥門內(nèi)漏等情況有來(lái)氣并對(duì)焊接造成影響時(shí),可使用管道過(guò)流焊接輔助裝置,用密封氣胎隔離焊縫,中間導(dǎo)流管則將上游氣體引入下游管道。其工作原理為:將過(guò)流焊接小車放入管道內(nèi),遙控裝置移動(dòng)到待焊接位置,控制氣胎膨脹,密封管壁,氣流從中間導(dǎo)管引入下游端。焊接完成后,密封氣胎放氣收縮,驅(qū)動(dòng)小車從開(kāi)口端駛出。天然氣管道過(guò)流焊接輔助裝置工作原理見(jiàn)圖1。
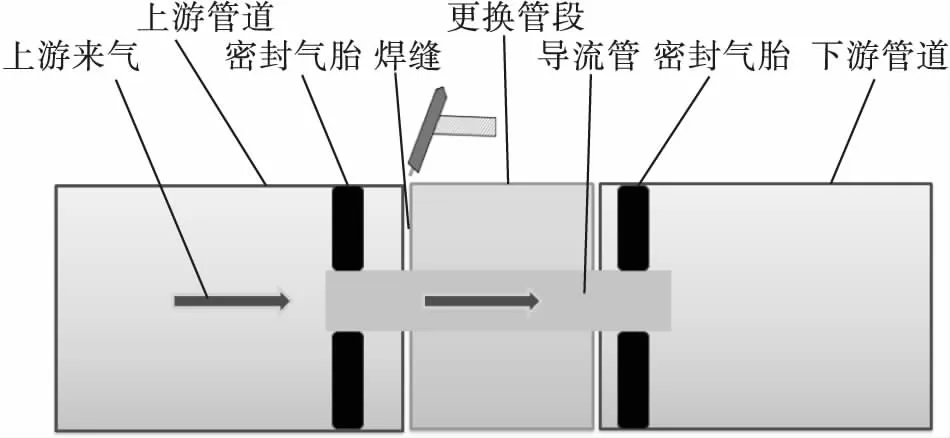
圖1 管道過(guò)流焊接輔助裝置工作原理示意圖
1.2 設(shè)計(jì)方案
最終設(shè)計(jì)的管道過(guò)流焊接輔助裝置見(jiàn)圖2~3,主要由驅(qū)動(dòng)小車、密封氣胎、連接管三部分組成,可使用遙控器實(shí)現(xiàn)裝置的移動(dòng)和密封氣胎的充放氣。作業(yè)時(shí),裝置在前車的拉動(dòng)下進(jìn)入管道內(nèi),行進(jìn)至焊縫處,密封氣胎分布在焊縫兩側(cè)。接著收縮狀態(tài)的密封氣胎充氣至鼓脹,緊貼管道內(nèi)壁,實(shí)現(xiàn)對(duì)環(huán)空氣流的封堵,中間連接管實(shí)現(xiàn)上下游的導(dǎo)通,防止憋壓。密封氣胎充氣完成實(shí)現(xiàn)密封后,在焊縫處使用焊槍和焊條施焊;焊接完成后,密封氣胎放氣收縮,驅(qū)動(dòng)小車拖拉裝置行進(jìn)至下一個(gè)焊縫處,密封氣胎再次充氣和封堵,進(jìn)行施焊;完成后再放氣收縮、移動(dòng)、充氣,多條焊縫依次循環(huán)往復(fù)。全部焊接完成后,驅(qū)動(dòng)小車拖拉裝置駛出管道,作業(yè)完成。

圖2 裝置行進(jìn)至焊縫兩側(cè)(氣胎無(wú)氣)示意圖

圖3 氣胎充氣封堵管道(氣胎鼓脹)示意圖
2 管道過(guò)流焊接輔助裝置結(jié)構(gòu)設(shè)計(jì)
管道過(guò)流焊接輔助裝置實(shí)際為隔離引流裝置,由雙軸減速底盤、2個(gè)內(nèi)胎、小氣泵、前后密封支撐、波紋管、鎖定支撐、電池、控制器、閥門等組成。2個(gè)小車的主動(dòng)輪可正轉(zhuǎn)和反轉(zhuǎn),實(shí)現(xiàn)裝置的前進(jìn)與后退。氣胎可充氣和放氣,用于焊接作業(yè)時(shí)管道的密封。波紋管可彎曲,便于裝置通過(guò)彎管。A、B雙驅(qū)動(dòng)小車設(shè)計(jì),均可使用拖拉的方式將小車從管道中駛出,萬(wàn)一出現(xiàn)卡住的情況,后面小車還可以協(xié)助推動(dòng)。管道過(guò)流焊接輔助裝置三維模型見(jiàn)圖4。

圖4 管道過(guò)流焊接輔助裝置三維模型圖
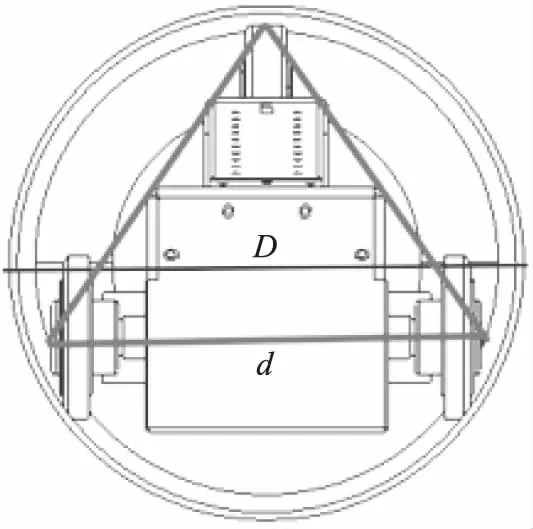
2.1 小車尺寸及輪距設(shè)計(jì)
管道內(nèi)徑D為200 mm,取小車輪距為140 mm,欲使小車能通過(guò)曲率半徑1.5D的彎管,按照車體的最大尺寸,將其整體假設(shè)為一個(gè)長(zhǎng)方體,尺寸為140 mm×200 mm×60 mm,見(jiàn)圖5。做圓的內(nèi)接正三角形,由幾何關(guān)系,得車輪距約為173 mm,實(shí)際輪距d為161 mm。使用1.5D曲率的彎管,以確定車身長(zhǎng)寬及軸距。R2=1.5D=300 mm,圖5中幾何關(guān)系需滿足:
a)小車尺寸計(jì)算
(1)
式中:D為管道內(nèi)徑,mm;W為車身長(zhǎng)度,mm;H為軸距,mm。
已知H為173 mm,則W為288 mm。當(dāng)車行駛至45°拐彎處時(shí),車身一側(cè)緊貼管道內(nèi)壁,另一側(cè)與管道的距離為50.72 mm,由于車身厚度為60 mm,遠(yuǎn)小于管內(nèi)直徑200 mm,小車能順利通過(guò)彎管,氣胎與氣胎之間的距離為535 mm,裝置總長(zhǎng)1 195 mm。
2.2 充氣封隔結(jié)構(gòu)設(shè)計(jì)
選擇200 mm×50 mm的氣胎用于封隔,收縮后氣胎能貼合在輪轂上,便于裝置的移動(dòng)。2個(gè)氣胎的充氣氣壓最大0.689 5 MPa,管徑偏差±20 mm,使用了0.689 5 MPa的充氣泵,并做了限壓,當(dāng)充氣氣壓達(dá)到0.689 5 MPa時(shí),充氣泵電路自動(dòng)斷開(kāi),防止氣胎損壞,氣胎充氣后可完全貼緊管道內(nèi)壁,密封壓差可達(dá)2個(gè)大氣壓。氣胎充氣封隔示意圖見(jiàn)圖6。

圖6 氣胎充氣封隔示意圖(單位:mm)
2.3 驅(qū)動(dòng)單元與封隔模塊設(shè)計(jì)
驅(qū)動(dòng)裝置的車體單元分為3個(gè)可活動(dòng)部件,包括用于驅(qū)動(dòng)車身整體在管道中前進(jìn)后退的輪轂單元,用于和管道保持接觸的浮動(dòng)頂輪單元,以及可以調(diào)節(jié)的封隔單元的連桿機(jī)構(gòu)。驅(qū)動(dòng)小車與封隔模塊示意圖見(jiàn)圖7。
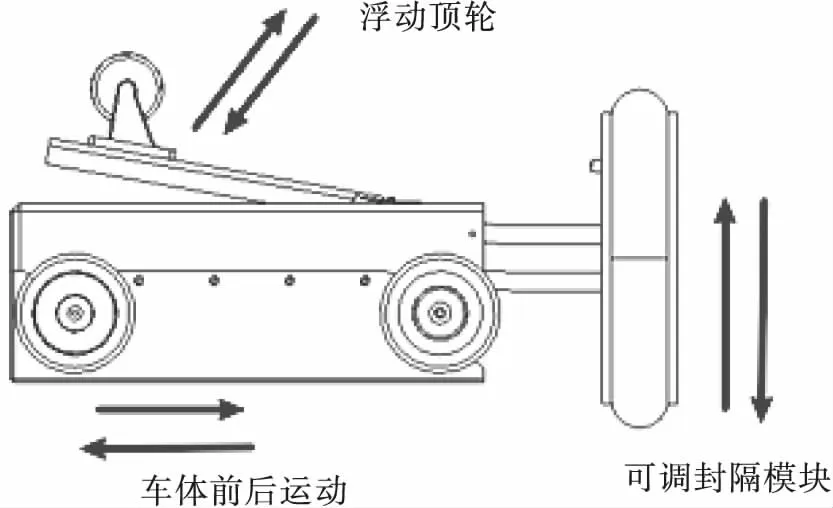
圖7 驅(qū)動(dòng)小車與封隔模塊示意圖
實(shí)際運(yùn)行過(guò)程中,由電機(jī)驅(qū)動(dòng)輪轂帶動(dòng)整車到達(dá)指定位置,浮動(dòng)頂輪用于保持輪轂與管道實(shí)時(shí)接觸,以增大摩擦力。之后由氣泵將封隔氣胎充氣膨脹,此時(shí)連桿結(jié)構(gòu)會(huì)自動(dòng)調(diào)整,以適應(yīng)管道。
3 控制系統(tǒng)設(shè)計(jì)
傳統(tǒng)的自動(dòng)化裝置往往采用繼電器控制,但繼電器控制存在布線多、故障率高、修理不容易等問(wèn)題。PLC(可編程邏輯控制器)作為現(xiàn)在國(guó)內(nèi)市場(chǎng)的主流控制器,在技術(shù)、業(yè)界影響等方面發(fā)揮著重要的作用。因此過(guò)流焊接裝置使用PLC進(jìn)行控制,以提高其自動(dòng)化程度[15-18]。
3.1 整體方案設(shè)計(jì)
按照設(shè)計(jì)要求,裝置可以控制小車啟動(dòng)、正轉(zhuǎn)和反轉(zhuǎn),以及氣泵啟停、充氣和抽氣,均采用經(jīng)驗(yàn)設(shè)計(jì)法。
3.2 硬件電路設(shè)計(jì)
裝置主電路和控制電路見(jiàn)圖8~9。圖8中的KM1和KM2分別是控制馬達(dá)的正轉(zhuǎn)運(yùn)轉(zhuǎn)(前進(jìn))和反轉(zhuǎn)運(yùn)轉(zhuǎn)(后退)的接觸器。改變?cè)贙M1和KM2的主觸點(diǎn)進(jìn)入馬達(dá)三相電源的相序,即可以改變馬達(dá)的旋轉(zhuǎn)方向。圖9中KM1的線圈與KM2的輔助常閉觸點(diǎn)串聯(lián)連接,KM2的線圈與KM1的輔助常閉觸點(diǎn)串聯(lián)連接,構(gòu)成硬件互鎖電路。這樣不會(huì)出現(xiàn)由于正反轉(zhuǎn)(小車前進(jìn)、后退)切換中電感的延遲作用,原連接的接觸器主觸點(diǎn)還未切斷時(shí),其他接觸器主觸點(diǎn)合上的現(xiàn)象,可以避免交流電源瞬間短路的故障。通過(guò)主電路和PLC的電路連接,PLC可以實(shí)現(xiàn)對(duì)系統(tǒng)的控制。

圖8 主電路圖

圖9 控制電路圖
圖10為氣泵控制氣路圖,其中P為氣泵,操縱小車到指定位置后,打開(kāi)氣泵,此時(shí)氣泵工作,但不會(huì)向氣路中輸送空氣;電磁閥通電,電磁線圈產(chǎn)生電磁力,閥門打開(kāi),空氣泵開(kāi)始給氣胎充氣。約15 s后,電磁閥停電,停止充氣,氣胎保壓并密封。使用結(jié)束或者不再需要密封時(shí),氣泵開(kāi)始從氣胎里抽氣,大約5 s后氣胎排氣結(jié)束,失去密封效果,氣泵關(guān)閉以節(jié)省電能。

圖10 氣泵控制氣路圖
4 輔助裝置硬件選用及樣機(jī)制造
4.1 驅(qū)動(dòng)部分
根據(jù)過(guò)流焊接輔助裝置的材料、尺寸,可計(jì)算出裝置整體質(zhì)量大約為7.5 kg。管道過(guò)流焊接輔助裝置的負(fù)載為自身重量,所選電機(jī)能維持小車在管道內(nèi)平穩(wěn)運(yùn)行即可。小車橡膠輪與鋼鐵管道的摩擦系數(shù)為0.40~0.60,故計(jì)算公式:
F=μN(yùn)
(2)
(3)
式中:F為小車橡膠輪與管道的摩擦力,N;μ為摩擦系數(shù);N為小車對(duì)管道的壓力,N;P為旋轉(zhuǎn)電機(jī)的輸出功率,kW;n為旋轉(zhuǎn)電機(jī)輸出轉(zhuǎn)速,r/min;T為旋轉(zhuǎn)電機(jī)輸出轉(zhuǎn)矩,N·m。
計(jì)算可得摩擦力為30~45 N,相比人走路的速度4~5 km/h,大約為1 m/s,選擇的輪胎直徑為64 mm,周長(zhǎng)為0.200 96 m,行走1 m的距離約需要轉(zhuǎn)5圈,因此選擇了一款轉(zhuǎn)速為300 r/min、功率為12 W的電機(jī)。
4.2 電磁閥選用
氣胎充氣與放氣的切換需要控制閥,裝置選用推拉式換向電磁閥。電磁閥有很多種,不同的電磁閥在控制系統(tǒng)的不同位置發(fā)揮作用,使用最多的是方向控制閥、速度調(diào)節(jié)閥等,通過(guò)控制電磁鐵的電流來(lái)控制機(jī)械運(yùn)動(dòng)[19-21]。本文中的管道過(guò)流焊接輔助裝置選擇8路常開(kāi)常閉電磁閥,其參數(shù)為電壓12 V、電流20 mA、耐壓0.7 MPa、電磁閥動(dòng)作電流40 mA。
4.3 氣泵選用
氣泵是將空氣從密封空間排出,或者是從封閉空間添加空氣的裝置。管道過(guò)流焊接輔助裝置選用的氣泵參數(shù)見(jiàn)表1。

表1 氣泵參數(shù)表
4.4 樣機(jī)制造
管道過(guò)流焊接輔助裝置采用3 mm鋼板用于制造驅(qū)動(dòng)小車的殼體,使用3D打印制作氣胎支座,不銹鋼波紋管用于制作中間導(dǎo)流管,接頭處用密封圈密封。完成的實(shí)物樣機(jī)見(jiàn)圖11,樣機(jī)電池供電電壓12 V,電池容量7 800 mAh,電機(jī)扭矩5 N·m,減速比為1∶27,通過(guò)現(xiàn)場(chǎng)測(cè)試表明動(dòng)作響應(yīng)及時(shí),移動(dòng)迅速、穩(wěn)定,過(guò)彎順利,氣胎充氣后密封壓差可達(dá)2個(gè)大氣壓且無(wú)泄漏,完全達(dá)到了設(shè)計(jì)目標(biāo)。

圖11 管道過(guò)流焊接輔助裝置實(shí)物照片
5 結(jié)論
1)針對(duì)天然氣輸送過(guò)程中上游管路存在氣體泄漏并影響焊接的工況,提出了一種封堵過(guò)流輔助焊接方案,基于該方案設(shè)計(jì)的管道過(guò)流焊接輔助裝置實(shí)現(xiàn)了移動(dòng)、過(guò)彎、過(guò)流、密封和遠(yuǎn)程遙控功能。
2)管道過(guò)流焊接輔助裝置響應(yīng)迅速,動(dòng)作靈敏,密封可靠。該裝置使用的氣胎材料為普通丁腈橡膠,在用于直徑200 mm天然氣管道焊接時(shí),未出現(xiàn)氣胎因溫度升高而導(dǎo)致失效的情況。
3)現(xiàn)場(chǎng)應(yīng)用表明過(guò)流焊接輔助裝置完全達(dá)到了設(shè)計(jì)目標(biāo),具有廣闊的應(yīng)用前景和較高的推廣價(jià)值。此外,通過(guò)改變氣胎外徑和小車輪距,可適用于不同直徑管道泄漏工況下的焊接修復(fù)。但因隨管道直徑的增大,管道壁厚也會(huì)增加,需評(píng)估厚壁管道焊接工況下溫度場(chǎng)的分布及其對(duì)氣胎的影響,防止失效行為發(fā)生。因此,該裝置還需要在溫度監(jiān)控、氣胎類型、隔熱結(jié)構(gòu)和材料等方面進(jìn)一步深入研究。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07