高速卷接機組大壓板調節機構壓緊力計算與優化
2022-07-27 02:44:56梅光傳洪廣懷李韞哲劉輝華
包裝工程 2022年13期
梅光傳,洪廣懷,李韞哲,劉輝華
高速卷接機組大壓板調節機構壓緊力計算與優化
梅光傳1,洪廣懷2,李韞哲2,劉輝華3
(1.中煙機械集團常德煙草機械有限責任公司,湖南 常德 415000;2.湖南大學 汽車車身先進設計與制造國家重點試驗室,長沙 410082;3.湖南磐鈷傳動科技有限公司,長沙 410082)
為使高速卷接機組煙槍成型大壓板調節機構能轉動靈活且鎖緊可靠,有必要減小成品煙支直徑與理想直徑的誤差。分析大壓板鎖緊機構與煙支直徑調節機構的工作原理,研究大壓板調節機制和煙支直徑卷制質量。通過測試大壓板壓緊力,得到彈簧工作參數。優化大壓板調節機構,使其自鎖可靠。根據測量得到的兩大壓板壓緊力分別為137 N和147 N,為確保大壓板不分離和卷制質量良好,壓縮彈簧彈力需大于209.8 N。優化后最大連桿長度值在[29.2 mm, 29.7 mm]時,大壓板鎖緊機構可實現自鎖。大壓板壓緊力測算與自鎖機構優化可有效地改善煙絲卷制效率,保證了煙支的成品率。
卷接機組;大壓板;調節機構;壓緊力
高速卷接機組生產速度為12 000支/min,煙槍成形大壓板調節機構是高速卷接機組的重要裝置,主要由大壓板自鎖機構和煙支直徑調節機構組成。大壓板調節機構作為對煙絲條進行第3次壓縮并測量和調節煙絲條直徑的關鍵部件。成品煙支直徑與理想直徑的誤差要求在許用范圍之內,同時要求該調節機構轉動靈活,鎖緊可靠。
對于機構鎖緊的研究,王春月等[1]介紹鎖緊機構的工作原理,建立三維模型并運用機械動力學仿真軟件對其進行優化設計,得到相應的動力學曲線和最佳的參數組合,順利實現對目標體的鎖緊。李發展等[2]針對模切機肘桿機構,建立ADAMS虛擬樣機仿真模型,獲取機構各桿件受力與負載扭矩等性能參數,徐立峰等[3]在此基礎上,建立該機構的參數化模型與優化目標函數,實現機構的參數優化,提高機構的工作精度與穩定性。邱楓等[4]針對自動化包裝設備,設計新型電磁式鎖緊機構,通過建立三維模型與動力學仿真模型,獲取機構運動規律與運動性能。吳君[5]針對空間機械臂結構尺寸及質量分布,提出鎖緊點布局方法,首先確定了最少鎖緊點數量,結合鎖緊點增加策略,最終確定了空間機械臂鎖緊點數量及位置。韓邦成等[6]提出了一種基于機構自鎖原理的可重復電磁鎖緊機構,滿足空間用磁懸浮飛輪在發射過程的性能需求,分析了機構在鎖緊和解鎖過程中鎖緊力和解鎖力的變化曲線,實驗驗證了該機構有效實現鎖緊和解鎖功能。
針對大壓板鎖緊機構容易失靈導致成品煙支直徑不穩定的問題,吳泉蘭等[7]對大壓板鎖緊機構進行了改進,將壓簧鎖緊方式改為“鉸鏈”機構鎖緊,提高了設備的穩定性和可靠性。周詩華等[8]則針對YJ17卷接機組生產的煙支外觀端口不夠平滑問題,對大壓板鎖緊機構原有壓簧鎖緊方式改進為“四連桿”機構鎖緊,統計結果顯示,未出現因大壓板松動而引起的煙支直徑圓周波動,其鎖緊效果良好。
以自主研發的某型高速卷接機組為研究對象,研究大壓板調節機構壓緊力的計算與優化方法。通過測量調節機構球形滾珠螺絲(壓頭)的壓緊力,計算大壓板的壓緊力。對調節機構進行運動分析,通過優化桿件長度實現機構的自鎖。
1 調節機構工作原理
大壓板調節機構由支座、板、磁鐵、連桿、大壓板、支架、壓板和球形滾珠螺絲等組成,見圖1。調節機構的翻轉狀態和鎖緊狀態通過旋轉壓板7進行切換。鎖緊狀態是調節機構的工作狀態,翻轉狀態則是調節機構的非工作狀態。
該機構處于工作狀態時,通過球形滾珠螺絲8調節煙支直徑大小,通過機構自鎖控制支架5位置固定和煙支直徑波動。
為了便于分析,大壓板調節機構等效為一個平面四桿機構(圖2b)。桿代表連桿4,桿可簡化為帶有碟簧的彈性桿,即桿為柔性體。當點在點和點連線上方時,主動件桿通過連桿作用于從動件的力,對桿產生的轉矩為F。該轉矩帶動桿逆時針旋轉,此時平面四桿機構無法自鎖。當、和3點共線時,桿通過連桿作用于從動件的力,將會通過桿的回轉中心,此時平面四桿機構達到死點位置,平面四桿機構實現自鎖。當點在、點連線下方時,主動件桿通過連桿作用于從動件的力,會對桿產生一個轉矩F,帶動桿順時針旋轉,而桿逆時針旋轉,根據桿和桿的相對位置關系,在某個位置桿和桿將會發生接觸,阻礙桿和桿繼續旋轉,實現平面四桿機構的自鎖。
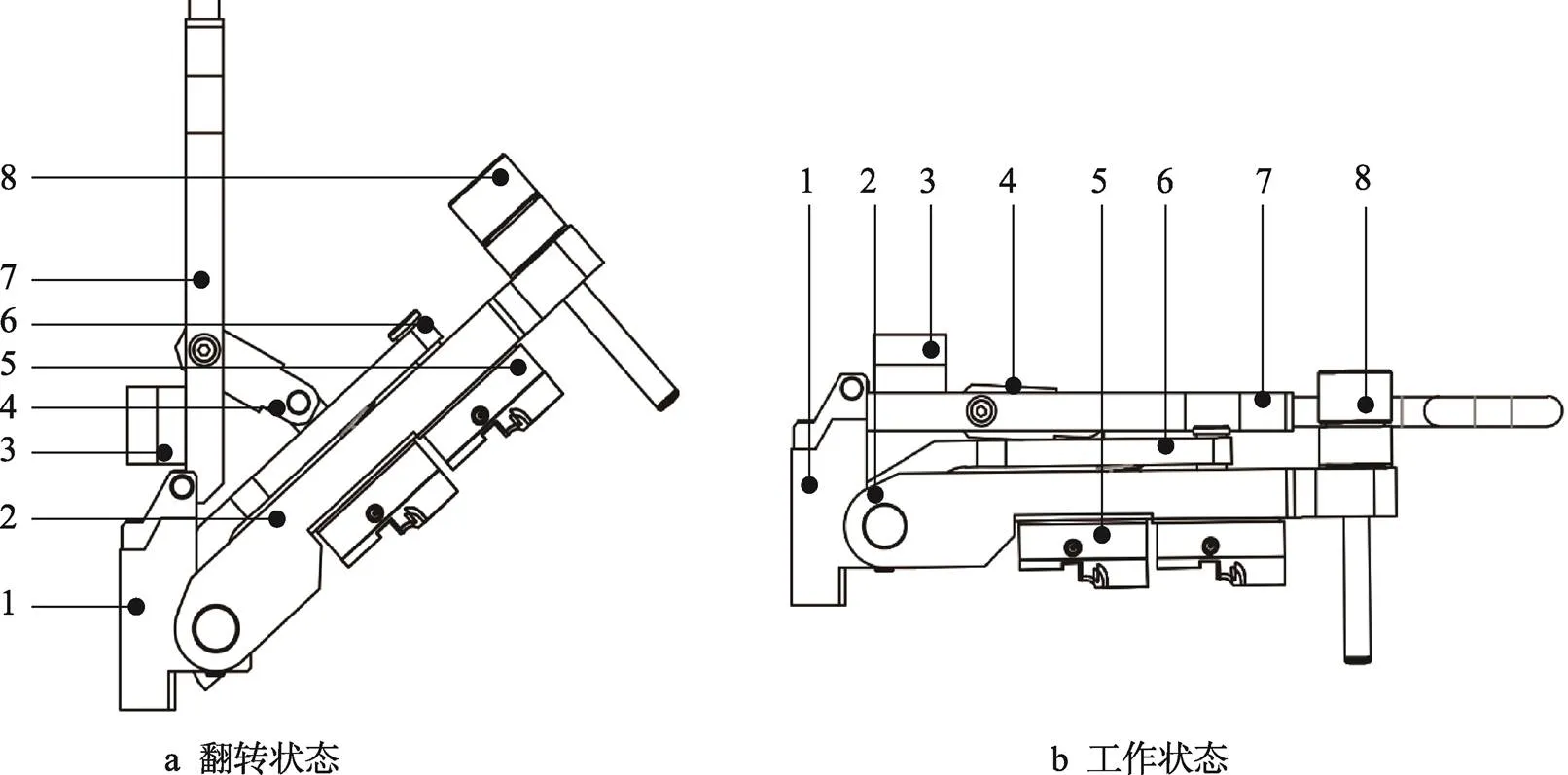
1.支座;2.板;3.磁鐵;4.連桿;5.大壓板;6.支架;7.壓板;8.球形滾珠螺絲。
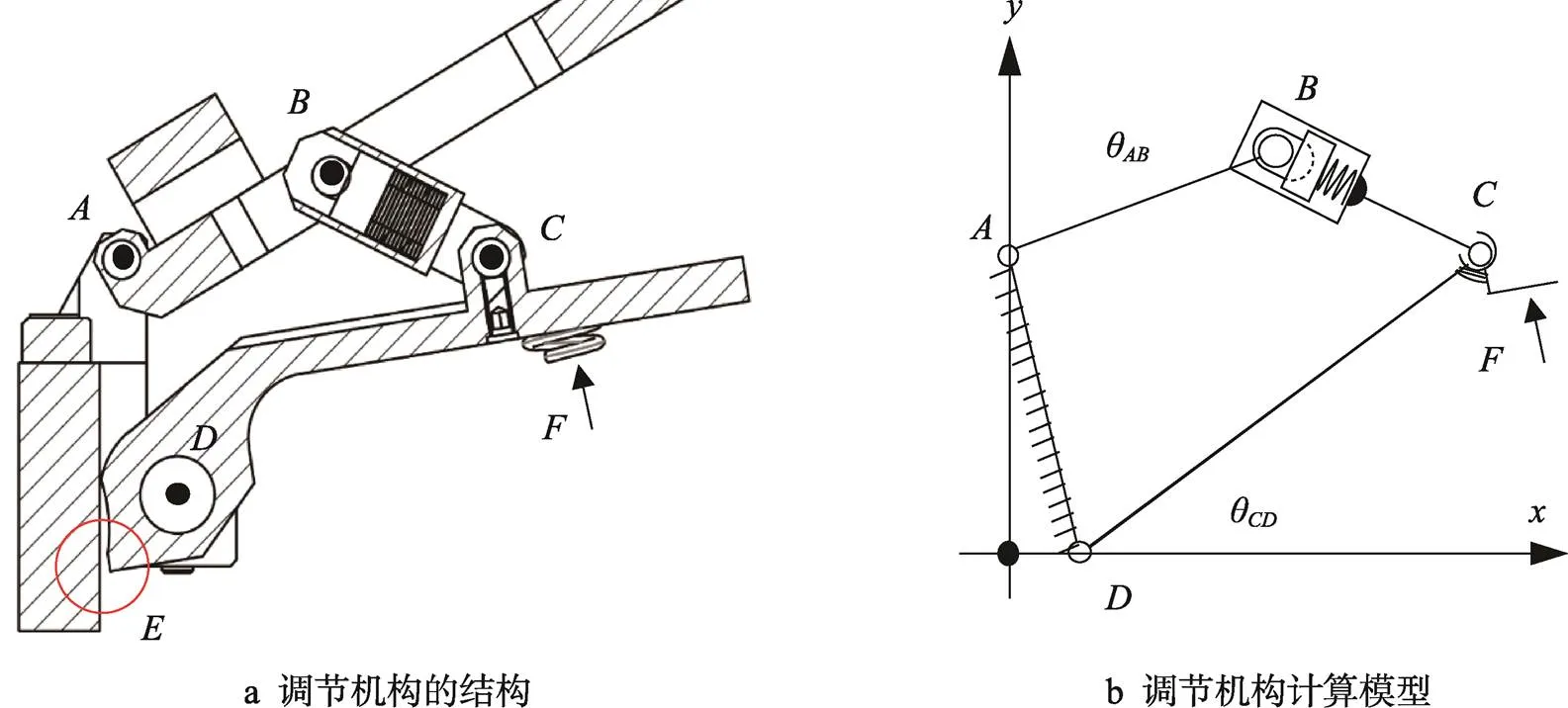
圖2 大壓板調節機構的結構與計算模型
運動過程中,若支架2在圖2a中點處與支座1發生接觸,桿將會被壓縮。桿存在由壓縮再到恢復最大桿長BC_max的過程,見圖3。1點為桿在剛發生壓縮時的點,2為大壓板鎖緊機構在死點位置時所在的點,3點為桿恢復最大桿長的點。點由1運動到2過程中,桿由最長變最短,桿不發生轉動;點在由2運動到3過程中,桿由最短變最長,桿不發生轉動。
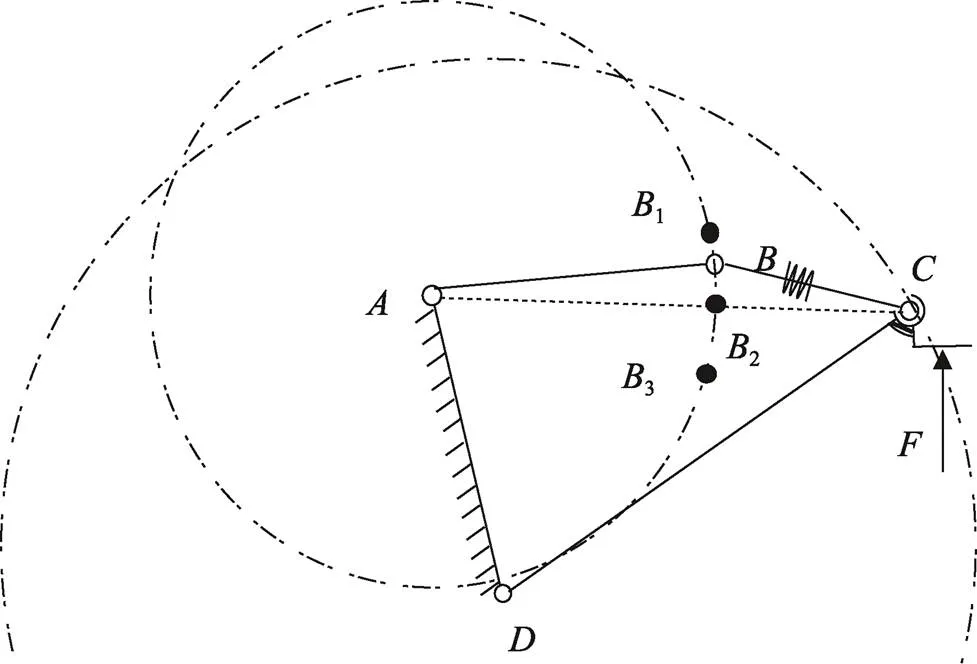
圖3 連桿BC伸縮過程
2 壓緊力測試與計算
大壓板調節機構主要作用是測試并調節煙條直徑,為保證煙支直徑能符合規定的工藝要求,大壓板調節機構應產生足夠大的壓緊力,該調節機構見圖4。
由于大壓板1和2的壓緊力無法直接測量,需要采用間接測量的方式,具體測量步驟:如圖5所示,將一張白紙夾在端面凸輪和球形滾珠螺絲之間;將尼龍繩打結成環,套在球形滾珠螺絲上;將數顯式拉壓測試儀的掛鉤掛上尼龍繩,向上拉數顯式拉壓測試儀,并輕拉白紙,當白紙恰好能被拉動時記錄數顯式拉壓測試儀的讀數,得到球形滾珠螺絲1和2測量點的壓力e1和e2;軸為大壓板的旋轉軸,用鋼尺測量球形滾珠螺絲1和2測量點至旋轉軸沿軸方向的距離e1和e2、大壓板煙道至旋轉軸沿軸方向的距離N1和N2。

1.壓縮彈簧1;2.大壓板2;3.大壓板1;4.端面凸輪1;5.端面凸輪2;6.球形滾珠螺絲1;7.球形滾珠螺絲2;8.壓縮彈簧2。
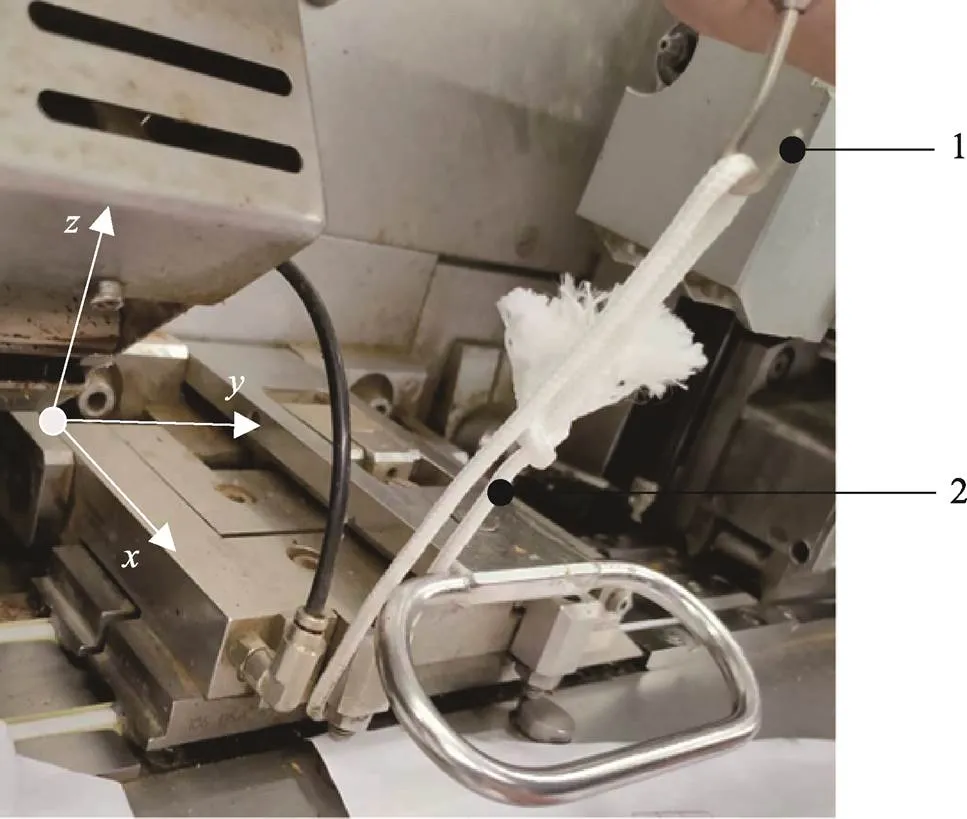
1.數顯式拉壓測試儀;2.尼龍繩
由臂長測試結果得到e1為105 mm,e2為105 mm,N1為88 mm,N2為50 mm;壓緊力測試結果得到e1為115 N,e2為70 N。
通過計算式(1)得到大壓板1和大壓板2的壓緊力。
(1)
式中:N1和N2為大壓板1和2的壓緊力;T1和T2為壓縮彈簧1和2的彈力;T1和T2為彈簧1和2至旋轉軸沿軸方向的距離。通過式(1)計算得到N1和N2分別為137.2 N和147.0 N,因此自主研發卷接機組大壓板調節機構壓緊力大于147 N時,可保證煙槍成形工序有足夠壓緊力。
3 調節機構分析與優化
3.1 機構分析
如圖2b所示,根據大壓板調節機構的零件尺寸得到桿長L約為36.00 mm、桿長L為27.7~ 28.7 mm,假設桿不被壓縮,取值為28.7 mm,桿長L為62.39 mm,點坐標x=0 mm、y=36.5 mm,點坐標x=9 mm、y=0 mm。
點的運動軌跡是以點(0,36.5)為圓心,桿長AB為半徑的圓,由式(2)—(4)可得桿與水平方向夾角θ和點坐標值。
(2)
(3)
(4)
式中:AB為桿的角速度,取值為30(°)/s;為時間,=[0:0.032:3.2] s。點是以(x,y)為圓心,桿長L為半徑的圓與以(x,y)點為圓心,桿長L為半徑的圓的交點。兩圓方程見式(5)和式(6)。
(5)
(6)
聯立(5)和(6)兩圓方程,可以解得點坐標x和y的值。根據式(7)計算得到桿與水平方向夾角θ的值。
(7)
根據圖2a可知,連桿發生壓縮的條件是在圖2a中處支座和支架接觸。可以測得此時桿與水平方向夾角θ=27.18°。桿長BC先取最大值28.7 mm,由式(2)—(7)得到θ,然后判斷θ是否小于等于27.18°,若小于等于27.18°,則連桿發生壓縮,θ保持27.18°不變;若大于27.18°,則連桿不發生壓縮,點和點之間距離保持最大值不變。
對大壓板調節機構進行運動仿真,將大壓板調節機構的三維模型導入Adams軟件中,并建立其仿真模型[9-11],見圖6。
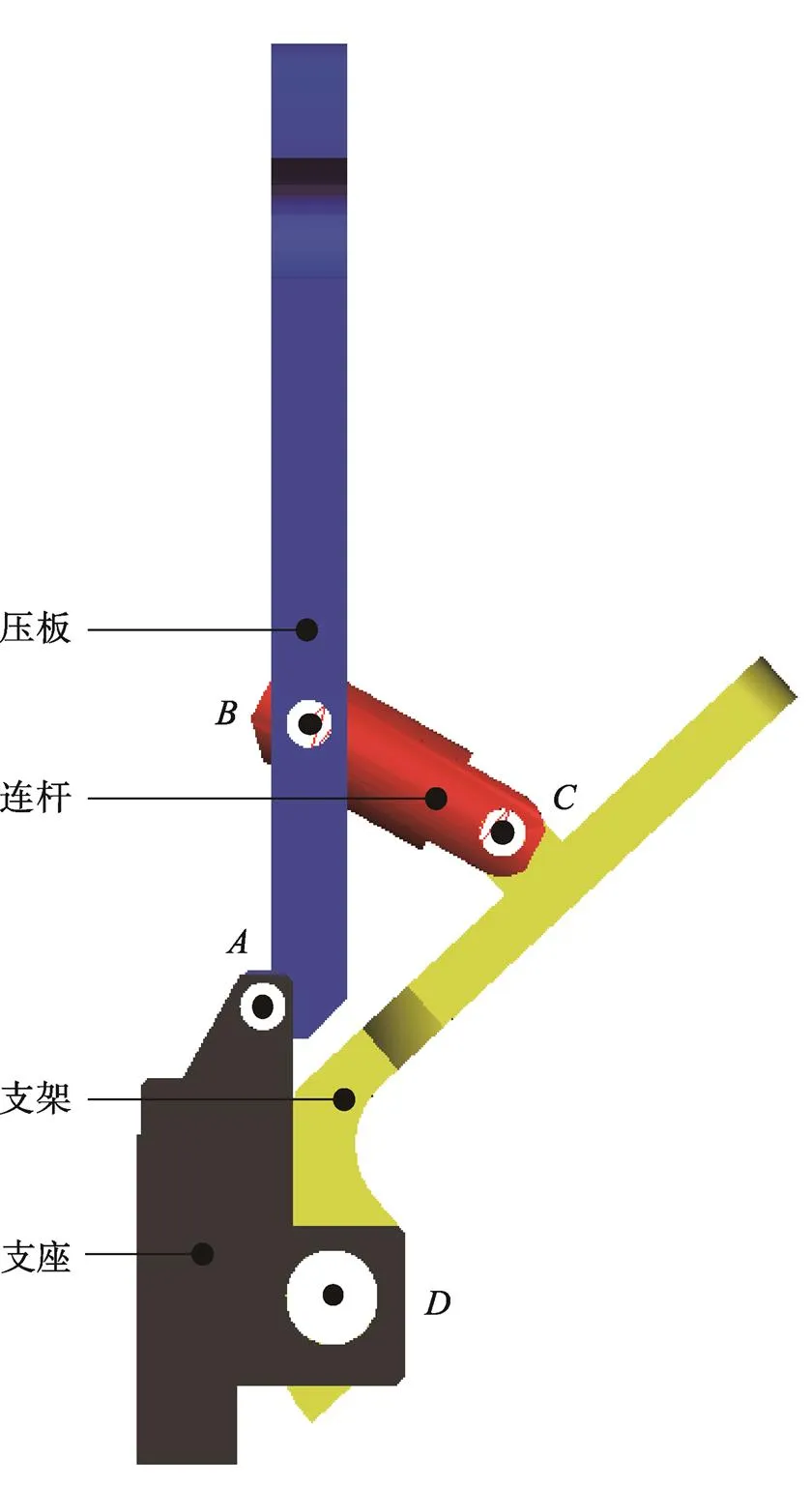
圖6 大壓板調節機構模型
仿真模型上共有4個關鍵點:支座與壓板的鉸鏈中心點、壓板與連桿的鉸鏈滑槽中心點、連桿與支架的鉸鏈中心點以及支架與支座的鉸鏈中心點。在、和點處添加旋轉副、點添加一個點線副并在點之間添加一個非線性彈簧。非線性彈簧是模擬連桿內部的碟簧,根據德國標準[12]DIN 2092,彈力d與變形關系見式(8)。
(8)
式中:e為碟簧的外徑,e=11 mm;i為碟簧的內徑,i=6.2 mm;為碟簧的厚度,=0.6 mm;為彈簧壓平時的變形量(取0.2 mm),為e與i的比值;碟簧系數4取值為1。
2種模型的計算結果見圖7,其計算得到的θ幾乎一致,在運動過程中θ的最小值為27.65°(大于27.18°),因此支座和支架不會發生接觸。Adams仿真模型可以仿真和桿的接觸,而理論仿真模型不能,因此圖8中,仿真模型計算的自變量θ在壓板和支架接觸后不再變化,而理論仿真模型計算的自變量θ在壓板和支架接觸后仍減小。由仿真模型可以計算得到壓板和支架接觸時θ和θ的值分別為?10.51°和27.99°。
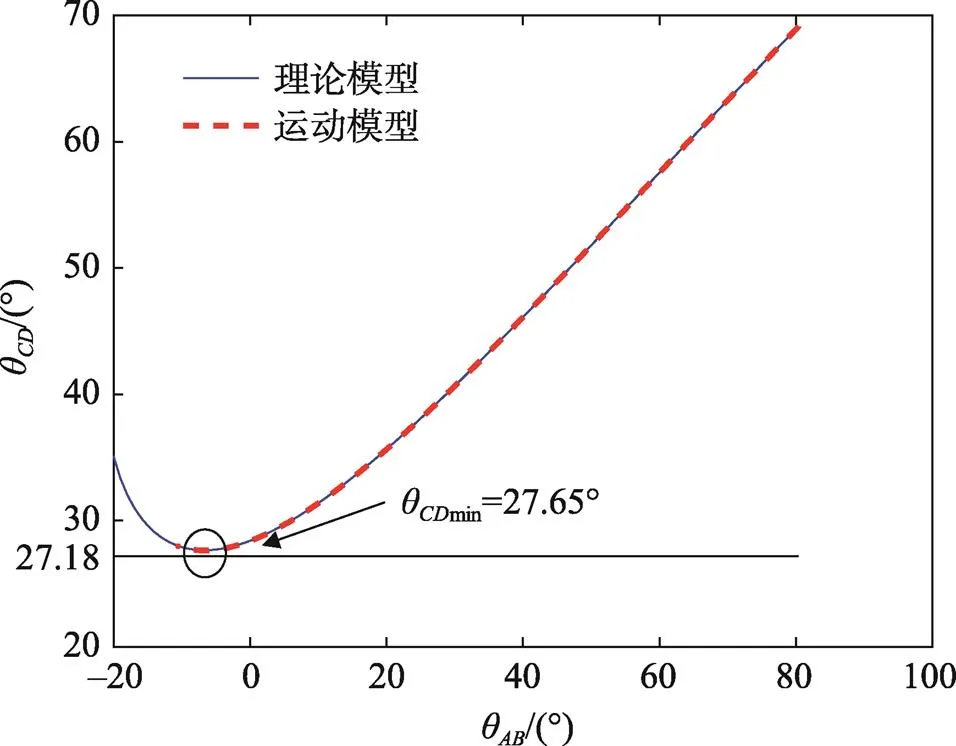
圖7 θCD計算結果
由大壓板鎖緊機構的自鎖原理可知,當點在點和點連線下方時,擠壓煙條受到的反力作用在桿(支架)上,使得桿逆時針旋轉。通過桿(連桿)作用于從動件的力,將會對桿產生一個轉矩F,帶動桿順時針旋轉,無法自鎖,但由于桿和桿的空間結構,在某個位置桿和桿將會發生接觸,阻礙桿和桿繼續旋轉:當點在點和點連線下方時,支架在θ=27.65°和θ=27.99°之間運動不受約束,支架會有0~0.34°的偏轉范圍,無法實現完全的自鎖。
3.2 機構優化
上述分析可知大壓板調節機構無法自鎖,支架(桿)將會有0~0.34°的偏轉,因此為了實現煙槍成形大壓板調節機構的自鎖可靠,需要對大壓板鎖緊機構進行優化。平面四桿機構的運動主要和構件的桿長有關[13-15],通過調整構件桿長對大壓板自鎖機構進行優化。
如圖8,桿在壓縮階段時,桿始終保持固定不動,因此若保證在桿壓縮階段內,壓板(桿)和支架(桿)發生接觸,使得桿始終處于壓縮階段,則能實現鎖緊機構的自鎖。利用三維軟件的裝配功能,使支架和支座接觸且壓板和支架接觸,測得此時點的坐標值為35.31 mm和坐標值為29.84 mm,計算得到θ=?10.68°。
選擇調整連桿的桿長L的最大值L_max優化大壓板調節機構,L的最小值L_min不變,為28.7 mm。連桿邊距b(如圖9)不能過小,因此設置桿長L最大值L_max不超過29.7 mm(此時邊距b等于3 mm)。要保證桿長L發生壓縮,L_max值要比28.7 mm更大,因此桿L取值為28.7~29.7 mm。
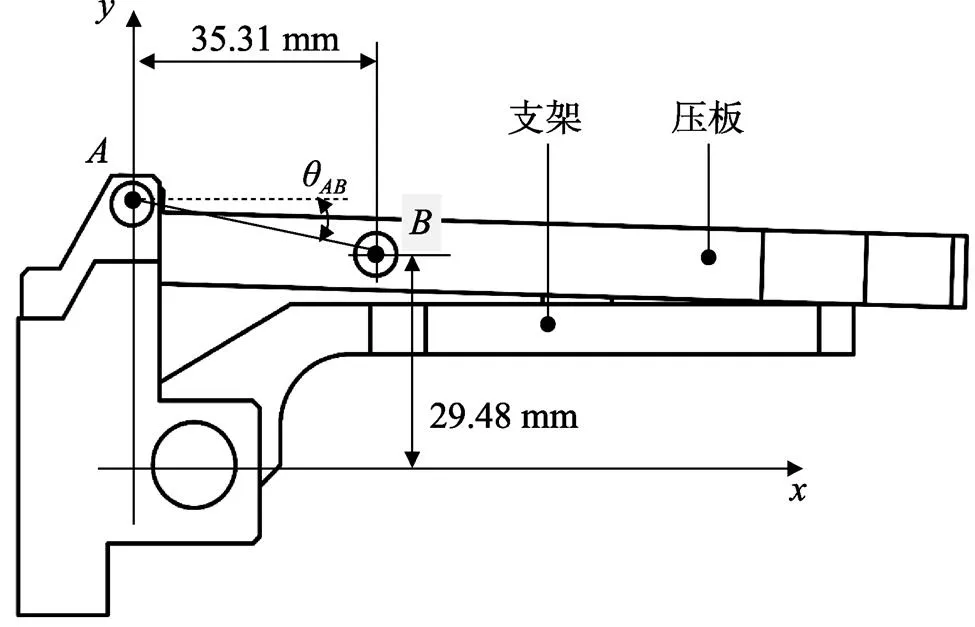
圖8 支架與壓板的接觸
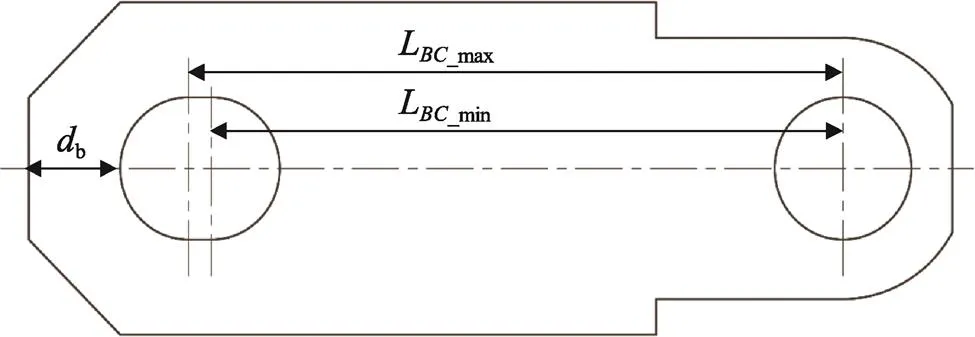
圖9 連桿結構
為保證加工方便,L_max取值到小數點后一位。機構優化的具體流程如下。
1)建立大壓板鎖緊機構理論模型,輸入參數、、、、、和。
2)賦予L_max初值28.8 mm。
3)賦予θ初值80.41°。
4)計算、、、和。
5)判斷是否小于27.18°,若小于27.18°,則賦值為27.18°;否則,保留原值。
6)輸出,判斷θ是否小于?10.68°,若θ小于?10.68°,則進行步驟7;否則,θ賦值θ+1,返回步驟4。
7)判斷最后輸出的是否小于27.18°,若小于27.18°,賦值1,該種桿長L_max取值下,支架與支座接觸時,連桿處于壓縮階段;若大于等于27.18°,賦值0,該種桿長L取值下,支架與支座接觸時,連桿不處于壓縮階段。
8)判斷L_max是否大于29.7 mm。若大于29.7,則結束優化;否則,L_max賦值L_max+1,返回步驟3,優化流程見圖10。
優化結果見表3。L_max在[29.2 mm,29.7 mm]內,大壓板自鎖機構能夠自鎖,保證支架不會偏轉。

圖10 機構優化流程
表3 機構優化結果
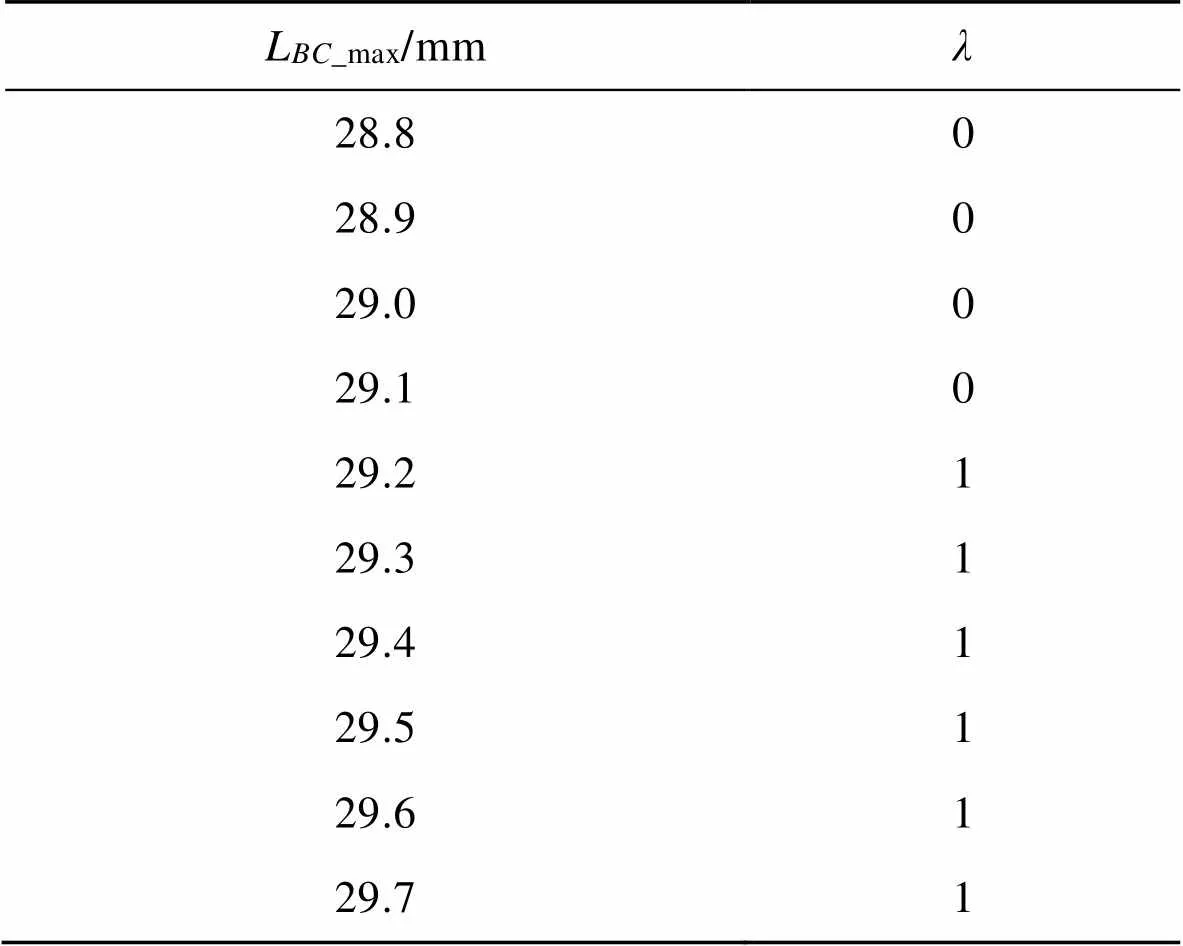
Tab.3 Optimization results of mechanism
4 結語
為提高高速卷接機組煙槍成型大壓板調節機構的轉動靈活性與鎖緊可靠性,減小成品煙支直徑與理想直徑的誤差,對大壓板調節機構工作原理進行分析和參數優化,并對壓板的壓緊力進行測量,以得到良好的自鎖效果。主要結論如下。
1)對卷接機組煙槍成型的兩大壓板的壓緊力進行測試,得到壓緊力分別為137 N和147 N。壓縮彈簧彈力要求大于209.8 N才能使大壓板與煙槍不分離,并能使煙條卷制質量良好。
2)通過對大壓板鎖緊機構進行優化,實現了大壓板調節機構的自鎖可靠。大壓板鎖緊機構優化后的連桿最大值為29.2~29.7 mm時,機構可實現自鎖,且可提高煙條卷制的穩定性。
[1] 王春月, 白海清, 原永亮. 基于ADAMS的一種新型鎖緊機構的優化設計[J]. 機械設計, 2016, 33(7): 35-38.
WANG Chun-yue, BAI Hai-qing, YUAN Yong-liang. Optimization Design of a Novel Locking Mechanism Based on ADAMS[J]. Journal of Machine Design, 2016, 33(7): 35-38.
[2] 李發展, 盧章平. 基于ADAMS模切機肘桿機構特性分析[J]. 包裝工程, 2010, 31(1): 24-26.
LI Fa-zhan, LU Zhang-ping. Characteristic Analysis of the Elbow-Bar Mechanism of Die-Cutting Machine Based-on ADAMS[J]. Packaging Engineering, 2010, 31(1): 24-26.
[3] 徐立峰, 張雷. 基于ADAMS的模切機雙肘桿機構優化設計研究[J]. 包裝工程, 2013, 34(1): 75-78.
XU Li-feng, ZHANG Lei. Optimal Design of Dual-Elbow-Bar Mechanism of Die-Cutting Machine Based on ADAMS[J]. Packaging Engineering, 2013, 34(1): 75-78.
[4] 邱楓, 楊臻, 原永亮. 一種新型電磁式鎖緊機構設計與仿真分析[J]. 包裝工程, 2015, 36(17): 80-83.
QIU Feng, YANG Zhen, YUAN Yong-liang. Design and Simulation of a New Type of Electromagnetic Locking Mechanism[J]. Packaging Engineering, 2015, 36(17): 80-83.
[5] 吳君. 大承載分布式空間機械臂鎖緊釋放機構研究[D]. 哈爾濱: 哈爾濱工業大學, 2014: 10-17.
WU Jun. Research on Large Load and Distributed Locking-Releasing Mechanism of Space Manipulator[D]. Harbin: Harbin Institute of Technology, 2014: 10-17.
[6] 韓邦成, 劉強. 基于自鎖原理的磁懸浮飛輪電磁鎖緊機構[J]. 光學精密工程, 2009, 17(10): 2456-2464.
HAN Bang-cheng, LIU Qiang. Electromagnetic Locking Device Based on Self-Locking for Magnetic Suspended Flywheel[J]. Optics and Precision Engineering, 2009, 17(10): 2456-2464.
[7] 吳泉蘭, 吳傳緒, 蔡洪江, 等. 卷煙機鉸鏈式大壓板鎖緊機構的設計與應用[J]. 設備管理與維修, 2019(5): 109-110.
WU Quan-lan, WU Chuan-xu, CAI Hong-jiang, et al. Design and Application of Hinged Large Press Plate Locking Mechanism for Cigarette Maker[J]. Plant Maintenance Engineering, 2019(5): 109-110.
[8] 周詩華, 張適洲, 吳泉蘭, 等. YJ17卷煙機大壓板鎖緊機構的優化設計[J]. 輕工科技, 2017, 33(10): 61-63.
ZHOU Shi-hua, ZHANG Shi-zhou, WU Quan-lan, et al. Optimum Design of the Locking Mechanism of the Big Press Plate of YJ17 Cigarette Maker[J]. Light Industry Science and Technology, 2017, 33(10): 61-63.
[9] 戴聞, 劉強, 袁松梅. 基于ADAMS二次開發的零部件約束庫建模仿真研究[J]. 機械工程師, 2007(9): 76-78.
DAI Wen, LIU Qiang, YUAN Song-mei. The Modeling and Simulation of Accessory Joint Based on ADAMS Secondary Development[J]. Mechanical Engineer, 2007(9): 76-78.
[10] LIU Ben-xue, YUAN Peng, WANG Meng-jian, et al. Optimal Design of High-Voltage Disconnecting Switch Drive System Based on ADAMS and Particle Swarm Optimization Algorithm[J]. Mathematics, 2021, 9(9): 1049.
[11] JIAN Wang, WANG Jian, ZHOU Li-li, et al. Dynamic Modeling and Cooperative Process Simulation in Cooperative Dual-Arm Robot Based on Adams[J]. Journal of Physics: Conference Series, 2020, 1621(1): 12041.
[12] 顏純. 碟形彈簧計算方法DIN2092—88[J]. 彈簧工程, 1991(1): 40-45.
YAN Chun. Calculation METHOd of DISC SPRINg DIN2092-88[J]. Spring Engineering, 1991(1): 40-45.
[13] SAYAT I. Synthesis of Four-Bar Linkage with Adjustable Crank Length for Multi-Path Generation[J]. IJMERR, 2020, 9(4): 489-481.
[14] JOSHUA K, PICKARD, JUAN A. Appropriate Synthesis of the Four-Bar Linkage[J]. Mechanism and Machine Theory, 2020, 153: 1-2.
[15] 劉文瑞, 孫建偉, 褚金奎. 基于小波特征參數的平面四桿機構軌跡綜合方法[J]. 機械工程學報, 2019, 55(9): 18-28.
LIU Wen-rui, SUN Jian-wei, CHU Jin-kui. Synthesis Method for Path Generation of a Planar Four-Bar Mechanism Based on the Wavelet Feature Parameters[J]. Journal of Mechanical Engineering, 2019, 55(9): 18-28.
Pressing Force Calculation and Optimization for Large Platen Regulating Mechanism in High-speed Cigarette Making Machine
MEI Guang-chuan1, HONG Guang-huai2, LI Yun-zhe2, LIU Hui-hua3
(1. Changde Tobacco Machinery Co., Ltd., China Tobacco Machinery Group, Hunan Changde 415000, China; 2. State Key Laboratory of Advanced Design & Manufacturing for Vehicle Body, Hunan University, Changsha 410082, China;3. Hunan Pangu Transmission Technology Co., Ltd., Changsha 410082, China)
The work aims to reduce the error between the diameter of the finished cigarette and the ideal cigarette to improve the rotation flexibility and locking reliability of the pipe-forming large platen regulating mechanism of the high-speed cigarette making machine. The working principles of large platen locking mechanism and cigarette diameter regulating mechanism were analyzed to study the large platen regulating mechanism and the rolling quality of cigarette. The pressing force of large platen was tested to get the working parameters of spring. The large platen regulating mechanism was optimized for reliable self-locking. Through measurement, the pressing force of the two large platens was 137 N and 147 N, respectively. The elastic force of the compression spring was greater than 209.8 N, which ensured non-separation of large platens and good rolling quality. The locking mechanism of the large platen realized good self-locking effect when the maximum length of the optimized connecting rod was in the range of [29.2 mm, 29.7 mm].The pressing force calculation of large platen and the optimization of self-locking mechanism can effectively improve the rolling efficiency of cigarette and ensure the production yield.
cigarette making machine; large platen; regulating mechanism; pressing force
TB486+.3
A
1001-3563(2022)13-0196-07
10.19554/j.cnki.1001-3563.2022.13.025
2021?09?07
高性能微型伺服器設計制造關鍵技術(2020WK2032)
梅光傳(1967—),男,工程師,主要研究方向為卷接技術。
洪廣懷(1995—),男,工程師,主要研究方向為機械設計。
責任編輯:曾鈺嬋
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
保健醫苑(2022年5期)2022-06-10 07:46:12
房地產導刊(2022年5期)2022-06-01 06:20:14
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
模具制造(2019年3期)2019-06-06 02:10:54
