36.00R51阻燃巨型工程機械子午線輪胎的研制
2022-07-20 01:04:16王傳鑄王銀竹殷洪鑫劉利民
橡膠工業 2022年6期
王傳鑄,趙 君,王銀竹,殷洪鑫,劉利民
[泰凱英(青島)專用輪胎技術研究開發有限公司,山東 青島 266100]
渣包車是一種冶金渣水的專用運輸車,屬于特殊用途工程機械車輛,主要用于運輸溫度為 1 100~1 300 ℃的廢渣水[1-2]。由于渣包車輪胎在使用過程中胎面和胎側極易被高溫渣水灼燒而引起輪胎燃燒失效,導致輪胎的使用壽命短和車輛的運輸成本高[3];此外,輪胎燃燒失效極易導致輪胎爆破而使高溫廢渣水傾瀉出來,造成極大的安全事故[4]。
市場調研結果顯示,某型號渣包車配套國際某知名品牌36.00R51巨型工程機械子午線輪胎,用于運輸冶煉后的高溫渣水,其輪胎在使用過程全部燃燒失效,平均壽命僅2~4個月,而花紋磨損不到5%,輪胎的使用成本極高。針對此特殊工況特點,我公司設計阻燃胎面膠和胎側膠配方[5-9],并對輪胎材料分布進行優化設計,開發了36.00R51阻燃巨型工程機械子午線輪胎,將其使用壽命延長到4個月以上,滿足了客戶需求。現將產品設計情況簡介如下。
1 實驗
1.1 主要原材料
天然橡膠(NR),STR20,泰國進口產品;順丁橡膠(BR),牌號9000,中國石化北京燕山石油化工有限公司產品;丁苯橡膠(SBR),牌號1502,德國朗盛公司產品;炭黑N220和N330,江西黑貓炭黑股份有限公司產品;白炭黑,羅地亞白炭黑(青島)有限公司產品;十溴二苯醚、硼酸鋅和三氧化二銻,濟南泰星精細化工有限公司產品。
1.2 配方
常規胎面膠配方:NR 80,SBR 20,炭黑N220 60,氧化鋅 3,防老劑4020/RD 3.5,促進劑TBBS/硫黃 2.7,其他 3.5。
阻燃胎面膠配方:NR 80,SBR 20,炭黑N220 35,白炭黑 20,氧化鋅 3,防老劑4020/RD 3.5,十溴二苯醚/硼酸鋅/三氧化二銻 38,促進劑TBBS/硫黃 2.9,其他 3.5。
常規胎側膠配方:NR 45,BR 55,炭黑N330 52,氧化鋅 5,防老劑4020/RD/DTPD 3.9,促進劑TBBS/硫黃 2.25,其他 5.1。
阻燃胎側膠配方:NR 50,BR 50,炭黑N330 44,白炭黑 7,氧化鋅 5,防老劑4020/RD/DTPD 3.9,十溴二苯醚/硼酸鋅/三氧化二銻 35,促進劑TBBS/硫黃 2.55,其他 5.1。
1.3 主要設備和儀器
XK-160型開煉機,上海橡膠機械廠產品;GK270型和GK400型密煉機,益陽橡膠塑料機械集團有限公司產品;XLB-Q 400×400×2型平板硫化機,上海第一橡膠機械廠有限公司產品;MDR2000型硫化儀和T2000型拉力機,美國阿爾法科技有限公司產品;橡膠氧指數測試儀,沈陽紫微恒檢測設備有限公司產品。
1.4 膠料混煉
(1)常規胎面膠和胎側膠的混煉采用常規混煉工藝[10]。
(2)阻燃胎面膠和胎側膠的混煉工藝如下。
小配合試驗膠料在開煉機上進行混煉,加料順序為:生膠→小料→炭黑和白炭黑→十溴二苯醚、硼酸鋅和三氧化二銻→硫黃和促進劑。
大料配合試驗膠料在密煉機中進行混煉,采用3段混煉工藝。
一段混煉在GK400型密煉機中進行,轉子轉速為42 r·min-1,排膠溫度為(165±4)℃,加料順序為:生膠、小料→炭黑、1/2十溴二苯醚、硼酸鋅和三氧化二銻→排膠、冷卻、下片。
二段混煉在GK400型密煉機中進行,轉子轉速為39 r·min-1,排膠溫度為(160±4)℃,加料順序為:一段混煉膠(停放6~32 h)→白炭黑、剩余1/2十溴二苯醚→排膠、冷卻、下片。
三段混煉在GK270型密煉機中混煉,轉子轉速為20 r·min-1,排膠溫度為(105±4)℃,加料順序為:二段混煉膠(停放6~32 h)→硫黃、促進劑→排膠、冷卻、下片。
1.5 性能測試
各項性能均按照相應國家標準進行測試。
2 結果與討論
2.1 小配合試驗
小配合試驗結果如表1所示。
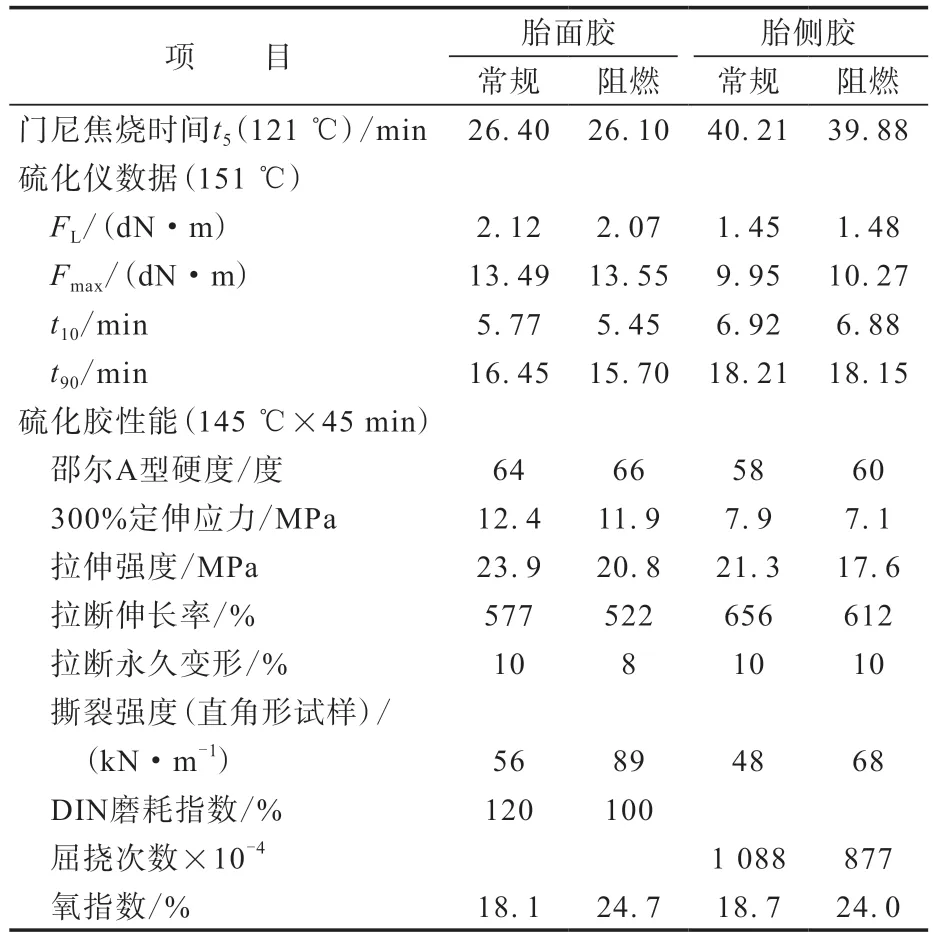
表1 小配合試驗結果Tab.1 Laboratory test results
從表1可以看出:與常規胎面膠和胎側膠相比,阻燃胎面膠和胎側膠的硫化特性變化不大;300%定伸應力、拉伸強度和拉斷伸長率降低;胎側膠的屈撓壽命縮短;阻燃胎面膠和胎側膠的氧指數均達到24%以上,阻燃胎面膠的阻燃性能比常規胎面膠提高36%,阻燃胎側膠的阻燃性能比常規胎側膠提高28%。
2.2 大配合試驗
大配合試驗結果如表2所示。
從表2可以看出:與常規胎面膠和胎側膠相比,阻燃胎面膠和胎側膠的硫化特性變化不大,300%定伸應力、拉伸強度和拉斷伸長率降低;胎側膠的屈撓壽命縮短;阻燃胎面膠和胎側膠的氧指數均達到24%以上,阻燃胎面膠的阻燃性能比常規胎面膠提高37%,阻燃胎側膠的阻燃性能比常規胎側膠提高29%。大配合試驗結果與小配合試驗結果一致。

表2 大配合試驗結果Tab.2 Workship test results
雖然阻燃胎面膠的磨耗性能比常規胎面膠降低,但考慮到輪胎在實際使用中花紋磨損極小時即失效,因此阻燃輪胎的耐磨性能完全滿足使用要求。
在室內使用酒精燈點燃常規胎面膠和胎側膠試片以及阻燃胎面膠和胎側膠試片,酒精燈移除后常規胎面膠和胎側膠試片劇烈燃燒至盡,而阻燃胎面膠和胎側膠試片在酒精燈移開后5 s內迅速熄滅,阻燃性能良好。分析認為:膠料的氧指數增大,阻燃性能提高[11-14],大氣中氧氣含量約為21%,常規胎面膠和胎側膠的氧指數均低于19%,因此在空氣中著火后可劇烈燃燒;阻燃胎面膠和胎側膠的氧指數均在24%以上,阻燃性能大幅提高,在空氣中被引燃后可自滅。
阻燃胎側膠的屈撓壽命比正常胎側膠縮短17%,常規輪胎實際使用30個月時胎側無裂口問 題[15-16],據此推算阻燃胎側膠可保證使用24個月以上無裂口問題,完全滿足客戶4個月以上使用壽命需求。
2.3 成品輪胎路試
根據阻燃胎面膠和胎側膠性能及客戶需求,對36.00R51巨型工程機械子午線輪胎胎側和胎面材料分布進行優化設計[17],并應用阻燃胎面膠和胎側膠試生產4條36.00R51阻燃巨型工程機械子午線輪胎發往某煉鋼廠進行路試。
36.00R51阻燃巨型工程機械子午線輪胎與競品輪胎的路試結果對比如表3所示。
從表3可知,阻燃輪胎除1條抗刺扎失效外,其余3條均為炭化失效,平均使用壽命達到154 d(約5個月),達到客戶4個月以上的使用壽命要求,較4條燃燒失效的競品輪胎的平均壽命(110 d)延長了44 d,延長40%。使用阻燃輪胎經濟效益明顯,可顯著降低客戶的輪胎使用成本、提高渣水運輸過程中的安全性,產品獲得客戶的認可。
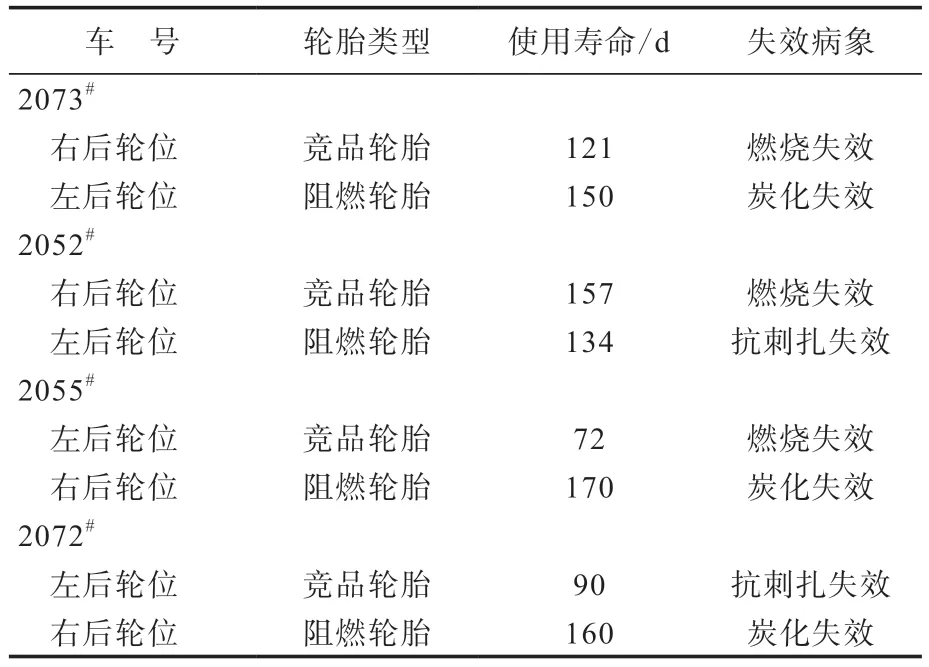
表3 成品輪胎路試結果Tab.3 Road test results of finished tires
3 結論
(1)小配合和大配合試驗結果表明,采用十溴二苯醚、硼酸鋅、三氧化二銻阻燃材料的阻燃胎面膠和胎側膠,其氧指數達到24%以上,阻燃性能大幅提高。
(2)成品輪胎路試結果表明,采用阻燃胎面膠和胎側膠試制的36.00R51阻燃巨型工程機械子午線輪胎可有效防止高溫廢渣水灼燒輪胎引起的輪胎燃燒失效,平均使用壽命達到154 d,比競品輪胎使用壽命延長40%,不但降低了輪胎的使用成本,更是降低了渣包車運輸過程中的安全風險。
