GH4169焊接與熱處理后拉伸性能試驗(yàn)研究*
2022-07-25 02:59:40于浩,董江
機(jī)械研究與應(yīng)用 2022年3期
關(guān)鍵詞:深度
于 浩,董 江
(中國飛行試驗(yàn)研究院,陜西 西安 710089)
0 引 言
航空發(fā)動(dòng)機(jī)作為飛機(jī)的心臟,其內(nèi)部構(gòu)件的結(jié)構(gòu)強(qiáng)度直接影響飛機(jī)的飛行安全[1-3]。由于流場測量裝置需安裝在發(fā)動(dòng)機(jī)流道內(nèi),如果出現(xiàn)破損、斷裂之類的結(jié)構(gòu)破壞,輕則損傷發(fā)動(dòng)機(jī)轉(zhuǎn)子部件,重則導(dǎo)致機(jī)毀人亡的重大事故,因此結(jié)構(gòu)強(qiáng)度是發(fā)動(dòng)機(jī)流場測量裝置設(shè)計(jì)的關(guān)鍵指標(biāo)[4-5]。某發(fā)動(dòng)機(jī)在試飛過程中需要在渦輪后加裝流場測量裝置,該部位溫度較高,傳統(tǒng)的材料不足以滿足高溫下的強(qiáng)度要求,擬選用GH4169作為測量裝置的主體材料,由于該測量裝置在加工過程中需要進(jìn)行焊接,為保證結(jié)構(gòu)強(qiáng)度滿足使用要求,需要對GH4169焊接后的材料性能進(jìn)行研究。GH4169合金(美國牌號(hào)Inconel718)是一種沉淀強(qiáng)化型鎳基高溫合金,在650 ℃以下具有屈服強(qiáng)度高、塑性好、抗氧化能力強(qiáng)、焊接性能好的特點(diǎn)[6-7]。目前國內(nèi)外關(guān)于GH4169材料的力學(xué)性能在高溫合金手冊中已有較詳細(xì)的介紹[8]。
釬焊是焊接高溫合金常用的方法之一[9],同材釬焊具有良好的潤濕性,能夠形成良好的焊接接頭。但是由于釬材中添加了Si、B等降低熔點(diǎn)的材料,易導(dǎo)致接頭脆化使接頭的性能降低[10-11],同時(shí)釬焊過程也會(huì)破壞GH4169材料的組織,使焊接區(qū)域晶粒粗大,產(chǎn)生較大的殘余應(yīng)力[12]。為提高GH4169的焊接性能,國內(nèi)外研究者進(jìn)行了一些研究,A.T.Egbewande等人[13]研究了焊接前熱處理方式對焊接熱影響區(qū)域裂紋敏感度的影響,研究發(fā)現(xiàn)熱處理時(shí)產(chǎn)生較少晶間液化的試件在焊接時(shí)有更高的裂紋敏感性;方海鵬等[14]研究了熱處理對GH4169電子束焊接頭的影響,發(fā)現(xiàn)焊接接頭的強(qiáng)度較未進(jìn)行熱處理時(shí)提高了61%;張奇等[15]對GH4169零件釬焊接后的性能恢復(fù)工藝進(jìn)行了研究,確定了改善GH4169材料釬焊后性能的最優(yōu)工藝參數(shù)。
筆者設(shè)計(jì)加工了GH4169焊接試驗(yàn)試件,研究了三種不同深度斜切口試件焊接接頭的接合效果,確定了接頭切口深度;另外,對三種不同焊接及熱處理工序的試件及兩件對比試件進(jìn)行拉伸試驗(yàn),研究了焊接及熱處理工序?qū)H4169材料拉伸性能的影響。
1 試驗(yàn)件設(shè)計(jì)
試驗(yàn)選用了棒試件作為實(shí)驗(yàn)對象,其結(jié)構(gòu)尺寸如圖1所示。
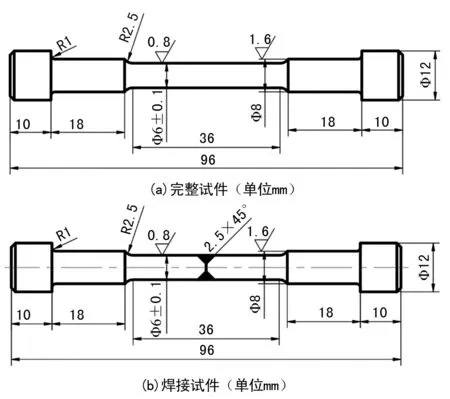
圖1 試驗(yàn)件圖紙
試件總長度96 mm,分為三個(gè)部分,裝夾段、過渡段和標(biāo)距段,標(biāo)距段長36 mm,直徑6 mm。焊接試件在完整試件標(biāo)距段中間截?cái)啵瑸楸WC試驗(yàn)件焊接強(qiáng)度,在焊接部分加工45°斜切口,焊接采用釬焊的方式,焊絲材料與母材相同。焊接完成后對焊接處進(jìn)行打磨處理,保持焊接處的試件直徑與標(biāo)距段保持一致,試件表面平整光滑。
2 接頭切口深度確定試驗(yàn)
試驗(yàn)件直徑較大,在焊接過程中由于對接部位較深,可能造成接頭中心位置焊接不完全,存在空心現(xiàn)象,因此在正式試驗(yàn)前對試件的焊接效果進(jìn)行了試驗(yàn)研究。通過在接頭處加工一定深度的斜切口提高試驗(yàn)件的有效焊接深度,當(dāng)切口深度分別為1 mm、2 mm、2.5 mm時(shí)焊接后橫斷面如圖2所示。
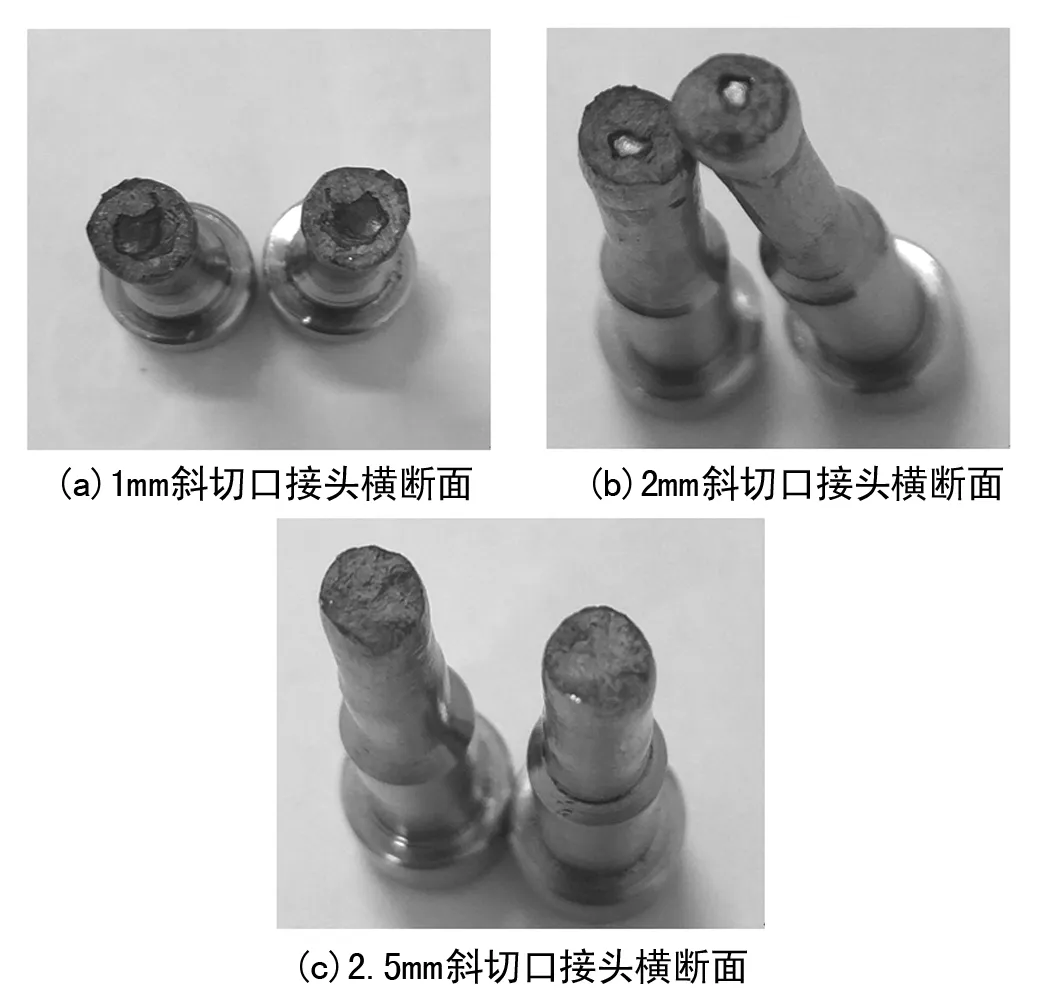
圖2 接頭焊接效果對比
從試件的橫斷面可以發(fā)現(xiàn),當(dāng)斜切口深度為1 mm時(shí),對接面的直接接觸面積較大,由于焊接時(shí)材料的熔合深度不足以到達(dá)試件的中心,因此在試件中心位置出現(xiàn)了較大的未接合部位,焊接缺陷明顯。增加斜切口的深度到2 mm時(shí),焊接橫斷面的未接合部分面積明顯縮小,繼續(xù)提高斜切口的深度到2.5 mm,可以看到焊接部位已經(jīng)完全接合,從試驗(yàn)結(jié)果可以看出將斜切口的深度定為2.5 mm時(shí)焊接效果能夠滿足試驗(yàn)要求,故將接合面斜切口深度定為2.5 mm。
3 拉伸試驗(yàn)
拉伸試驗(yàn)系統(tǒng)以深圳SANS CMT5105電子拉伸試驗(yàn)機(jī)為平臺(tái),此平臺(tái)集成了萬能夾具和電子引伸計(jì),能夠在大氣環(huán)境下針對金屬材料開展力學(xué)試驗(yàn),最大拉力100 kN,溫度為15 ℃。拉伸試驗(yàn)采用位移控制,加載速率選用GB/T 228.2-2010推薦的應(yīng)變率10-4量級(jí),符合準(zhǔn)靜態(tài)加載要求。試驗(yàn)件通過卡頭安裝在試驗(yàn)機(jī)上,在試驗(yàn)開始階段使用引伸計(jì)測量試件應(yīng)變,在試驗(yàn)件進(jìn)入屈服階段后,取下引伸計(jì)以保護(hù)設(shè)備,如圖3所示。
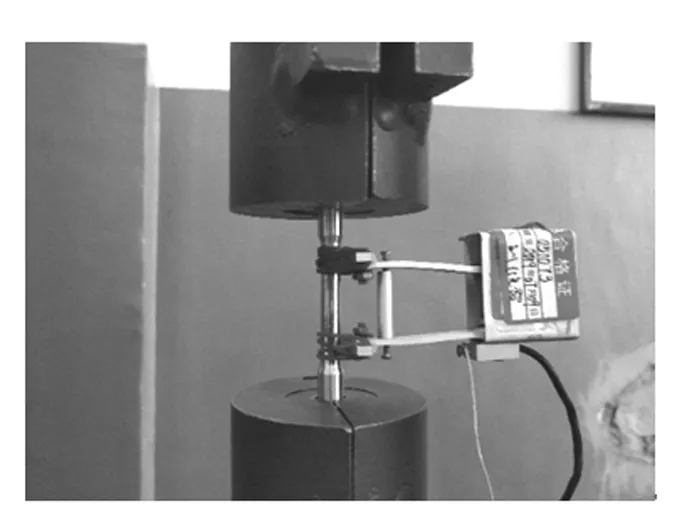
圖3 試驗(yàn)件的安裝
為研究不同的焊接熱處理工藝順序?qū)υ囼?yàn)件的拉伸強(qiáng)度影響,分別開展五組試件拉伸試驗(yàn),如表1所列。
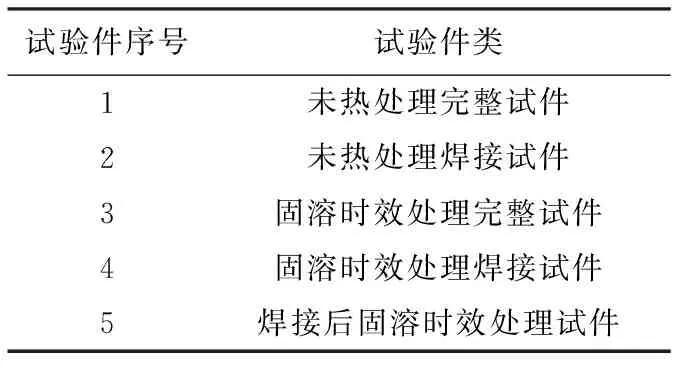
表1 試驗(yàn)件分類明細(xì)表
拉伸試驗(yàn)按以下步驟進(jìn)行:
(1) 將試件上端固定在試驗(yàn)機(jī)上夾具內(nèi),調(diào)整試驗(yàn)機(jī)到零點(diǎn)。
(2) 將引伸計(jì)用橡皮筋固定在試驗(yàn)件標(biāo)距段內(nèi)。
(3) 開動(dòng)試驗(yàn)機(jī)進(jìn)行拉伸,控制拉伸速度為0.2 mm/min,并記錄數(shù)據(jù)。
(4) 當(dāng)試驗(yàn)件進(jìn)入屈服階段后,將引伸計(jì)取下,繼續(xù)進(jìn)行拉伸試驗(yàn)直到試件斷裂。
4 試驗(yàn)結(jié)果分析
開展未經(jīng)過時(shí)效處理的原始材料及其焊接后試件拉伸試驗(yàn)。根據(jù)實(shí)驗(yàn)數(shù)據(jù)作出了試件名義應(yīng)力和卡頭位移的關(guān)系曲線,如圖4所示。

圖4 未熱處理試件試驗(yàn)曲線
由試驗(yàn)結(jié)果可知,對于未進(jìn)行熱處理的試件,焊接試件與完整試件的拉伸強(qiáng)度基本保持不變,分別為825 MPa和820 MPa。但從拉伸曲線可以看出,相對于完整試件,焊接試件的拉伸曲線在過屈服后斜率更大,同時(shí)斷裂時(shí)的卡頭位移距離更小,未進(jìn)行熱處理的試件經(jīng)過焊接后其韌性降低,延展性變差,完整試件延伸率為68%,焊接試件的延伸率為28%。如圖5所示的試件的斷口可以看出,完整試件在斷裂前經(jīng)過了明顯的縮頸過程,斷口接近45°斜向斷裂;焊接試件沒有明顯的頸縮過程,斷口接近平面斷裂。
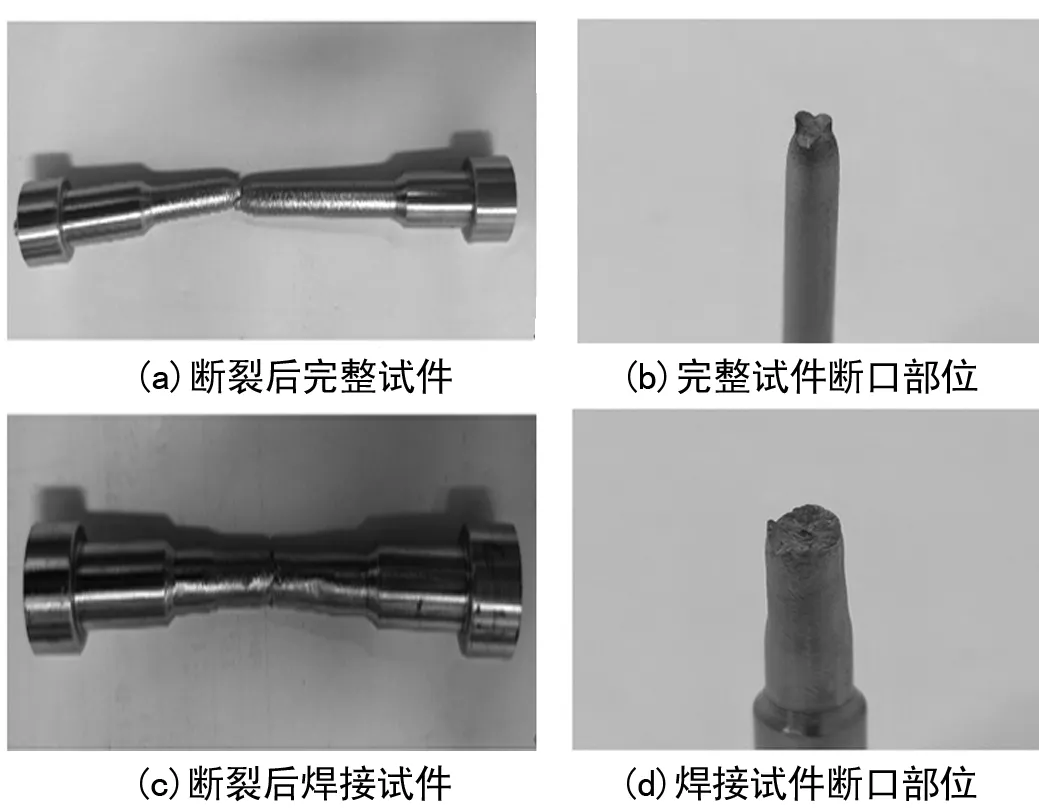
圖5 未熱處理試件
在實(shí)際使用過程中,為提高材料的強(qiáng)度會(huì)對材料進(jìn)行固溶時(shí)效處理,熱處理的方式為(950~980)±10 ℃,1 h;720±5 ℃空冷,8 h,50 ℃/h,爐冷至620±5 ℃,8 h。
分別對固溶時(shí)效處理后的完整試件和焊接試件進(jìn)行了拉伸試驗(yàn),根據(jù)拉伸試驗(yàn)數(shù)據(jù)做出了試件名義應(yīng)力和卡頭位移之間的關(guān)系曲線,如圖6所示。
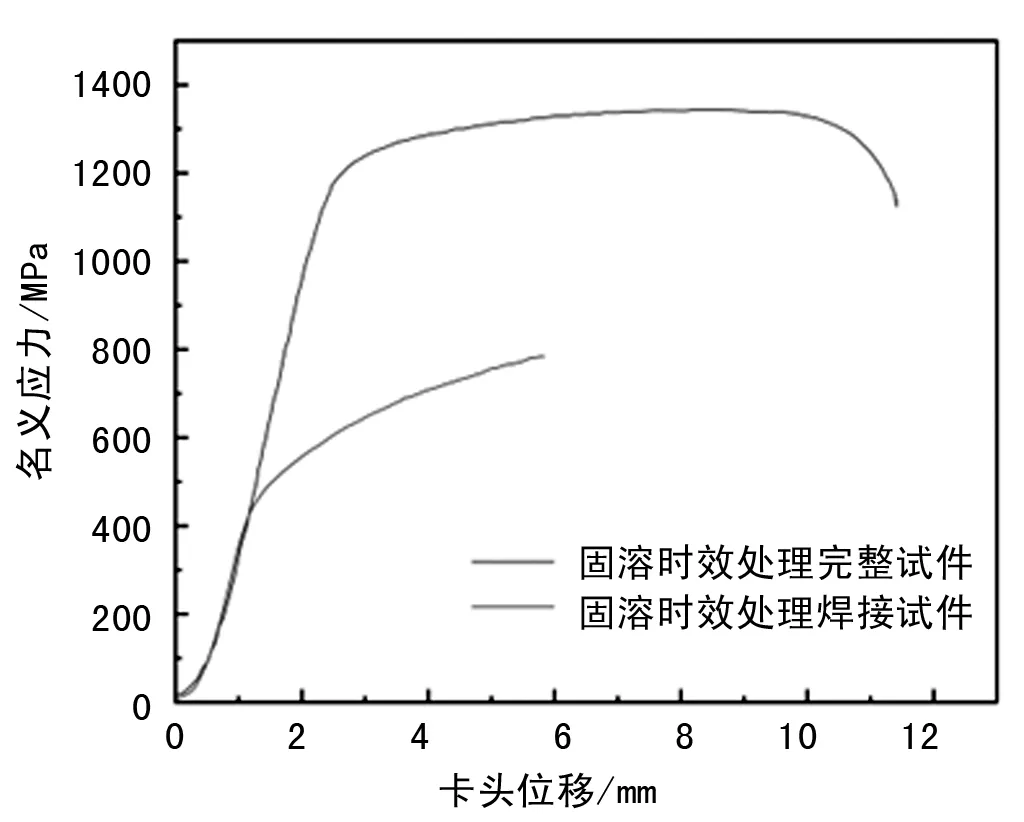
圖6 固溶時(shí)效處理試件試驗(yàn)曲線
由實(shí)驗(yàn)數(shù)據(jù)可知,GH4169材料經(jīng)過固溶時(shí)效處理之后,其拉伸強(qiáng)度顯著提高,拉伸極限強(qiáng)度達(dá)到1 430 MPa,但同時(shí)材料韌性降低,試件延伸率降低至22%。固溶時(shí)效處理試件焊接性能較差,焊接試件拉伸強(qiáng)度為770 MPa,僅為完整試件的53.8%。試件的延伸率為11%,相比于熱處理后的完整試件進(jìn)一步降低。從實(shí)驗(yàn)結(jié)果來看,焊接對試件的熱處理效果破壞較明顯,對比可以發(fā)現(xiàn),熱處理后焊接試件的拉伸強(qiáng)度不及未熱處理焊接試件的拉伸強(qiáng)度,且斷口位置都在接頭位置,說明接頭位置是焊接試件的薄弱點(diǎn)。試驗(yàn)件斷口如圖7所示。

圖7 固溶時(shí)效處理試件
鑒于熱處理后試件的焊接強(qiáng)度下降明顯,不能滿足結(jié)構(gòu)的使用要求,為提高焊接強(qiáng)度,調(diào)整工藝順序,對原始棒材先進(jìn)行焊接再對焊接后的試件進(jìn)行固溶時(shí)效處理,再將試驗(yàn)件標(biāo)距段打磨處理,焊接后固溶時(shí)效處理試件與焊接前固溶時(shí)效處理試件以及固溶時(shí)效處理完整試件的的拉伸曲線對比如圖8所示。
由圖8可以看出,焊接后固溶時(shí)效處理試件的拉伸強(qiáng)度為1 230 MPa,其焊接強(qiáng)度相當(dāng)于固溶時(shí)效處理完整試件的91.8%,相對于焊接前固溶時(shí)效處理試件有明顯的提高,但材料的韌性降低程度較大,延伸率僅為4.2%,通過實(shí)驗(yàn)曲線可以發(fā)現(xiàn),焊接后固溶時(shí)效處理試件的韌性下降比較嚴(yán)重,屈服后短時(shí)間內(nèi)就發(fā)生了斷裂,從如圖9所示的試件斷口可以看出二者的明顯區(qū)別,焊接后的試件斷口與主應(yīng)力方向垂直,斷口平齊,斷裂方式為脆性斷裂,而標(biāo)準(zhǔn)試件斷裂時(shí)發(fā)生了較大的塑性變形,斷口附近有明顯縮頸現(xiàn)象,有較為明顯的斜斷面,斷面位于最大切應(yīng)力方向,斷裂為韌性斷裂。鑒于材料的這種特性,在使用過程中需要提高材料的安全系數(shù),將焊接部位設(shè)計(jì)在應(yīng)力水平較低的位置,以防因瞬時(shí)應(yīng)力過大導(dǎo)致結(jié)構(gòu)在焊接部位產(chǎn)生脆性斷裂,造成嚴(yán)重事故。
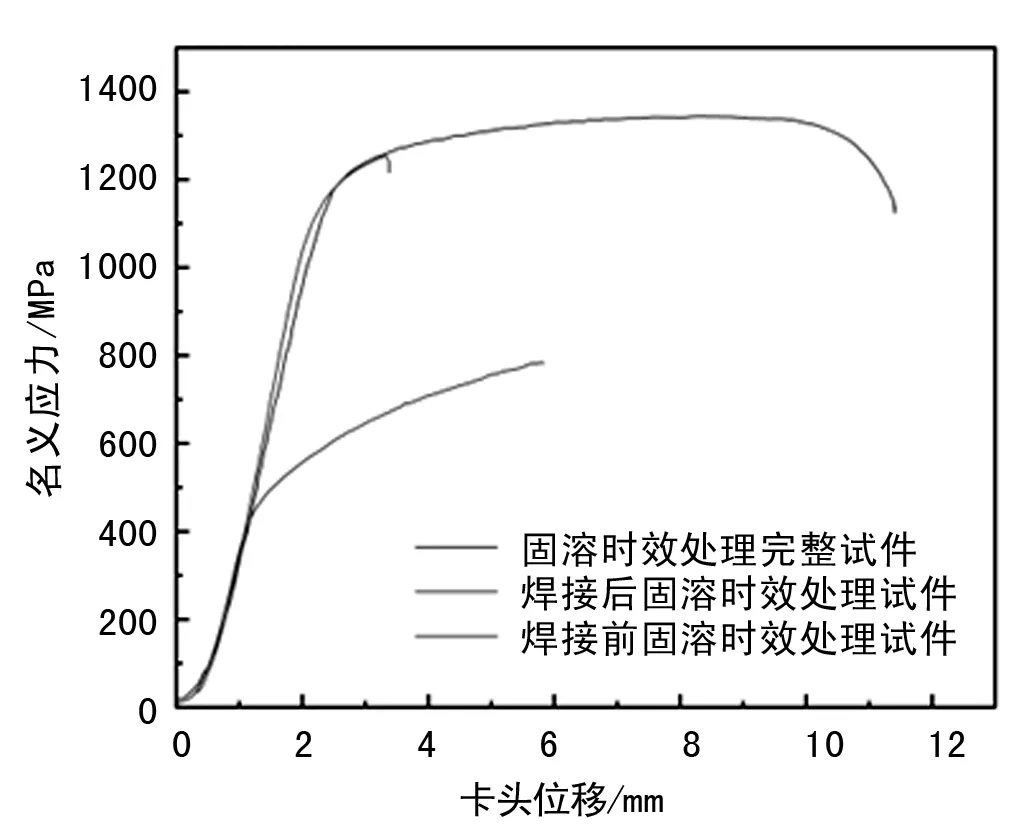
圖8 焊接后固溶時(shí)效處理試件拉伸曲線
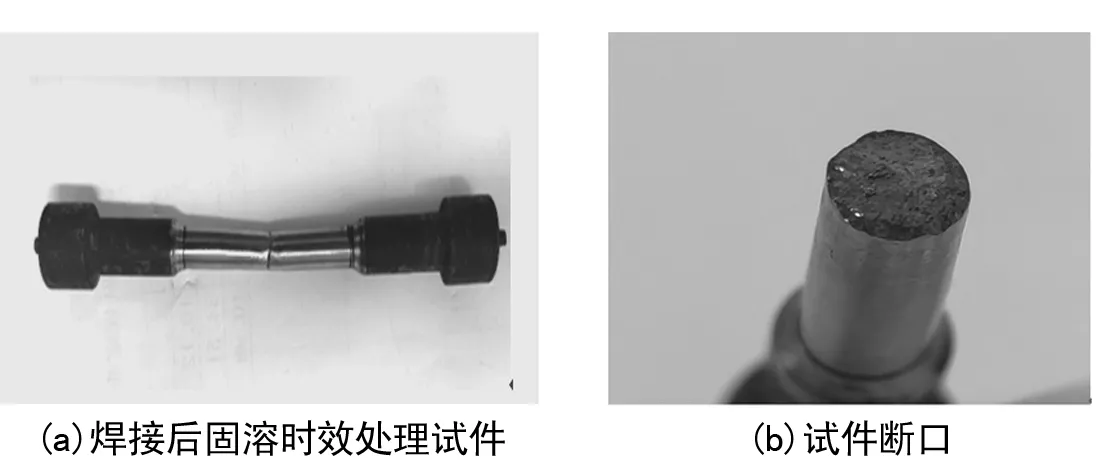
圖9 焊接后固溶時(shí)效處理試件
5 結(jié) 論
通過開展不同接頭切口深度焊接效果及焊接熱處理工序?qū)H4169材料拉伸性能的影響研究,重點(diǎn)結(jié)果總結(jié)如下。
(1) GH4169材料在焊接過程中熔合深度小于1 mm,需要在接頭位置加工深度適當(dāng)?shù)男鼻锌诓拍苁菇宇^部位完全熔合,可為后續(xù)構(gòu)件的制造工藝設(shè)計(jì)提供參考。
(2) 未熱處理的GH4169材料拉伸強(qiáng)度為825 MPa,截?cái)嗪附雍罄鞆?qiáng)度為820 MPa,拉伸強(qiáng)度未見明顯變化,韌性有較明顯的下降;經(jīng)固溶時(shí)效處理的GH4169材料拉伸強(qiáng)度為1430 MPa,提高73%,截?cái)嗪附雍蟮睦鞆?qiáng)度為770 MPa,焊接性能明顯降低。
(3) GH4169材料焊接后進(jìn)行固溶時(shí)效處理可以大幅地提高焊接部位的拉伸強(qiáng)度,可以達(dá)到1230 MPa,為未經(jīng)焊接時(shí)的91.8%,但是試件的韌性下降較大,試驗(yàn)件延伸率僅為4.2%,說明經(jīng)過固溶時(shí)效處理的焊接部位在過屈服后極易發(fā)生脆性斷裂,因此在使用過程中應(yīng)提高安全系數(shù),避免焊接部位的應(yīng)力水平過高,為后續(xù)測量裝置制造工藝及強(qiáng)度設(shè)計(jì)提供了參考。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2022年6期)2022-06-05 06:50:50
快樂學(xué)習(xí)報(bào)·教育周刊(2022年16期)2022-05-01 21:25:05
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
藝術(shù)品鑒證.中國藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國藝術(shù)金融(2018年6期)2019-01-08 02:43:04
藝術(shù)品鑒證.中國藝術(shù)金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設(shè)與管理(2015年15期)2015-03-20 15:18:57