鋼絲簾線強(qiáng)度發(fā)展方向與盤(pán)條合金化
2022-07-20 01:01:34周志嵩徐方流李玉峰姚海東
輪胎工業(yè) 2022年4期
關(guān)鍵詞:工藝
周志嵩,徐方流,李玉峰,姚海東,呂 輝
(江蘇興達(dá)鋼簾線股份有限公司,江蘇 泰州 225721)
新能源汽車的高速發(fā)展對(duì)輪胎提出了新的要求,如高承載、低滾動(dòng)阻力、大啟動(dòng)力矩等。很多輪胎企業(yè)已經(jīng)開(kāi)發(fā)或正在開(kāi)發(fā)高端的新能源汽車專用輪胎。對(duì)于輪胎骨架材料來(lái)說(shuō),這也是新的轉(zhuǎn)型方向和發(fā)展契機(jī)。鋼絲簾線發(fā)展經(jīng)歷了普通強(qiáng)度(NT)、高強(qiáng)度(HT)、超高強(qiáng)度(ST)和特高強(qiáng)度(UT)產(chǎn)品幾個(gè)階段,并開(kāi)始向極高強(qiáng)度(MT)產(chǎn)品拓展。胎圈鋼絲除了NT和HT產(chǎn)品外,也同樣提出了ST產(chǎn)品的需求,輪胎骨架材料的高強(qiáng)化已經(jīng)成為越來(lái)越緊迫的發(fā)展趨勢(shì)。鋼絲強(qiáng)度提高是輪胎輕量化的方式之一,在輪胎提高承載性能、降低滾動(dòng)阻力[1]的情況下,也可以為鋼絲簾線結(jié)構(gòu)設(shè)計(jì)和應(yīng)用提供新的思路。
NT和HT鋼絲簾線已經(jīng)是應(yīng)用非常普遍的產(chǎn)品,工藝也很成熟,在此基礎(chǔ)上,通過(guò)提高碳含量或者增大加工應(yīng)變等方式,可以獲得ST鋼絲簾線。更進(jìn)一步地提高碳含量和增大加工應(yīng)變,通過(guò)多種強(qiáng)化方式組合應(yīng)用,可以獲得UT鋼絲簾線。然而,一方面UT鋼絲簾線的生產(chǎn)效率低、工藝控制困難,大量推廣遇到瓶頸;另一方面行業(yè)中已經(jīng)對(duì)MT鋼絲簾線提出了諸多設(shè)想。面對(duì)鋼絲簾線向越來(lái)越高的強(qiáng)度發(fā)展,本課題結(jié)合鋼絲簾線生產(chǎn)過(guò)程的強(qiáng)化方式,探討高強(qiáng)化鋼絲簾線的盤(pán)條合金化技術(shù)發(fā)展方向。
1 傳統(tǒng)鋼絲簾線強(qiáng)化方式分析
鋼絲簾線生產(chǎn)普遍應(yīng)用的是非合金制絲用盤(pán)條,盤(pán)條碳質(zhì)量分?jǐn)?shù)為0.006 0~0.009 5。鋼絲簾線的單絲強(qiáng)化方式有界面強(qiáng)化、形變強(qiáng)化、析出強(qiáng)化和固溶強(qiáng)化等[2]。在實(shí)際生產(chǎn)過(guò)程中,單絲的最終抗拉強(qiáng)度(σ)取決于鋼絲的初始抗拉強(qiáng)度(σ0)、拉拔過(guò)程的加工硬化和總拉拔應(yīng)變等因素,如圖1所示。單絲增大的抗拉強(qiáng)度可以用下式表示[3]:
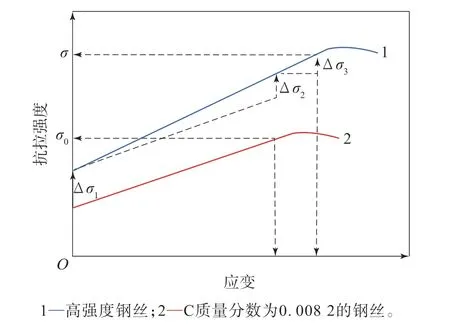
圖1 共析鋼絲的抗拉強(qiáng)度

式中,?σ為拉拔變形后單絲提高的抗拉強(qiáng)度,?σ1為初始鋼絲提高的抗拉強(qiáng)度,?σ2為拉拔過(guò)程加工硬化后單絲提高的抗拉強(qiáng)度,?σ3為拉拔總應(yīng)變?cè)龃髸r(shí)單絲提高的抗拉強(qiáng)度。
提高鋼絲簾線強(qiáng)度最常采用的方式為提高鋼絲初始抗拉強(qiáng)度和增大總拉拔應(yīng)變,即提高?σ1和?σ3。實(shí)際上,在提高?σ1和?σ3的同時(shí),也會(huì)影響?σ2,這是因?yàn)樘岣?σ1和?σ3都會(huì)導(dǎo)致鋼絲組織的片層減小,而根據(jù)Hall-Petch關(guān)系[4]及奧羅萬(wàn)(Orowan)機(jī)制[5],此時(shí)抗拉強(qiáng)度的增大是呈非線性的關(guān)系。
1.1 提高鋼絲碳含量
提高鋼絲初始抗拉強(qiáng)度,一種方式是提高鋼絲的碳含量,表1所示是青島特殊鋼鐵有限公司提供的60#,SWRH72A和C82DA盤(pán)條化學(xué)成分,圖2所示為3種盤(pán)條生產(chǎn)的直徑1.65 mm鍍銅鋼絲的掃描電子顯微鏡(SEM)照片。
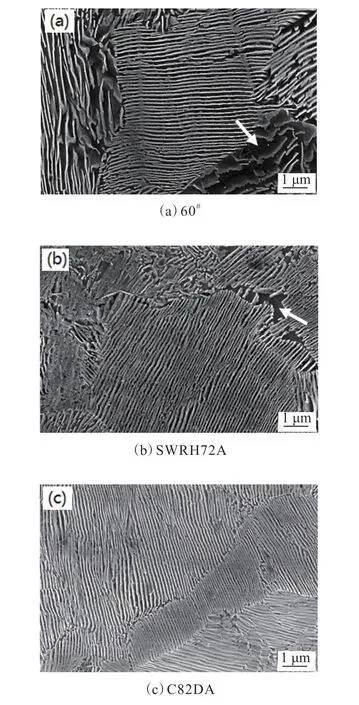
圖2 不同盤(pán)條加工的直徑1.65 mm鍍銅鋼絲的SEM照片
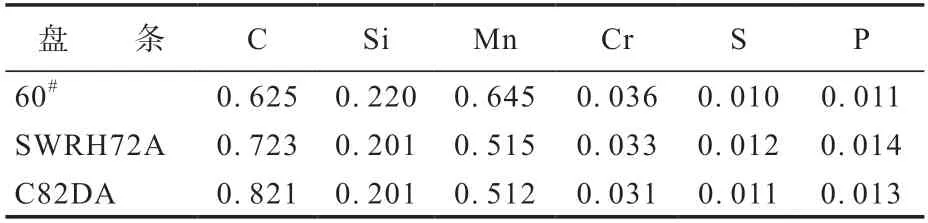
表1 60#,SWRH72A和C82DA盤(pán)條各組分質(zhì)量分?jǐn)?shù)×102
60#,SWRH72A 和C82DA盤(pán)條加工的1.65 mm鍍銅鋼絲的抗拉強(qiáng)度分別為1 030(995~1 060),1 155(1 113~1 195)和1 258(1 223~1 298)MPa。
可見(jiàn),隨著碳含量的增大,在常規(guī)生產(chǎn)工藝下的鍍銅鋼絲組織的片層細(xì)化,得到的鍍銅鋼絲的抗拉強(qiáng)度提高。60#和SWRH72A盤(pán)條的組織有存在先共析相鐵素體組織。當(dāng)碳質(zhì)量分?jǐn)?shù)超過(guò)0.007 7后,將會(huì)有先共析相滲碳體組織產(chǎn)生,由于滲碳體的硬度很高且不易變形,在實(shí)際生產(chǎn)過(guò)程中通過(guò)急速冷卻形成偽共析組織,避免先共析滲碳體的產(chǎn)生。碳含量越大,急速冷卻需要的溫度降低幅度越大,但急速冷卻過(guò)快可能導(dǎo)致硬化組織的產(chǎn)生,因此采用更高碳含量的盤(pán)條生產(chǎn)鋼絲簾線,對(duì)熱處理的工藝要求很高,特別是碳質(zhì)量分?jǐn)?shù)大于0.009時(shí),現(xiàn)有的淬火介質(zhì)已經(jīng)不能很好地滿足淬火要求。實(shí)際生產(chǎn)中發(fā)現(xiàn),對(duì)于碳質(zhì)量分?jǐn)?shù)為0.009 2的熱處理鋼絲,甚至不浸入淬火液,而是在空氣中冷卻就能轉(zhuǎn)變成索氏體組織,此時(shí)的淬火介質(zhì)不能發(fā)揮相應(yīng)的作用。
1.2 細(xì)化組織片層
提高鋼絲初始抗拉強(qiáng)度的另一種方式是控制熱處理工藝以細(xì)化組織片層。圖3所示為采用不同工藝獲得的C82DA鍍銅鋼絲的SEM照片,檢測(cè)得到工藝A—D的鍍銅鋼絲組織平均片層間距分別為0.121,0.096,0.086和0.069 μm。
工藝A—D的鍍銅鋼絲的抗拉強(qiáng)度分別為1 203(1 188~1 223),1 255(1 233~1 285),1 290(1 255~1 315)和1 351(1 326~1 390)MPa。可見(jiàn),組織的片層間距越小,鍍銅鋼絲的抗拉強(qiáng)度越高。然而,從圖3(d)可以看到,組織片層已經(jīng)細(xì)碎。實(shí)際生產(chǎn)中發(fā)現(xiàn),通過(guò)現(xiàn)有手段已經(jīng)很難把組織的片層間距穩(wěn)定控制在0.060 μm以下。

圖3 不同工藝生產(chǎn)的直徑1.65 mm鍍銅鋼絲的SEM照片
1.3 提高總拉拔應(yīng)變
提高總拉拔應(yīng)變可以有效提高鋼絲強(qiáng)度。采用C92D2-E盤(pán)條可以相對(duì)容易獲得ST鋼絲簾線,如果采用C82DA盤(pán)條,為了獲得相同的抗拉強(qiáng)度,則需要提高濕拉總拉拔應(yīng)變,圖4所示為9種規(guī)格盤(pán)條的濕拉總拉拔應(yīng)變對(duì)比。
由圖4可見(jiàn),C82DA盤(pán)條的濕拉總拉拔應(yīng)變上升了0.13%~0.27%,這意味著濕拉道次拉拔應(yīng)變不變的情況下,要再增加2—3個(gè)拉拔道次。對(duì)于UT和MT鋼絲來(lái)說(shuō),即使采用了更高碳含量的材料,仍然需要更大的總拉拔應(yīng)變,才能夠達(dá)到相應(yīng)的抗拉強(qiáng)度。然而就目前而言,當(dāng)總拉拔應(yīng)變超過(guò)一定的界限后,在對(duì)單絲進(jìn)行扭轉(zhuǎn)測(cè)試時(shí)會(huì)發(fā)生分層現(xiàn)象,單絲的塑性降低,無(wú)法進(jìn)行捻制工序生產(chǎn)。圖5所示為采用不同抗拉強(qiáng)度的直徑2.05 mm鍍銅鋼絲拉拔為不同直徑的單絲,再進(jìn)行扭轉(zhuǎn)分層檢測(cè)時(shí),單絲出現(xiàn)扭轉(zhuǎn)分層的曲線。鍍銅鋼絲抗拉強(qiáng)度越高,總拉拔應(yīng)變?cè)酱螅驮饺菀壮霈F(xiàn)單絲分層現(xiàn)象。
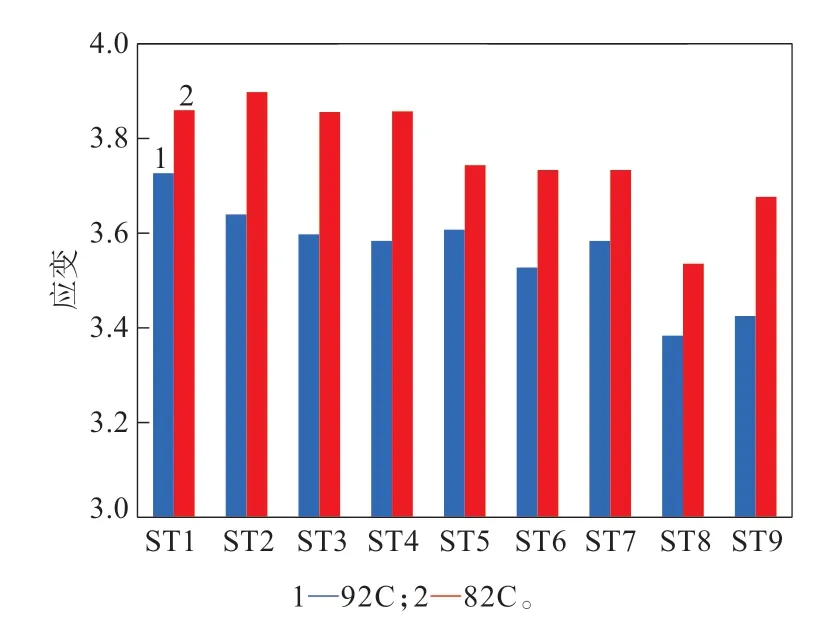
圖4 不同規(guī)格盤(pán)條的濕拉總拉拔應(yīng)變對(duì)比
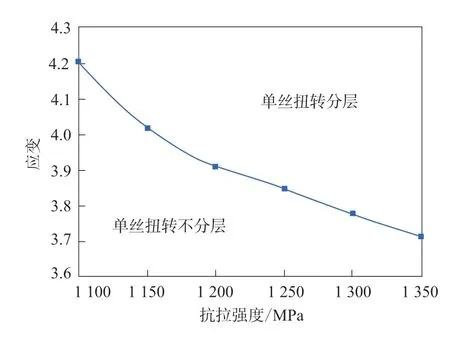
圖5 鍍銅鋼絲抗拉強(qiáng)度和濕拉總拉拔應(yīng)變對(duì)單絲扭轉(zhuǎn)分層的影響
2 合金元素鋼絲簾線強(qiáng)化方式探索
通過(guò)上述分析可以得出,傳統(tǒng)鋼絲簾線強(qiáng)化方式都已紛紛走到了階段性的工藝極限。為了進(jìn)一步提高鋼絲簾線強(qiáng)度,合金元素強(qiáng)化是另一種方式,其中Mn和Si已經(jīng)在現(xiàn)有盤(pán)條中應(yīng)用,而Cr[6],V[7]和B[8]也有相關(guān)的研究和應(yīng)用。Cr元素合金化在鋼絲簾線中應(yīng)用越來(lái)越多的被關(guān)注,表2所示為青島特殊鋼鐵有限公司提供的C82D2Cr,C82D2和C86D2盤(pán)條的化學(xué)成分,C82D2Cr在原有元素組成的基礎(chǔ)上增大了Cr元素的含量,減小了Mn元素的含量。
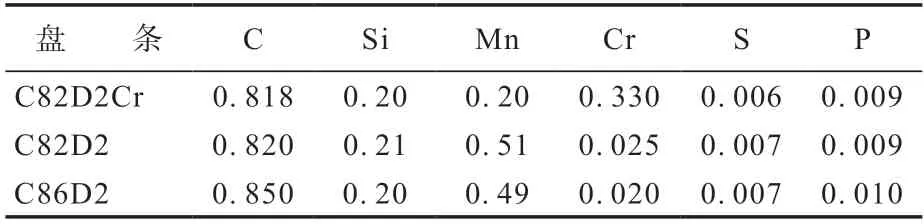
表2 C82D2Cr,C82D2和C86D2盤(pán)條各組分質(zhì)量分?jǐn)?shù)×102
把直徑5.50 mm的盤(pán)條拉拔至直徑1.94 mm,經(jīng)過(guò)熱處理-電鍍得到直徑1.94 mm鍍銅鋼絲。圖6所示為3種鍍銅鋼絲的SEM照片。通過(guò)測(cè)量片層長(zhǎng)度和片層數(shù)量計(jì)算得到片層間距,圖7所示為3種鍍銅鋼絲的片層間距,圖8所示為3種鍍銅鋼絲的抗拉強(qiáng)度和面縮率。
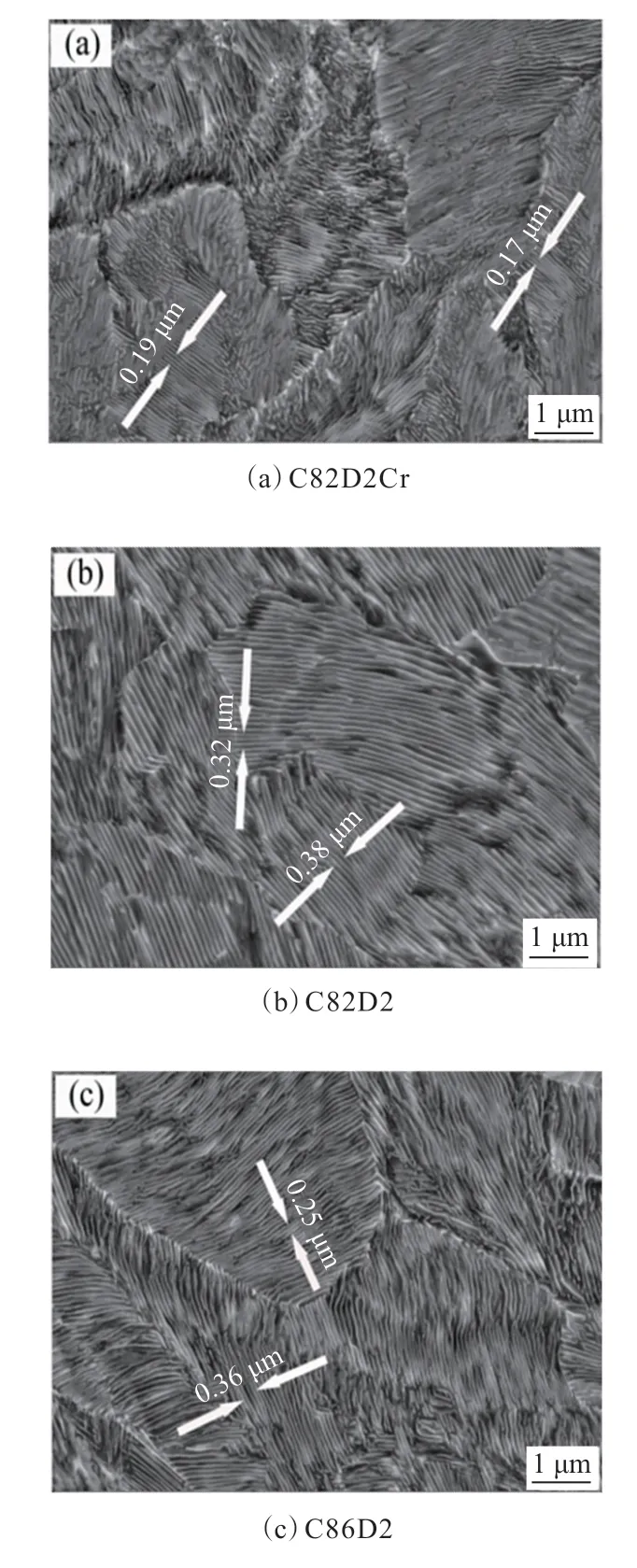
圖6 不同盤(pán)條加工的直徑1.94 mm鍍銅鋼絲的SEM照片
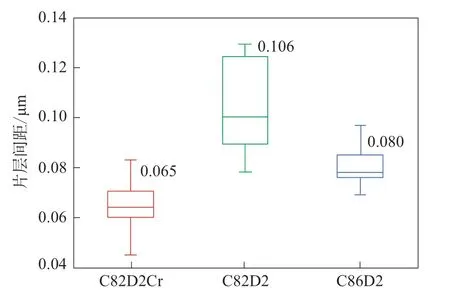
圖7 不同盤(pán)條加工的直徑1.94 mm鍍銅鋼絲的片層間距
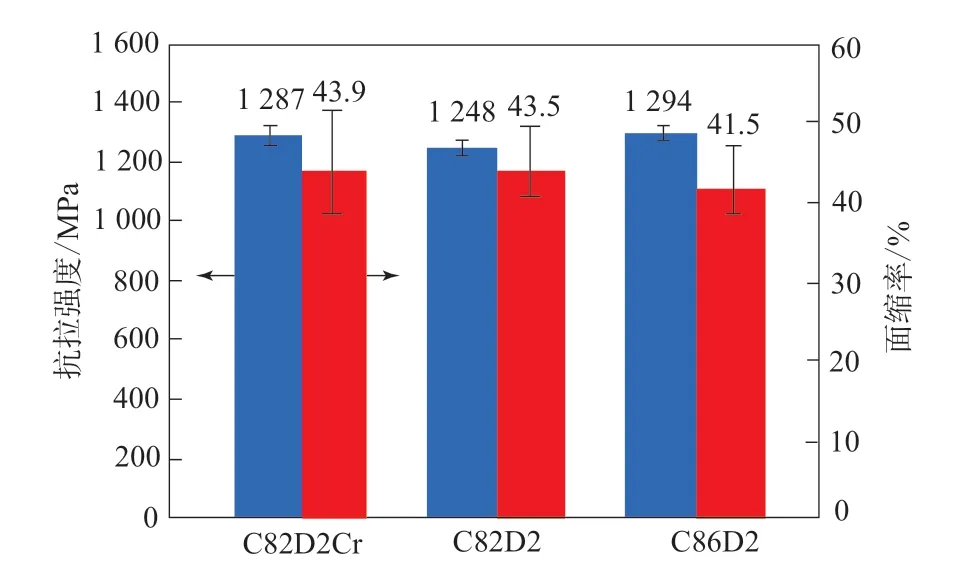
圖8 不同盤(pán)條加工的直徑1.94 mm鍍銅鋼絲的抗拉強(qiáng)度和面縮率
由圖6—8可見(jiàn),增大Cr元素含量使鋼絲組織片層間距減小,具有提高鋼絲強(qiáng)度和塑性的效果。相比C82D2和C86D2鍍銅鋼絲,C82D2Cr鍍銅鋼絲的抗拉強(qiáng)度和面縮率提高。
鍍銅鋼絲的抗拉強(qiáng)度提高即提高了?σ1,而面縮率提高可以使得在相同總拉拔應(yīng)變的情況下,拉拔的單絲保持較好的塑性,減小捻制斷絲率。將直徑1.94 mm鍍銅鋼絲拉拔為直徑0.30 mm的單絲,圖9所示為3種鍍銅鋼絲在濕拉加工應(yīng)變前后的抗拉強(qiáng)度對(duì)比。
由圖9可見(jiàn),C82D2Cr鋼絲的加工硬化效果優(yōu)于C82D2鋼絲,與C86D2鋼絲有相同的水平。將直徑0.30 mm單絲捻股生產(chǎn)2×0.30UT鋼絲簾線,C82D2Cr,C82D2和C86D2鋼絲在捻股時(shí)的斷絲率指數(shù)分別為49,100和76。可見(jiàn),C82D2Cr鋼絲的捻股斷絲率低于其他兩種鋼絲。
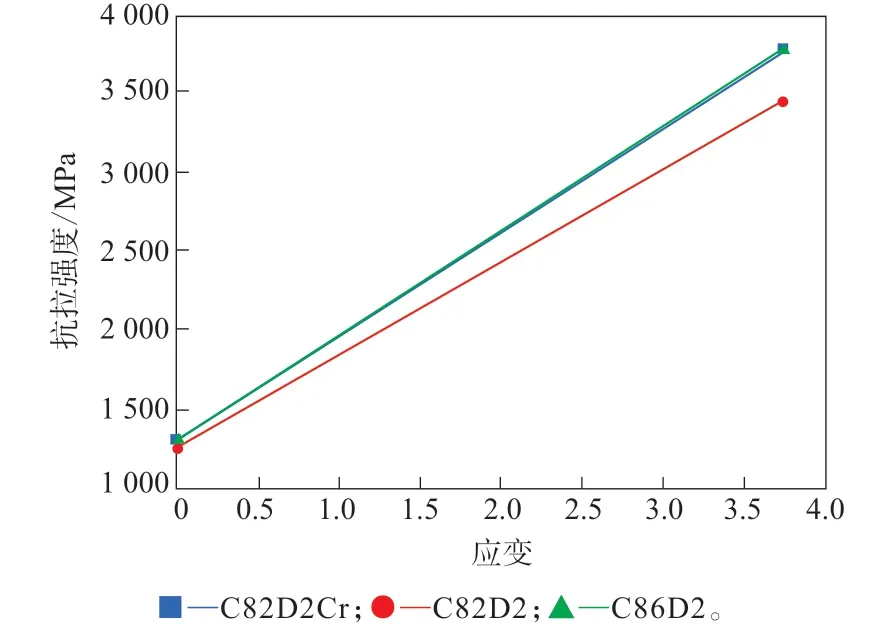
圖9 拉拔應(yīng)變與抗拉強(qiáng)度的關(guān)系
值得注意的是,Cr元素合金化在提高鍍銅鋼絲抗拉強(qiáng)度的同時(shí)也具有更高的面縮率,這為鋼絲進(jìn)一步深度拉拔提供了可行性,即可以進(jìn)一步提高?σ3,為更高強(qiáng)度的鋼絲簾線生產(chǎn)帶來(lái)新的工藝路徑。
需要指出的,盤(pán)條Cr元素合金化會(huì)延遲加熱爐中奧氏體化轉(zhuǎn)變完成時(shí)間,如果奧氏體化轉(zhuǎn)變不完全,碳化物未能完全溶解,殘余的碳化物將會(huì)以球狀形態(tài)存在組織中,使得抗拉強(qiáng)度下降和扭轉(zhuǎn)時(shí)出現(xiàn)分層現(xiàn)象[9]。因此,盤(pán)條Cr元素合金化需要更長(zhǎng)的時(shí)間或更高溫度的熱處理過(guò)程,這也增加了工藝控制的難度和成本。
3 結(jié)論
(1)傳統(tǒng)的鋼絲簾線強(qiáng)化方式包括提高碳含量、細(xì)化組織片層、增大總拉拔應(yīng)變,但目前已走到了階段性的工藝極限。
(2)相比C82D2和C86D2鍍銅鋼絲,C82D2Cr鍍銅鋼絲的抗拉強(qiáng)度和面縮率均提高。
(3)C82D2Cr鋼絲的加工硬化效果優(yōu)于C82D2鋼絲,與C86D2鋼絲有相同的水平。
(4)C82D2Cr鋼絲可以滿足2×0.30UT鋼絲簾線生產(chǎn)要求,具有較低的捻股斷絲率。
除了盤(pán)條合金化外,其他的鋼絲簾線強(qiáng)化方式也在不斷探索中,例如熱處理工藝、淬火介質(zhì)、潤(rùn)滑液、拉絲模具、拉拔方式等,通過(guò)技術(shù)工藝的不斷探索和進(jìn)步,以提高鋼絲強(qiáng)化程度,生產(chǎn)更高強(qiáng)度的鋼絲簾線,滿足新能源汽車輪胎發(fā)展需求。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52