地鐵線路鋼軌閃光焊接頭軌頭下顎傷損原因分析
2022-07-20 00:35:00王若愚李大東申永代
城市軌道交通研究 2022年7期
王若愚 李大東 陸 鑫 申永代
(1.攀鋼集團攀枝花鋼鐵研究院有限公司, 617000, 攀枝花; 2.攀鋼集團公司鋼軌技術服務中心, 617067, 攀枝花∥第一作者, 副教授)
0 引言
無縫軌道線路能降低列車在運行過程中的振動和沖擊,延長輪軌部件的使用壽命,為列車的正常運行和行車安全提供有力保障[1],因此,地鐵的軌道線路廣泛采用無縫線路。鋼軌接頭是地鐵軌道結構的薄弱環節之一[2],鋼軌的焊接質量受焊接設備、焊接工藝等眾多因素的影響。在鋼軌的焊接過程中,若不嚴格執行焊接工藝標準,則在焊縫內易產生如夾渣、氣孔、疏松、過燒、裂紋等缺陷[3-4],這些缺陷在焊后探傷過程中容易被發現。但是,有的焊接接頭在焊后探傷中并未發現有缺陷,而在線路服役一段時間后,在軌頭下顎焊筋邊緣出現裂紋,該裂紋很快發展為線路的嚴重缺陷,最后導致斷軌事故[5]。
2020年初,我國已服役兩年多的某地鐵線路的鋼軌閃光焊接頭出現了多起軌頭下顎傷損,傷損接頭裂紋均從軌頭下顎焊筋邊緣發生,并向軌頭方向近乎垂直發展,且裂紋發展十分迅速,部分接頭在幾天時間內即由輕微傷發展為嚴重缺陷。傷損接頭為U75V熱軋鋼軌,采用某國產閃光焊機焊接,對傷損接頭進行滲透探傷后得到的裂紋形貌如圖1所示。傷損先在軌頭下顎處出現,部分嚴重情況已發展至軌頭,軌頭斷面的傷損情況如圖2所示。本文對該軌頭下顎的傷損原因進行分析,以防止此類傷損再次發生。
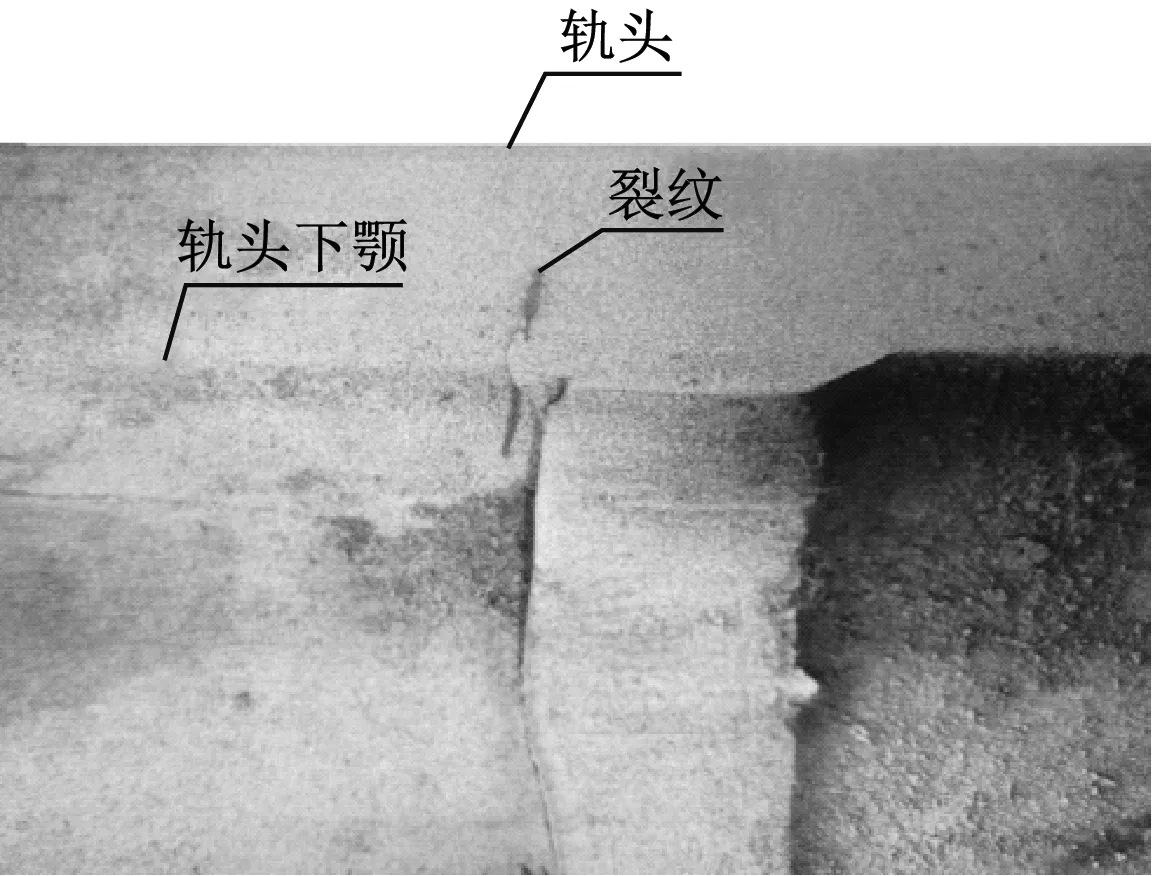
圖1 傷損接頭滲透探傷的裂紋形貌Fig.1 Crack morphology in penetrant inspection of damaged joints
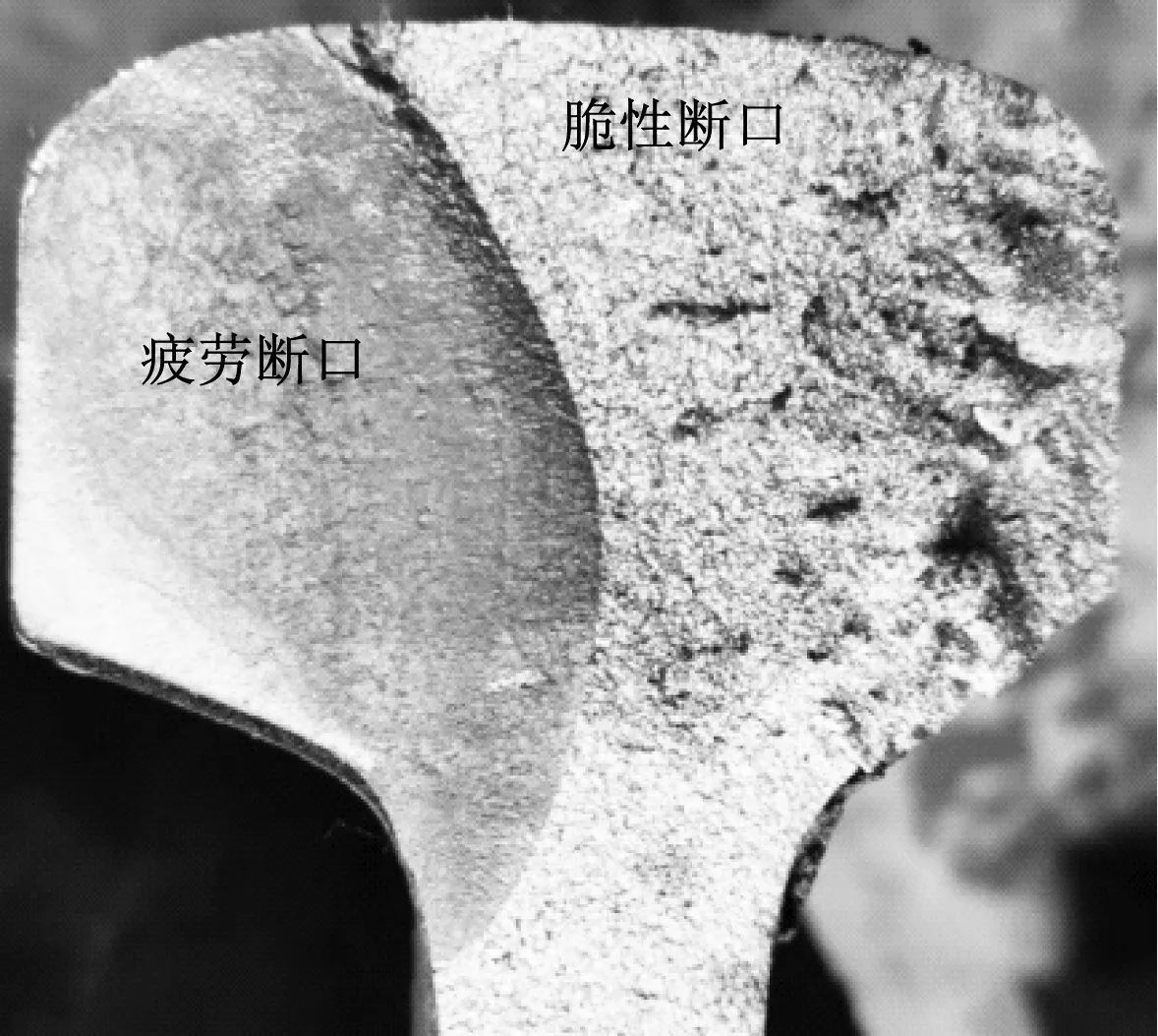
圖2 軌頭斷面的傷損情況Fig.2 Damage condition of rail head cross section
1 軌頭下顎傷損的宏觀檢驗
圖3為傷損接頭下顎的宏觀形貌,可見軌頭下顎部位焊縫外觀不佳、棱角多、推瘤后與母材形成的夾皮未打磨干凈。經測量,接頭下顎部位推瘤焊縫余高大于3.0 mm(見圖4),不滿足TB/T1632.2—2014《鋼軌焊接 第2部分:閃光焊接》標準(以下簡稱“標準”)中下顎部位推瘤焊縫余高小于等于2.5 mm的要求[6]。
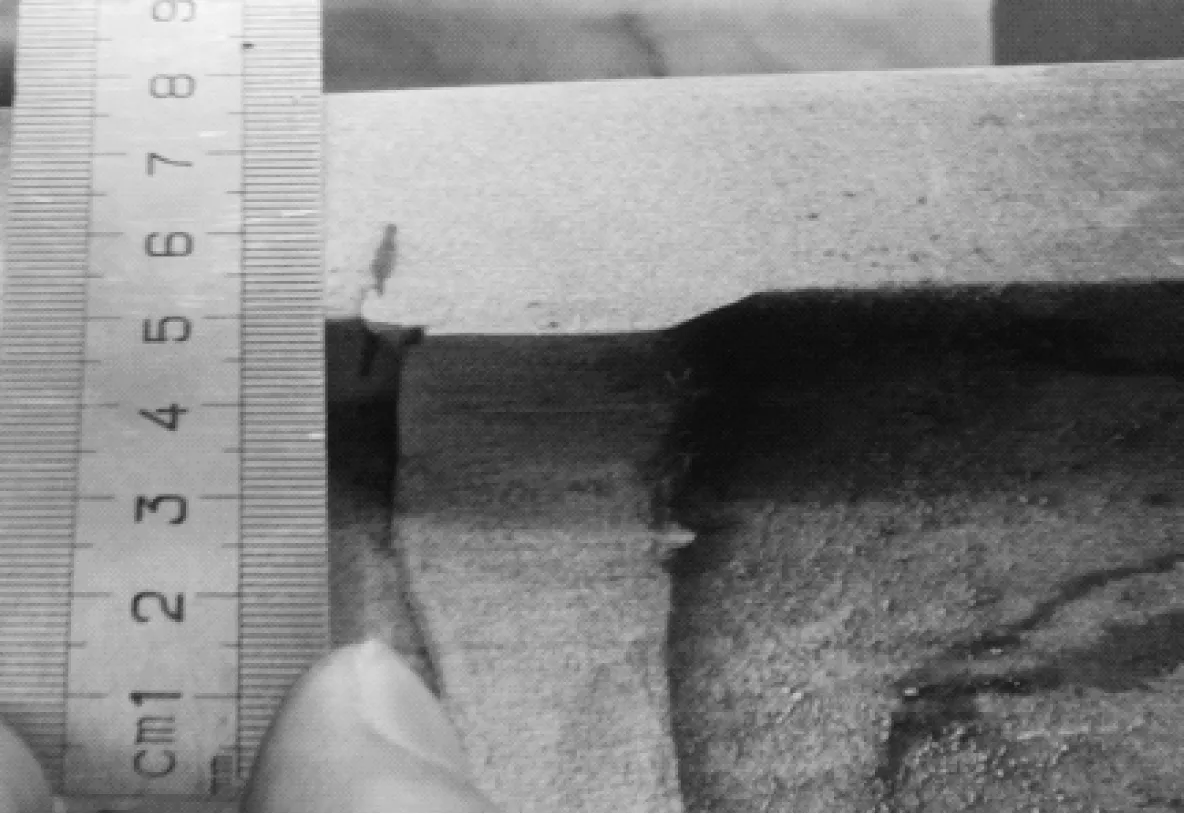
圖3 接頭下顎宏觀形貌及裂紋長度測量Fig.3 Macrostructure and crack length of rail jaw
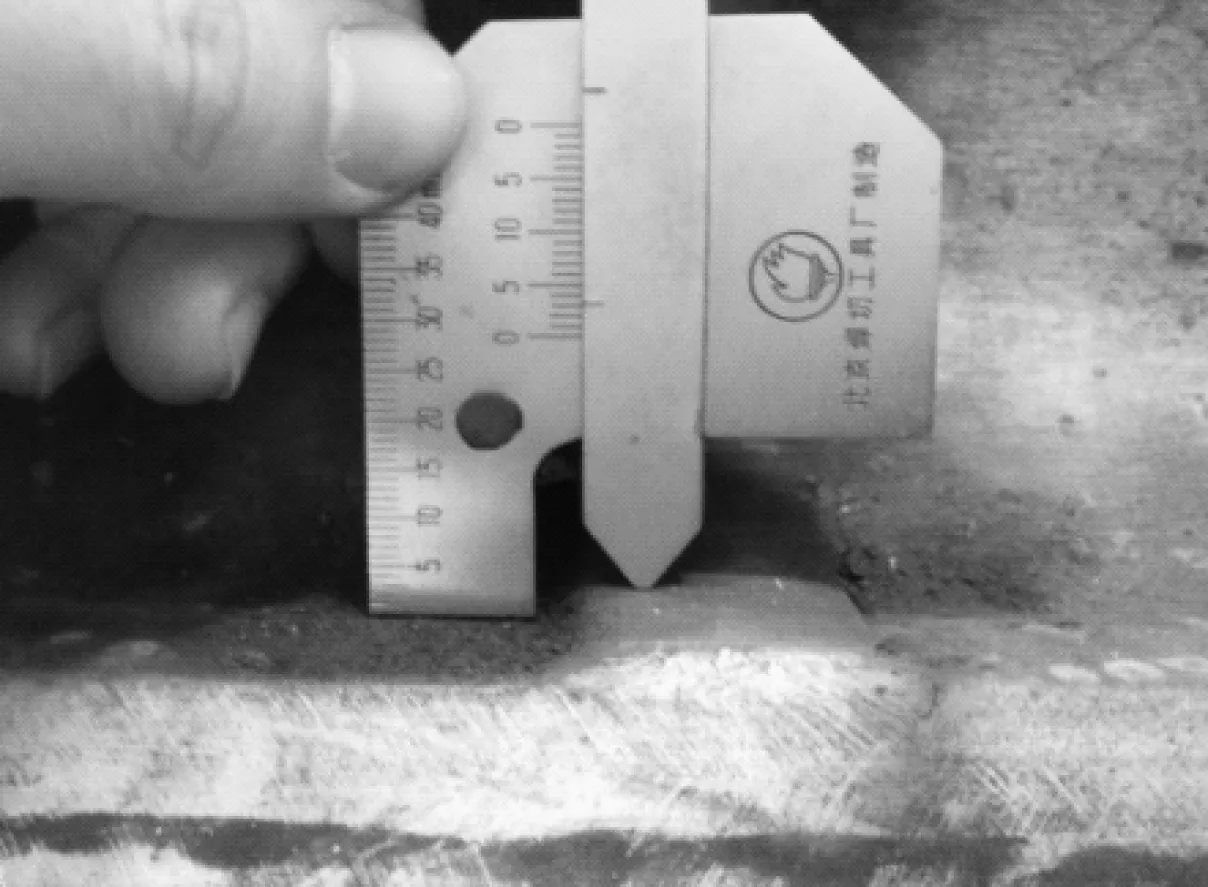
圖4 下顎部位推瘤焊縫余高測量Fig.4 Measurement of weld reinforcement after trimming at rail jaw
同時,對傷損接頭進行了滲透探傷,在接頭工作側下顎推瘤夾皮處下顎表面和工作側表面各有1條貫穿性的裂紋,其裂紋形貌如圖1所示。每條裂紋的長度約為12.0 mm,裂紋的總長度約為24.0 mm。
2 裂紋源微觀分析
為弄清裂紋的產生原因及查明焊縫組織是否異常,對有裂紋的工作側軌頭下顎部位取240 mm的長條樣壓斷,非工作側軌頭下顎焊縫處取長度25 mm的金相樣。
2.1 斷口形貌分析
鋸切下有裂紋的軌頭下顎樣,在壓力試驗機上壓斷,其斷口形貌如圖5所示。由圖5可見,斷口上有典型的疲勞核傷(俗稱“黑核”)[7-8],該核傷表面平滑,疲勞裂紋源位于工作側和下顎的交界棱角的尖角處。
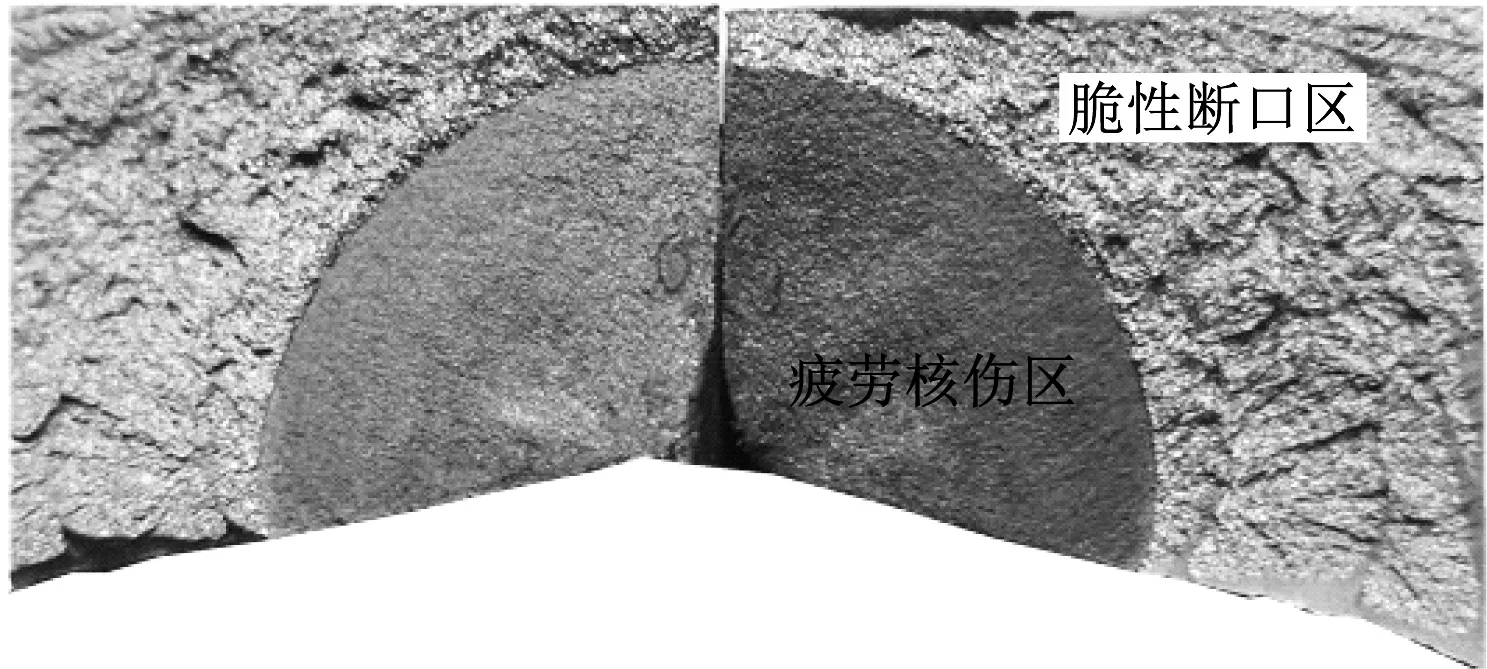
圖5 裂紋部位的斷口形貌Fig.5 Fracture morphology of the crack
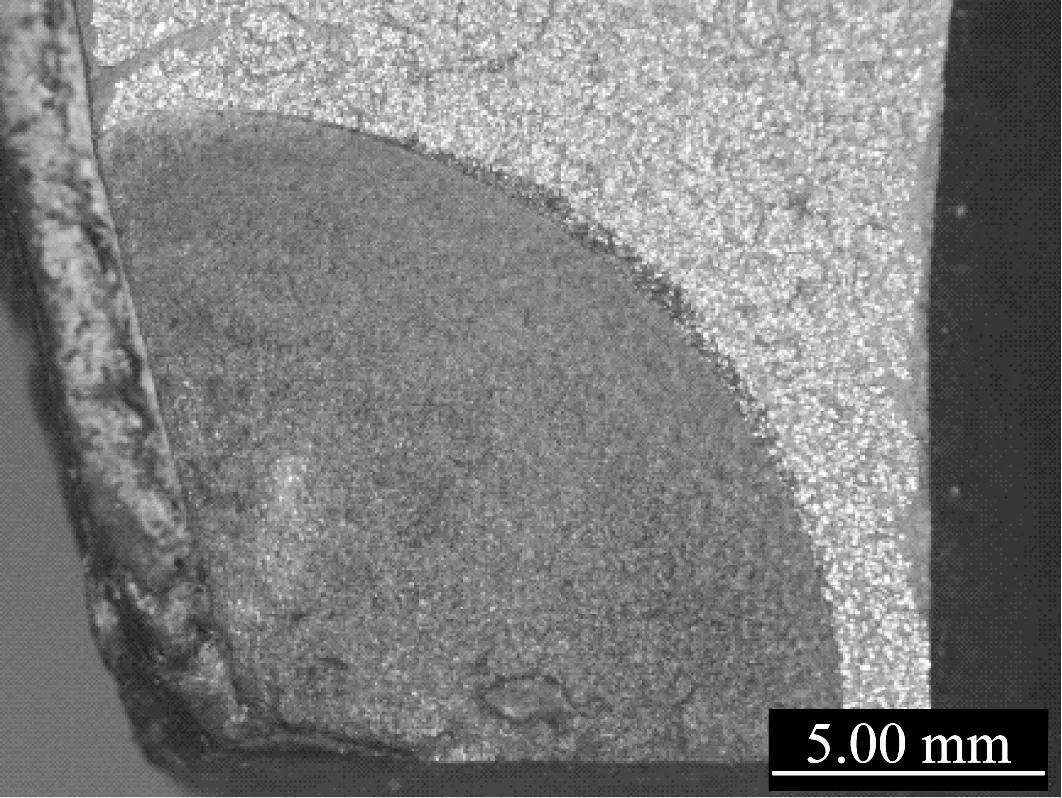
為進一步觀察起裂位置,采用LEICA M80體視顯微鏡觀察斷口,得到的裂紋形貌如圖6所示。對裂紋源進一步放大,可見疲勞核傷裂紋起源位于推瘤與母材形成的夾皮處。
a) 斷口形貌
2.2 掃描電鏡分析
對帶有夾皮斷口的試樣采用線切割取樣。割下的試樣置于裝有丙酮的燒杯中,然后將燒杯放進超聲波振蕩器中振蕩清洗2 min,烘干后采用ZEISS Sigma 500型場發射掃描電鏡觀察其斷口的微觀形貌。在掃描電鏡不同放大倍數下的斷口形貌如圖7所示。由圖7 a)可見,核傷起源位于推瘤與母材形成的夾皮處。對起裂源進一步放大,由圖7 b)可見,該處有大量的微裂紋。再對局部裂紋進行放大,由如圖7 c)可見,起裂源處有塑性變形萌生的疲勞裂紋。

a) 微觀形貌
2.3 金相分析
觀察電鏡形貌后,將該試樣沿圖8 a)白線切開,對切割面進行觀察。金相試樣中部為閃光焊接頭焊縫,如圖8 b)所示,核傷處離焊縫約17 mm。

a) 線切割位置
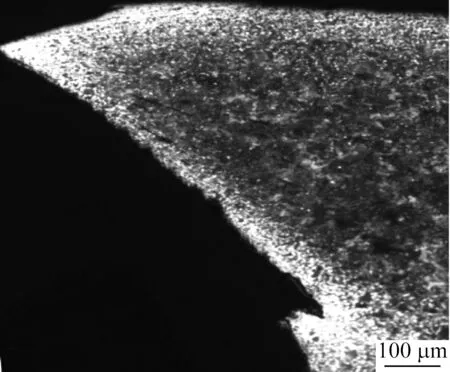
推瘤后的焊縫彎曲及推瘤夾皮如圖9所示。工作側焊縫的組織形貌如圖10所示。推瘤夾皮與起裂源部位不同放大倍數的金相組織如圖11所示。通過仔細觀察可知,焊縫組織為鐵素體+珠光體,焊接熱影響區為珠光體+少量鐵素體,未發現馬氏體等異常組織。
a) 推瘤后焊縫偏轉
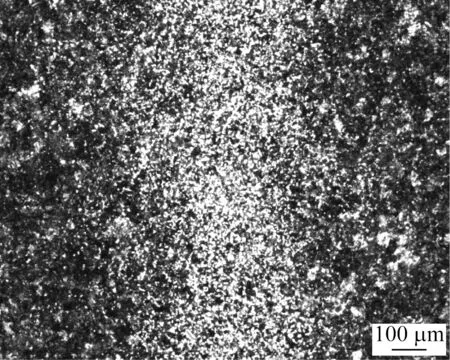
圖10 工作側焊縫的組織形貌Fig.10 Organizational morphology of working side weld
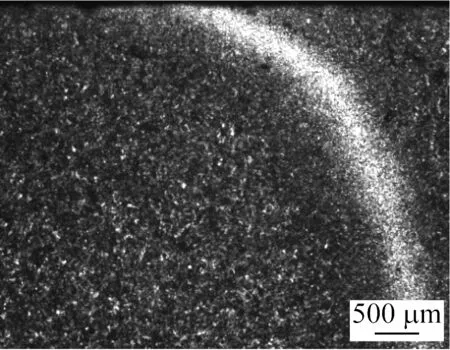
由圖11可見:焊縫推瘤夾皮與母材交界處脫碳明顯(圖11中的白色網狀區域),脫碳層深度達到50~150 μm。尖角部位脫碳后形成了大量的鐵素體組織,加上該處尖角的應力集中,鐵素體的疲勞強度很低[9]。在輪軌的反復作用力下,脫碳部位逐漸擴展形成疲勞裂紋,在列車服役過程中疲勞裂紋逐漸擴展形成疲勞核傷,裂紋進一步擴展,最終導致接頭斷裂。
a) 起裂源脫碳微觀形貌
2.4 非工作側軌頭下顎焊縫金相分析
在鋼軌非工作側軌頭下顎焊縫取金相樣,其焊縫金相形貌如圖12所示。該軌頭下顎推瘤夾皮與母材過渡處的組織形貌如圖13所示。由圖13可見,非工作側軌頭下顎推瘤夾皮與母材過渡處也有明顯的尖角,在該尖角處形成了應力集中,且脫碳深度達到了50~150 μm。在輪軌反復作用力下,該尖角處根部的脫碳部位已開始擴展。隨時間推移,該脫碳部位持續擴展,也會形成疲勞核傷。

圖12 非工作側軌頭下顎焊縫組織形貌截圖Fig.12 Screenshot of weld seam morphological microstructure of rail jaw on non-working
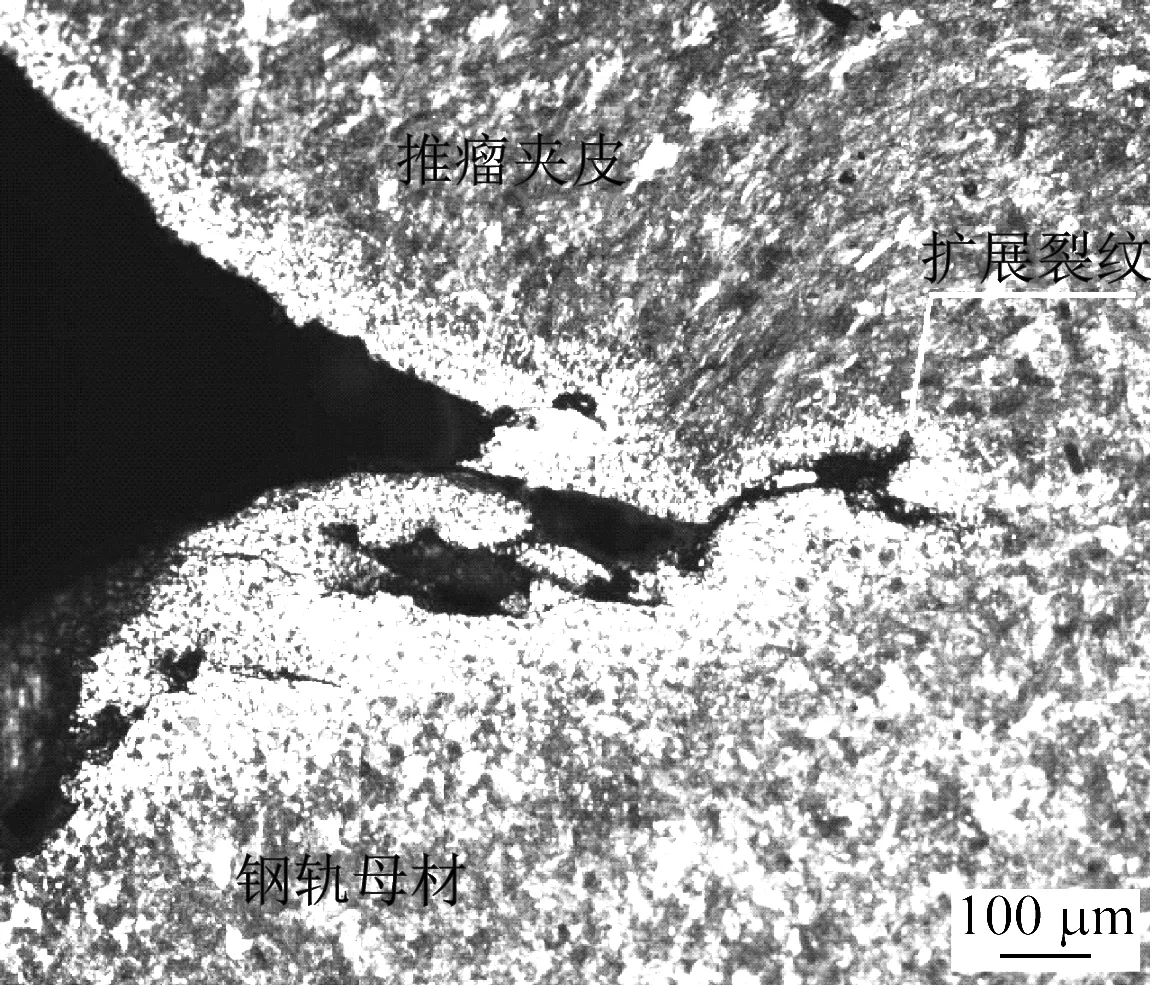
圖13 非工作側軌頭下顎推瘤夾皮與母材過渡處組織形貌截圖Fig.13 Screenshot morphology of transition part between the skin and base material of the non-working side rail jaw
通過對鋼軌非工作側軌頭下顎取樣分析可知,該處的焊縫組織為鐵素體+珠光體,焊接熱影響區為珠光體+少量鐵素體,未發現馬氏體等異常組織。軌頭下顎焊縫晶粒度為9級,這表明接頭在閃光焊接后采用了焊后正火工藝。該處的接頭組織及晶粒度均滿足標準的要求。
3 軌頭下顎傷損原因分析
3.1 下顎處產生推瘤夾皮的原因分析
正常情況下,閃光焊機配套的推瘤刀與需焊接的鋼軌廓形匹配使用,可保證推瘤后的接頭全斷面焊縫余高滿足標準的要求,不會在下顎處的焊縫與母材間出現推瘤夾皮。當推瘤刀與鋼軌廓形的間隙過大(其原因可能是使用時間較長、局部磨耗嚴重或與標準鋼軌廓形匹配不佳等)時,將導致推瘤后焊縫余高超高,焊縫與母材形成夾皮缺陷,該缺陷在正火前接頭平直度打磨或局部精磨時沒有修磨干凈。因此,在輪軌的反復作用下,該缺陷形成塑性變形、在尖角處萌生疲勞微裂紋,微裂紋逐漸擴展形成疲勞核傷,并進一步擴展后導致接頭斷裂。地鐵線路的鋼軌在閃光焊接過程中,通常采用1臺移動閃光焊機匹配1把推瘤刀的做法,若推瘤刀與鋼軌的間隙過大,其產生的推瘤夾皮缺陷通常是批量性的,因此,該地鐵線路鋼軌閃光焊接頭軌頭下顎處出現了多起同一類型的傷損。
3.2 產生推瘤夾皮脫碳的原因分析
經金相分析可知,軌頭下顎處的推瘤夾皮較薄(約500 μm),接頭焊后火焰正火時間較長。當接頭在高溫段的時間較長或加熱火焰為氧化焰時,將導致夾皮與母材過渡尖角處嚴重脫碳,該處脫碳將形成鐵素體組織,導致脫碳部位疲勞強度降低[9]。
4 結語
綜上所述,地鐵線路鋼軌閃光焊接頭下顎傷損的原因為:下顎部位推瘤后焊縫余高超標,且推瘤后與母材形成的夾皮未打磨干凈,從而形成了明顯的尖角,導致應力集中;此外,該處在焊后正火過程中脫碳,疲勞強度降低,在輪軌的反復作用下,夾皮與母材尖角處逐漸擴展形成微裂紋,微裂紋逐漸擴展形成疲勞核傷并進一步擴展,最終導致接頭斷裂。
為此,建議嚴格執行標準的3.4.4.2條規定(閃光焊接頭軌頭下顎部位推瘤后焊縫余高小于等于2.5 mm),并將推瘤后焊縫與母材形成的夾皮打磨干凈。應進一步優化正火工藝,采用弱碳化焰加熱,嚴格控制加熱的溫度和時間,避免接頭長時間處于高溫區形成脫碳。
對該地鐵線路的修復整改方案建議如下:對采用了與該下顎傷損同一臺閃光焊機焊接的其余接頭,須將推瘤后與母材形成的夾皮及脫碳層采用角磨機打磨干凈,并對軌頭下顎部位焊縫余高超標處進行打磨,使其與母材平緩過渡,以降低應力集中。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
