淺析縱梁沖壓模具自動化設計
2022-07-26 05:27:42彭文虎陸靜易
模具制造 2022年6期
關鍵詞:設置
彭文虎,陸靜易,韋 毅,黃 锃
(柳州五菱汽車工業有限公司,廣西柳州 545007)
1 引言
縱梁類沖壓件作為汽車車架上的重要結構件,目前仍大量采用手工方式進行生產,生產節拍較低,人工勞動強度大,制約了生產成本的降低。隨著人工成本的不斷上漲,沖壓生產已經由人工生產逐漸向自動化生產過渡,如多工位生產模式、級進模生產模式、串聯線機器手抓取生產模式。對于外覆蓋件、地板類等大中型制件目前已基本實現自動化生產,但相對復雜、細長的縱梁類沖壓件還未普及自動化生產。對于縱梁類沖壓件自動化生產,需解決制件的定位穩定性、制件感應問題、制件卡在下模、廢料排出困難等問題。介紹了某車型后縱梁沖壓工藝及自動化生產的模具結構,對縱梁類沖壓件自動化生產問題提出了解決方案,滿足了串聯線機器手抓取自動化生產要求。
2 制件結構分析
某車型后縱梁如圖1所示,材質為B280VK,料厚為1.5mm,外形尺寸為1,660×152×142mm 頂面兩個面之間存在30mm 的高度差,此處容易產生起皺缺陷。且制件不是直的,大端頭側壁面擺了5°的角,制件容易扭曲。制件頂面和側壁都有孔,兩側壁拔模角均為3°。
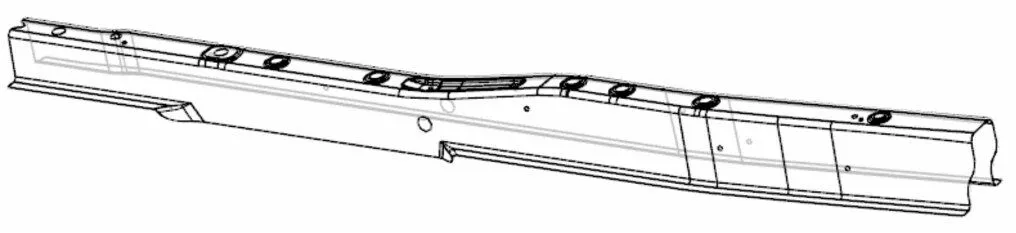
圖1 后縱梁
3 沖壓工藝分析
根據制件結構及特點,沖壓工藝定為4 工序,如圖2 至圖5 所示:OP10 拉 伸→OP20 切 邊 沖 孔→OP30翻邊側整形→OP40側切邊沖孔側沖孔。其中OP10側壁型面相對于制件外扒了30°,再通過OP30側整形整到制件所需的角度。
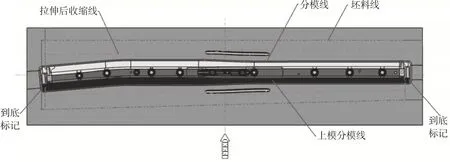
圖2 OP10拉伸
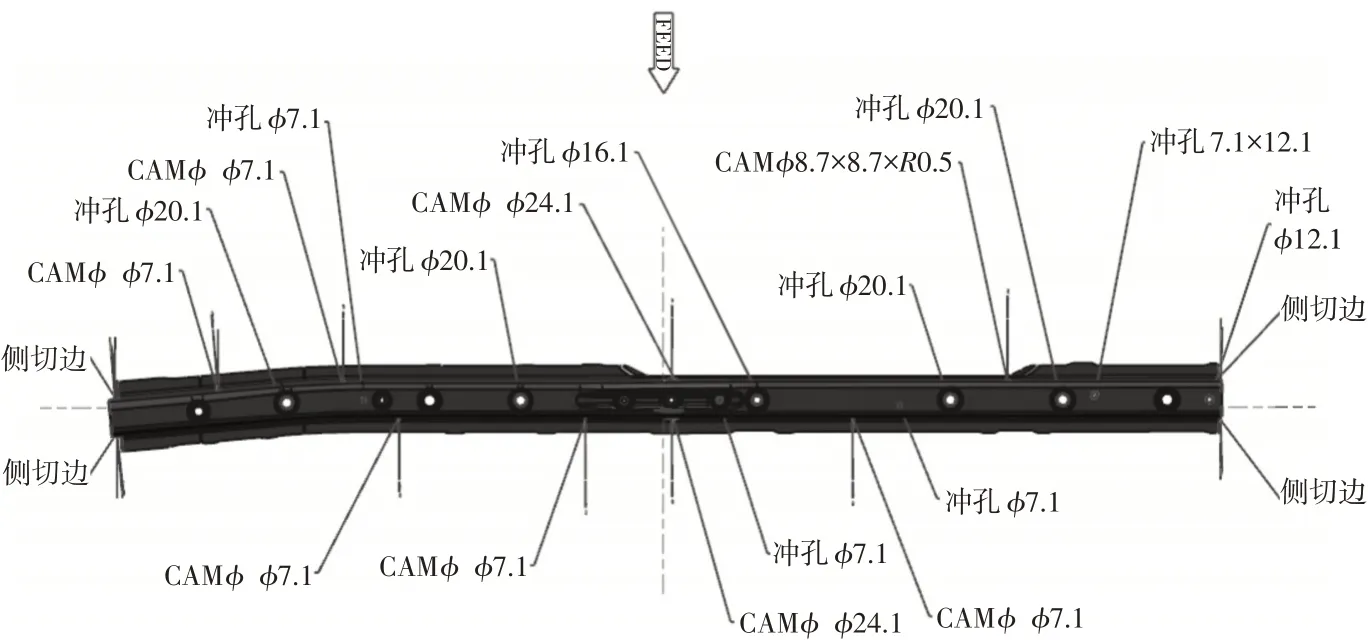
圖5 側切邊沖孔側沖孔
4 模具結構設計
4.1 拉伸模結構
自動化生產的模具,對沖壓完成后制件的位置穩定性要求較高,以便機械手能抓取制件順利放入下一工序模具上。該車型后縱梁頂面型面相對簡單,沖孔平臺凸包高度只有3mm,中部凹筋深度也只有5mm。在沖壓完成后,機床滑塊向上運動及壓邊圈回程的過程都會產生一定的振動,制件容易在前后方向及左右方向產生竄動,位置穩定性無法保證。
為解決OP10制件沖壓后位置穩定性問題,OP10 在工藝補充面上做了如下設置:
(1)壓料面在制件頂面存在高度差的斜面對應區域設置拉伸筋,拉伸筋高度為6mm,寬度為12mm,如圖6所示。
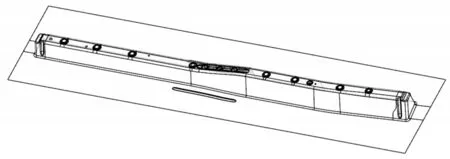
圖6 OP10拉伸筋位置示意圖
(2)兩端頭側壁工藝補充面上設置凹筋,凹筋的寬度為20mm,深度為8mm,頂面工藝補充面做一個沉臺,沉臺深度為10mm,如圖7所示。
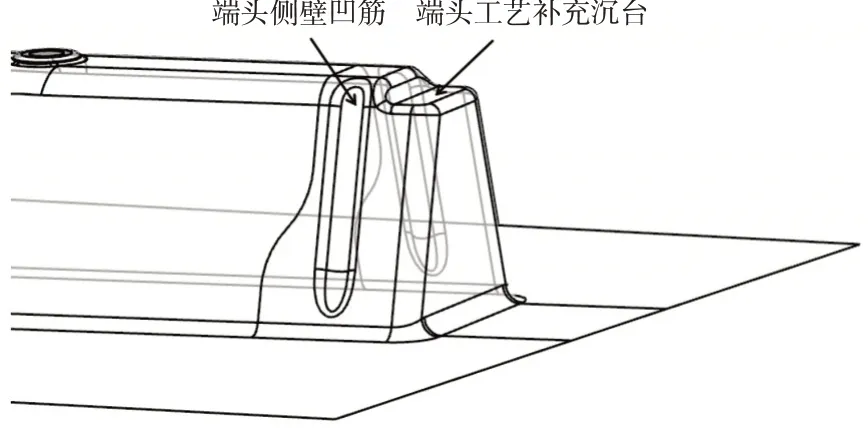
圖7 OP10端頭工藝補充示意圖
OP10 拉伸模上設置的兩段拉伸筋,能有效防止制件前后竄動;兩端頭頂面設置的沉臺結構及側壁凹筋能有效防止制件左右竄動,從而保證了制件的位置穩定性,如圖8所示。
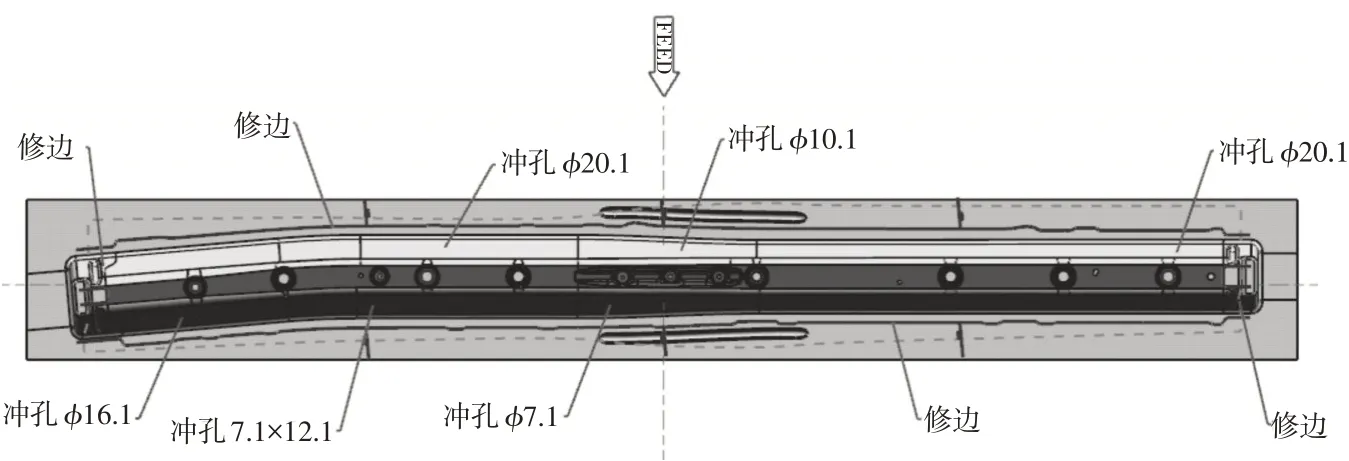
圖3 OP20切邊沖孔
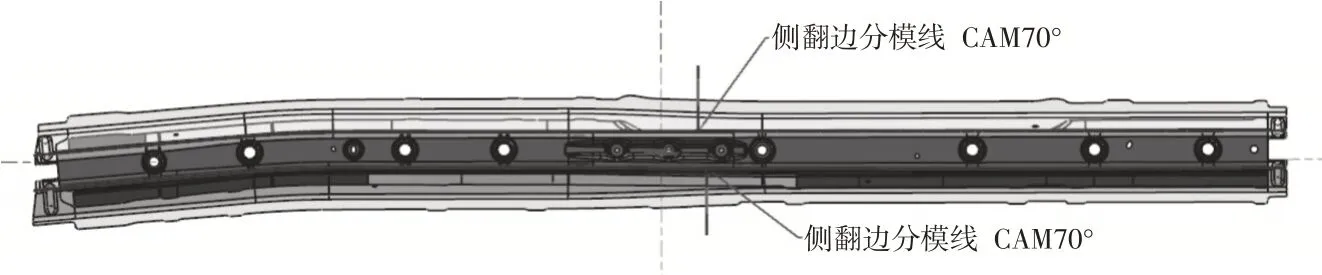
圖4 OP30翻邊側整形
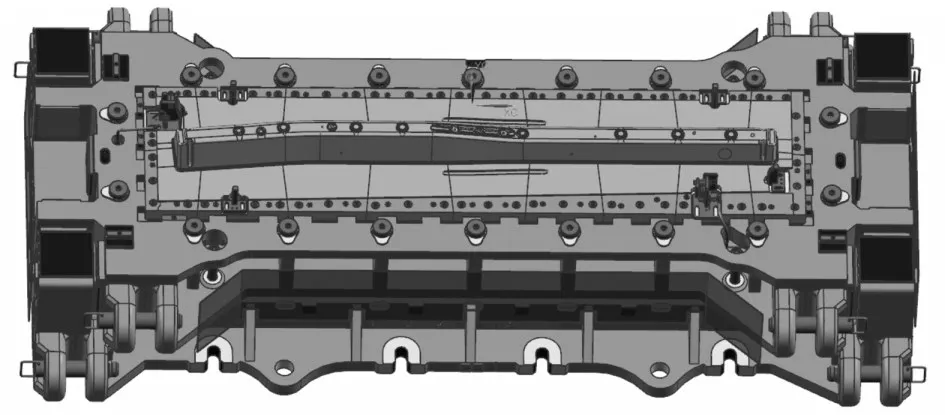
圖8 拉伸模結構圖
4.2 切邊沖孔模結構
OP10 拉伸模上設置的兩段拉伸筋,兩端頭頂面設置的沉臺結構及側壁凹筋不僅可以保證OP10制件的位置穩定性,同時也可以確保OP20定位的穩定性,如圖9所示。
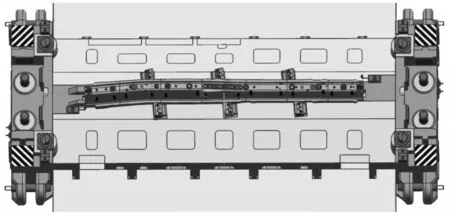
圖9 切邊沖孔模結構圖
縱梁類制件容易產生扭曲、回彈等缺陷,OP10制件放入OP20模具型腔內,很難與凸模完全貼合,如果離空過大,則傳感器無法感應到制件。沖壓自動化生產過程中,如傳感器不能穩定地感應到制件,則會導致自動化生產無法順暢進行。傳統的固定式傳感器安裝方式,如傳感器安裝位置過低,容易感應不到制件;如為了感應到制件,傳感器安裝位置高出凸模,則會壓壞傳感器。如取消或者屏蔽傳感器,則有可能導致制件放不到位就進行沖壓,甚至壓雙件,導致模具損壞。
為此,該模具設計了一種傳感器浮動機構,如圖10所示。傳感器浮動機構主要由傳感器固定塊、限位擋板、彈簧組成,傳感器可以通過限位擋板調整傳感器固定塊浮出凸模型面的高度,OP20壓件過程中,制件會先接觸傳感器的固定塊,從而保護了傳感器不被壓壞。
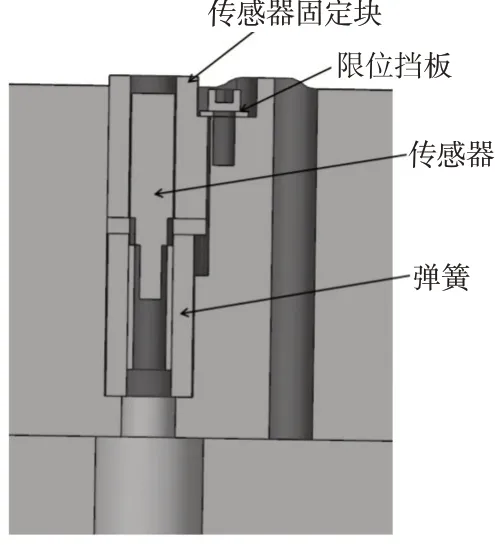
圖10 傳感器浮動機構
4.3 翻邊側整形模結構
因制件側壁拔模角只有3°,翻邊側整形工序采用側整形結構,如圖11所示。翻邊側整形工序因整改側壁扒口,有時會采用負角度進行側整形,制件容易卡下模,機器手很難將制件抓取出來。傳統手工線的頂料裝置通過氣缸進行頂料,如圖12所示,氣缸的進出氣通過手動控制或者機床飛輪的角度進行控制。該頂料方式如果進氣量調整過大,容易把制件頂飛出凸模型面,進氣量調整過小,制件未脫離凸模,機器手抓取不出來。
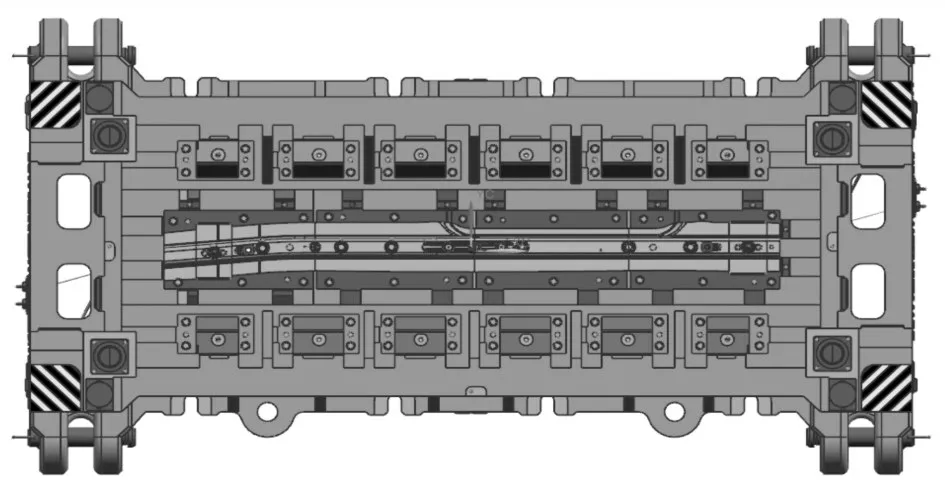
圖11 翻邊側整形模結構
圖12 手工線頂料方式
為保證制件能被順利頂出,在凸模定位銷處設置兩個浮動塊。浮動塊機構如圖13 及圖14 所示,浮動塊周圈設置4個導板與凸模進行導向,通過兩個限位螺釘進行限位,底部設置2 個氮氣缸和4 個墩死塊。浮動塊浮出凸模10mm,當OP20 制件放入OP30 模腔時,主要靠兩個浮動塊進行支撐和浮動塊上的兩個定位銷進行定位。上模往下運動時,上模壓料芯首先接觸制件和兩個浮動塊,再把制件和浮動塊壓到凸模上,保證制件和凸模頂面完全貼合,斜楔鑲塊再進行翻邊和整形。翻邊整形完成后,壓料芯往上運動時,兩個浮動塊把制件頂出凸模型面,與凸模分離,此時機器手可以順暢的抓取出制件。
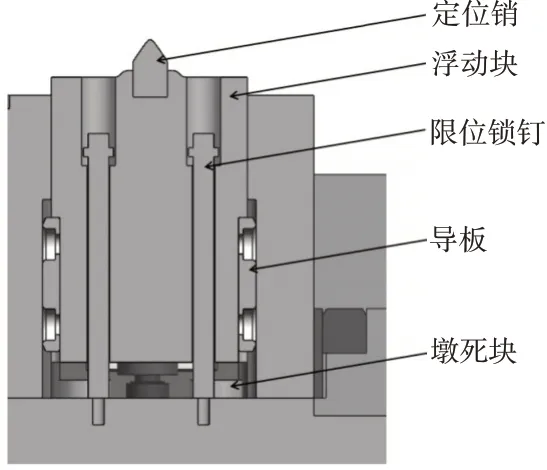
圖13 浮動塊機構示意圖Ⅰ
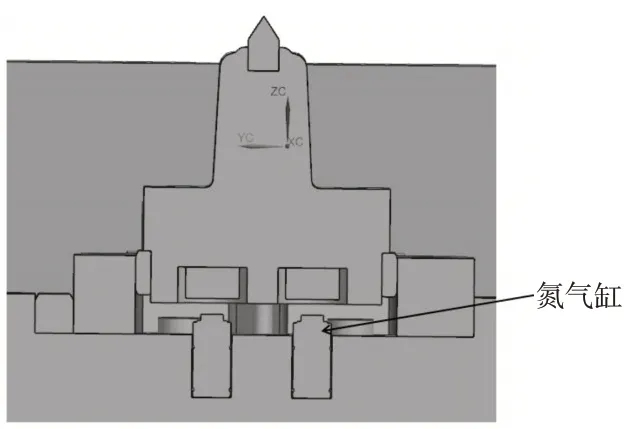
圖14 浮動塊機構示意圖Ⅱ
4.4 制件抓取
因縱梁類制件比較細長,且制件頂面沖孔較多,機器手端拾器上采用外形較大的圓形扁平吸盤不好布置,且容易漏氣,應選用橢圓扁平吸盤或者吸力更強的永磁吸盤,如圖15和圖16所示,增加機器手抓取制件的穩定性和避免制件在抓取過程中掉落的風險。
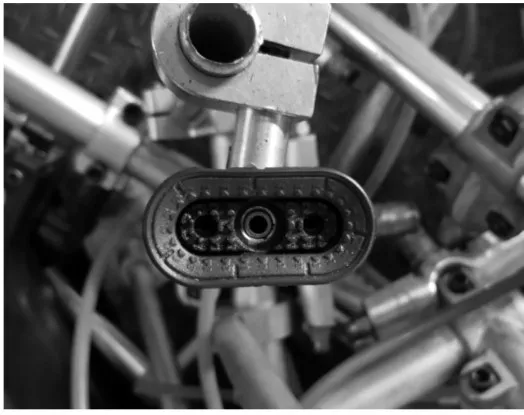
圖15 橢圓扁平吸盤

圖16 永磁吸盤
4.5 模具結構強度
因縱梁類制件比較細長,模具設計得也比較細長,而機床臺面上的廢料坑設置又比較大,模具會有很大一部分懸空在廢料坑上。為保證模具受力強度,懸空在機床廢料坑上的模具筋條需加強,主筋厚度由40mm 增加到50mm,副筋厚度由30mm 增加到40mm,如圖17所示。

圖17 模具筋條加強示意圖
4.6 廢料排出
切邊及沖孔廢料能否順利排出也是縱梁類制件自動化生產的關鍵問題。為保證廢料滑出角度能達到25°,模具的閉合高度相比于手工線要進行相應加高。切邊及沖孔凹模刃口底部需要加大讓空,保證每次沖切廢料都能順利排出,避免廢料堆積。對于一些沖孔廢料難以滑出到機床外的,也可以充分利用機床上的廢料坑,模具設計時將廢料直接排入廢料坑。
5 結束語
本文結合后縱梁沖壓自動化生產容易出現的問題給出了相應的解決方案:
(1)在拉伸工藝補充面及壓料面上設置筋條,增加拉伸模及切邊沖孔模的定位穩定性。
(2)在切邊沖孔模及翻邊整形模上設置傳感器浮動機構,能穩定感應到制件。
(3)在翻邊整形模上設置頂料浮動塊,避免了制件卡在下模的風險。
(4)機器手端拾器上選用橢圓扁平吸盤及永磁吸盤可以增加機器手抓取制件的穩定性和避免制件在抓取過程中掉落的風險。
(5)對于模具結構強度及廢料排出問題給出了建議。
猜你喜歡
少先隊活動(2021年4期)2021-07-23 01:46:22
水上消防(2020年5期)2020-12-14 07:16:18
中國畢業后醫學教育(2020年5期)2020-12-06 06:52:46
鐵道通信信號(2019年7期)2019-10-08 08:38:02
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
鐵道通信信號(2018年1期)2018-06-06 02:27:38
玩具世界(2017年9期)2017-11-24 05:17:29
作文評點報·低幼版(2017年42期)2017-11-16 22:12:34
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
