一系彈簧橡膠與金屬粘接失效的仿真分析
2022-07-19 11:57:36溫泰斗黃友劍彭院中李繼平
橡膠工業(yè) 2022年1期
溫泰斗,王 昆,黃友劍,彭院中,李繼平
(株洲時(shí)代新材料科技股份有限公司,湖南 株洲 412007)
橡膠是一種高彈性、大形變的高分子材料,通過(guò)將機(jī)械零件振動(dòng)時(shí)所產(chǎn)生的機(jī)械能部分吸收并轉(zhuǎn)變?yōu)闊崮埽鹉z-金屬?gòu)?fù)合制品可以實(shí)現(xiàn)良好的減振效果,其廣泛應(yīng)用于軌道車(chē)輛、工程機(jī)械、船舶、航空等領(lǐng)域[1-2]。而橡膠-金屬?gòu)?fù)合制品中橡膠與金屬粘接質(zhì)量直接影響車(chē)輛等機(jī)械系統(tǒng)的運(yùn)行安全,因此提高橡膠與金屬粘接質(zhì)量是橡膠-金屬?gòu)?fù)合制品生產(chǎn)中的技術(shù)控制點(diǎn)[3-5]。
城市輕軌車(chē)輛多將橡膠彈簧用于一系懸掛系統(tǒng),一系橡膠彈簧(一系彈簧)一般由芯軸、外套、一層或多層隔套與橡膠復(fù)合而成。作為一系懸掛系統(tǒng)的關(guān)鍵部件,一系彈簧可以在垂直方向提供支撐并衰減振動(dòng),在牽引方向傳遞輪對(duì)導(dǎo)向力,具有體積小、質(zhì)量輕、安裝簡(jiǎn)單和免維護(hù)的優(yōu)點(diǎn)[6-11]。
本工作以我公司某型一系彈簧產(chǎn)品為例,對(duì)其在制造過(guò)程中出現(xiàn)的粘接失效問(wèn)題進(jìn)行原因分析,并提出相應(yīng)的解決措施。
1 研究對(duì)象
本研究一系彈簧應(yīng)用于法國(guó)巴黎區(qū)域列車(chē)轉(zhuǎn)向架,每個(gè)轉(zhuǎn)向架安裝4個(gè)一系彈簧(見(jiàn)圖1),軸箱內(nèi)側(cè)為一系彈簧,外側(cè)為鋼彈簧。在使用過(guò)程中,一系彈簧提供垂向剛度,與鋼彈簧共同承擔(dān)垂向載荷,同時(shí)提供縱向牽引力,并起限位和配合起吊的作用。
與常規(guī)一系彈簧多采用易于成型的整圓結(jié)構(gòu)不同,本研究一系彈簧結(jié)構(gòu)(見(jiàn)圖2)復(fù)雜,由芯軸1、芯軸2、橡膠、外套和定位銷(xiāo)組成,其中硫化體由芯軸2、橡膠和外套構(gòu)成,為滿足不同的橫縱向剛度,外套有2個(gè)對(duì)稱(chēng)的U形槽,其結(jié)構(gòu)如圖3所示。考慮防腐要求,外套端部設(shè)計(jì)有厚度為0.5 mm的包膠。
2 橡膠與金屬粘接原理及粘接失效類(lèi)型
2.1 粘接原理
本研究一系彈簧金屬件(外套)前處理使用的膠粘劑為雙涂型,雙涂型膠粘劑的粘接原理如圖4所示[12-13]。其中底涂膠粘劑(底膠)通過(guò)浸潤(rùn)金屬表面后滲入到經(jīng)過(guò)活化處理的金屬表面的空隙和凹孔內(nèi),并排出界面上吸附的空氣,與活化的金屬表面充分接觸,產(chǎn)生吸附作用和物理作用(也有部分種類(lèi)的膠粘劑分子與金屬表面分子發(fā)生化學(xué)反應(yīng)而形成化學(xué)連接鍵);面涂膠粘劑(面膠)與橡膠之間則通過(guò)分子的相互擴(kuò)散和交聯(lián)作用實(shí)現(xiàn)粘接;膠粘劑和橡膠內(nèi)部也發(fā)生一系列的化學(xué)反應(yīng),這些作用使得橡膠與金屬成為一個(gè)牢固的連接體。
2.2 粘接失效類(lèi)型
針對(duì)使用雙涂型膠粘劑的橡膠-金屬?gòu)?fù)合制品,常見(jiàn)的橡膠與金屬粘接失效類(lèi)型如下:
(1)金屬與底膠間粘接失效,即M-C型失效;
(2)底膠與面膠間粘接失效,即C-C′型失效;
(3)橡膠與面膠間粘接失效,即R-C′型失效;
(4)混合型失效,即含以上2種或2種以上形式的失效。
對(duì)于M-C型粘接失效,其可能的主要原因是金屬表面處理失效、膠粘劑選擇不當(dāng)或者是底膠涂膠工藝不當(dāng);對(duì)于C-C′型粘接失效,其可能的主要原因是膠粘劑選擇不當(dāng)或涂膠工藝不當(dāng);對(duì)于R-C′型粘接失效,其可能的主要原因是膠料成型性能差、面膠涂膠工藝不當(dāng)、面膠與膠料交聯(lián)反應(yīng)速度不一致或硫化壓力不足。
3 橡膠與金屬粘接失效分析
3.1 粘接失效部位
本研究一系彈簧在制造過(guò)程中出現(xiàn)的橡膠與金屬粘接失效部位主要集中在橡膠與外套粘接區(qū)域,如圖5所示。粘接失效類(lèi)型全部為橡膠與面膠不粘,即R-C′型粘接失效。這種粘接模式為假性粘接,產(chǎn)品硫化出模時(shí)這種失效并不直接表現(xiàn)出來(lái),常在產(chǎn)品油漆前、表面噴砂處理后出現(xiàn)。
3.2 粘接失效原因
橡膠與外套粘接失效類(lèi)型為R-C′型,粘接失效主要原因分析如下:膠料主體材料為異戊橡膠,所用配方為公司成熟配方,膠料成型性能已得到驗(yàn)證;跟蹤產(chǎn)品前處理過(guò)程,涂膠工藝均嚴(yán)格按照操作規(guī)程進(jìn)行,未出現(xiàn)異常情況;所用膠粘劑也在其他類(lèi)橡膠-金屬?gòu)?fù)合制品中使用,不存在面膠與膠料交聯(lián)反應(yīng)速度不一致的情況,因此,需要重點(diǎn)分析產(chǎn)品是否存在硫化壓力不足的情況。
借助仿真分析軟件Sigmasoft,對(duì)本研究一系彈簧嚴(yán)格按照實(shí)際尺寸建模,并對(duì)硫化注膠時(shí)膠料充模過(guò)程(見(jiàn)圖6)進(jìn)行分析。
從圖6可以看出,硫化注膠時(shí),膠料先充滿整個(gè)型腔,然后進(jìn)入外套端部和U形槽的薄層包膠處,最后流動(dòng)到外套與模具間隙處。
膠料充模過(guò)程中壓力分布如圖7所示。
從圖7可以看出,膠料后期進(jìn)入的外套薄層包膠處壓力明顯較小,注膠和保壓硫化時(shí)該邊緣部位的薄層包膠存在壓力小的情況。
分析模具的結(jié)構(gòu),因?yàn)橥馓锥瞬空w包膠,注膠前外套懸空放入模具中,所以采用水平徑向封膠。從模具放大圖(圖8)可以看出,模具與外套之間存在明顯間隙。
采用該模具生產(chǎn)的產(chǎn)品,其外套四周存在較厚包膠,如圖9所示。
從圖9可以看出,外套與模具實(shí)際配合存在間隙,保壓硫化時(shí)膠料在熱膨脹力作用下一直向間隙流動(dòng),壓力難以建立,從而導(dǎo)致硫化壓力小。因此,可以判定產(chǎn)品外套出現(xiàn)粘接失效的直接原因?yàn)橥馓走吘壛蚧瘔毫Σ蛔恪?/p>
修改模具結(jié)構(gòu),去除外套與模具配合間隙并進(jìn)行硫化壓力計(jì)算,硫化壓力分布如圖10所示。
從圖10可以看出,改進(jìn)外套與模具配合后,在產(chǎn)品保壓硫化時(shí),外套邊緣硫化壓力與其余部位基本一致,說(shuō)明改進(jìn)外套和模具配合可有效增大硫化壓力,有利于提高橡膠與金屬粘接。
3.3 外套與模具配合改進(jìn)
根據(jù)上述分析,本工作采取如下3種措施來(lái)改進(jìn)外套與模具配合。
3.3.1 外套端部
通常情況下,為保證封膠效果,金屬件上與封膠相關(guān)尺寸的公差不得大于0.1 mm。檢測(cè)得出,外套垂向高度為119.5~119.6 mm,其公差符合封膠控制要求,故首先將外套封膠方式由原來(lái)的徑向封膠改為垂向封膠,具體更改方式為在下模體與外套配合位置增加一圈過(guò)壓(封膠)臺(tái)階,如圖11所示。
3.3.2 U形槽底部和圓弧過(guò)渡處
模具與金屬件配合過(guò)盈量為0.3~0.5 mm時(shí),封膠效果較好。本研究一系彈簧垂向封膠的難點(diǎn)在于,在保證外套端部過(guò)盈量為0.3~0.5 mm的基礎(chǔ)上,同時(shí)保證外套U形槽四周共6處圓弧過(guò)盈量至少為0.3 mm。按照外套上端面和U形槽底部高度方向過(guò)盈量一致的設(shè)計(jì)原則,模具圓弧半徑分別設(shè)計(jì)為10.65和25.75 mm,如圖12所示。
3.3.3 模具結(jié)構(gòu)
分型面處泄壓是因?yàn)閮砂昴Dp導(dǎo)致配合間隙變大引起的,要徹底消除分型面處的粘接失效,需要對(duì)模具結(jié)構(gòu)做較大改進(jìn),將原來(lái)的兩瓣模結(jié)構(gòu)改為整體模結(jié)構(gòu),使外套端面不再有分型面。原有的分型設(shè)計(jì)是為了保證U形槽處內(nèi)扣模芯能順利出模,修改設(shè)計(jì)后將該內(nèi)扣模芯設(shè)計(jì)成小鑲條,如圖13所示。
從圖13可以看出:小鑲條與整體模芯分型面在外套端面包膠的中間位置,不影響整體式封膠臺(tái)階對(duì)外套端面的封膠效果;同時(shí)巧妙利用小鑲條做為頂出結(jié)構(gòu),實(shí)現(xiàn)產(chǎn)品自動(dòng)頂出,避免產(chǎn)品出模損壞。
改進(jìn)后外套端面包膠結(jié)構(gòu)如圖14所示。
改進(jìn)后一系彈簧批量生產(chǎn)產(chǎn)品合格率見(jiàn)表1。
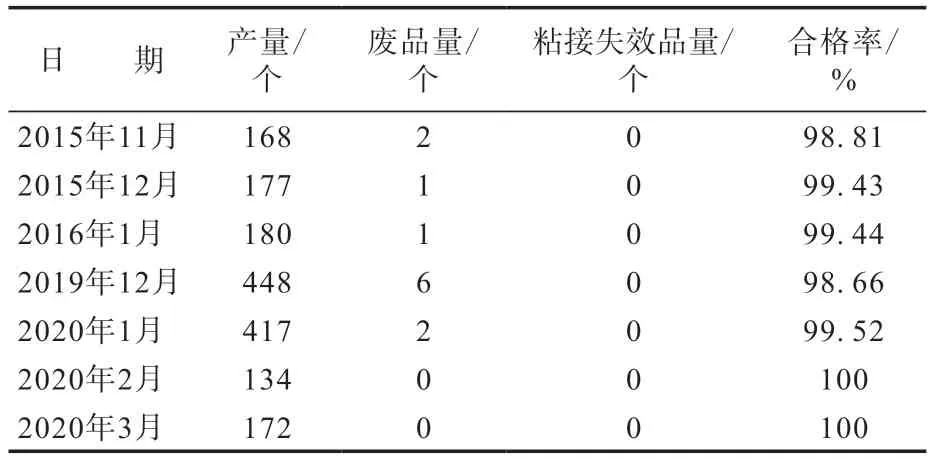
表1 改進(jìn)后一系彈簧批量生產(chǎn)產(chǎn)品合格率Tab.1 Batch production qualification rates of improved primary springs
從表1可以得出,采用3種改進(jìn)措施以后,一系彈簧外套均粘接良好,產(chǎn)品生產(chǎn)連續(xù),外觀質(zhì)量可控,徹底解決了一系彈簧橡膠與金屬粘接失效的問(wèn)題。
4 結(jié)語(yǔ)
隨著粘接理論的發(fā)展,對(duì)橡膠-金屬?gòu)?fù)合制品粘接失效原因的認(rèn)知越來(lái)越深入,粘接失效原因分析逐漸系統(tǒng)化和標(biāo)準(zhǔn)化。以往對(duì)硫化壓力小造成粘接失效多為定性分析,本研究借助硫化仿真技術(shù),對(duì)模腔壓力進(jìn)行定量分析,以直觀獲得模腔壓力大小,從而明確粘接失效原因,同時(shí)可快捷驗(yàn)證改進(jìn)方案對(duì)硫化壓力的提升情況,有利于解決因硫化壓力小而導(dǎo)致的粘接失效問(wèn)題。