120/90-26 6PR R2農業輪胎的設計
2022-07-19 07:01:34睢安全
輪胎工業 2022年2期
關鍵詞:設計
睢安全
(徐州徐輪橡膠有限公司,江蘇 徐州 221011)
隨著我國農村產業化進程的推進,農業機械產業快速發展。新型打藥機是一種高效植物保護機械(以下簡稱植保機),采用水、旱兩用輪,適用于水、旱田作業,適合矮稈作物幼苗期、生長期農藥噴灑,具有噴幅寬、容量大等特點,是理想的乘座式高效田間管理機械[1-2]。為滿足打藥機需求,我公司開發了120/90-26 6PR R2農業輪胎,適宜在植保機上使用,現將其設計情況簡介如下。
1 技術要求
根據客戶提出的要求,植保機主要在田壟間作業,作業時不能損壞田間作物,這就要求輪胎的外直徑(D)大,斷面寬(B)小;作為驅動輪使用,輪胎的抓著力要大,因此確定120/90-26 6PR R2農業輪胎的主要技術參數為:標準輪輞 4J,充氣外直徑(D′)940(930~955)mm,充氣斷面寬(B′)123(113~133)mm,層級 6,花紋類型 R2,標準充氣壓力 320 kPa,額定負荷 680 kg,最高行駛速度 15 km·h-1。
2 結構設計
2.1 外直徑和斷面寬
外直徑和斷面寬膨脹率(B′/B)的選取直接關系到成品輪胎能否達到植保機的使用和性能要求。借鑒R2農業輪胎的設計經驗以及我廠的生產工藝情況,并根據聚酯簾線的特點,本設計輪胎的外直徑膨脹率(D′/D)為0.993,B′/B為1.02,由此計算出輪胎的D為952 mm,B為122 mm,并根據所確定的模型尺寸驗算其負荷能力可達到客戶車輛使用要求。
2.2 行駛面寬度(b)和弧度高(h)
b和h是決定輪胎胎冠形狀的主要參數,本設計輪胎主要用于田壟上的驅動作業,因此需要較大的接地面積,才能保證輪胎的支撐能力和操縱性能以及車輛的平穩行駛[3-4]。綜合考慮輪胎的肩部厚度,b/B取0.97,b為118 mm,h為9 mm。
2.3 胎圈著合直徑(d)和著合寬度(C)
本設計輪胎為有內胎輪胎,裝于5°斜底輪輞,d取664 mm。根據經驗C/B取0.84,C設計為102 mm,胎圈角度為5°。
2.4 斷面水平軸位置(H1/H2)
斷面水平軸是輪胎在負荷下法向變形最大的位置。在保證輪胎內輪廓平衡的前提下,避免應力集中在上胎側或下胎側,造成胎肩脫空或胎圈部位折斷,本設計由于花紋較深,H1取46 mm,H2取98 mm,則H1/H2為0.47。輪胎斷面輪廓見圖1。
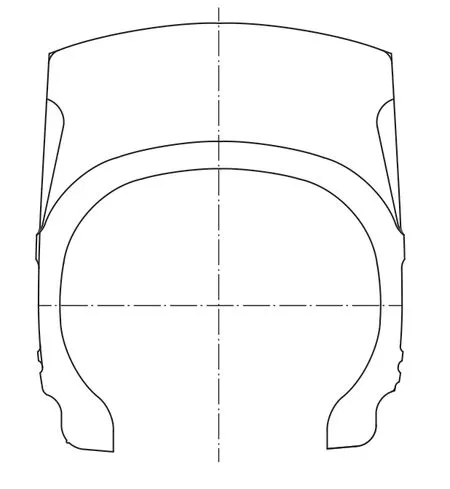
圖1 輪胎斷面輪廓示意
2.5 胎面花紋
根據植保機作業環境和驅動輪使用要求,本設計輪胎采用R2花紋,花紋深度為44.5 mm,花紋周節數為18,花紋飽和度為16.9%。花紋前角為15°,后角為22°~25°,前后角相差7°~10°。前角小,可提高花紋塊對土壤的抓著力;后角大,可提高花紋塊的支撐性能和離地時的自潔性能。胎面基部膠厚度為6 mm,花紋塊根部倒半徑為10~20 mm圓弧,避免冠部花紋根部應力集中造成根裂現象。輪胎胎面花紋展開如圖2所示。
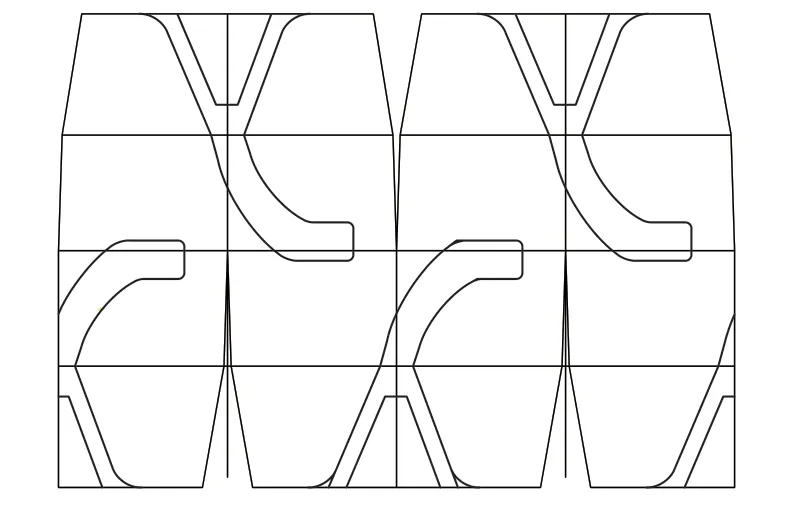
圖2 輪胎胎面花紋展開示意
3 施工設計
3.1 胎面和胎側
胎面采用冠側一體結構,胎面膠采用水田專用膠配方,以提高胎面膠的耐磨性能,避免花紋掉塊現象[5-6]。根據材料分布圖設計,胎面總寬度為265 mm,胎冠寬度為50 mm,胎冠厚度為28.5 mm,胎側厚度為4 mm。
3.2 胎體和胎圈
胎體采用2層高強度1670dtex/2聚酯簾布,安全倍數達到12,成型方式為2-0結構,即第1個布筒有2層簾布,第2個布筒為0層簾布。簾布裁斷角為40°。
胎圈采用單鋼絲圈設計,采用Φ1.0 mm的回火胎圈鋼絲,5×5排列,鋼絲圈直徑為673 mm。胎圈安全倍數大于8。
3.3 成型
采用半鼓式成型機,成型鼓直徑為705 mm,寬度為225 mm。按照現有的成型鼓內部連桿結構設計,在保證成型鼓強度及使用壽命的情況下,各連桿的厚度均有相應的要求(搭子厚度為23 mm,主連桿盤厚度為20 mm,副連桿盤厚度為30 mm,彎連桿厚度為38 mm,小連桿厚度為38 mm,碰塊厚度為40 mm),據此設計的成型鼓機芯寬度最小為262 mm,已超出該成型鼓寬度[7-8]。因此,需要重新設計成型鼓內部連桿結構。新設計的成型鼓結構如圖3所示。
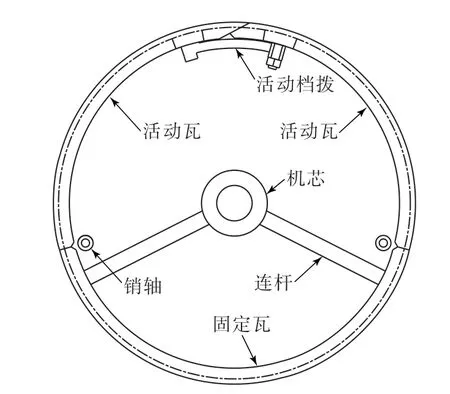
圖3 新設計的成型鼓結構示意
成型鼓設計為三瓦塊,一塊固定瓦,兩塊活動瓦,折疊后的成型鼓形狀類似于半圓。固定瓦相對于成型鼓機芯中心的圓心角為130°,固定瓦兩側端點的最大距離為640 mm,固定瓦的尺寸決定了成型鼓的最大折疊直徑;兩塊活動瓦的圓心角為115°,折疊后活動瓦被包含在固定瓦內,活動瓦保證了成型鼓的撐、合兩種工作狀態。
成型鼓撐開后,關閉活動檔撥,成型鼓達到工作狀態,外直徑達到705 mm;成型鼓折疊時,打開活動檔撥,兩塊活動瓦向內折疊,折疊后最大徑向距離為640 mm,半成品圈口內直徑約為668 mm,可以順利完成卸胎。
按照成型鼓直徑和鋼圈直徑可在3#壓輥包邊成型機上成型。胎體簾布和胎面均為套筒式。由于3#成型機后壓輥有一定的使用范圍,無法輥壓正包,因此需要采用手動壓輥的方式。
3.4 硫化
本設計輪胎采用水胎定型,水胎斷面寬為103 mm,2#空氣定型機的最小定型高度為165 mm,定型盤落到最低位置時胎坯無法定型。因此制作一種簡易撐胎機,通過氣缸控制撐胎直徑為710~830 mm,并通過與水胎外形相似的半圓環將半成品撐起。將水胎對折,兩頭塞入撐胎后的半成品中,再將另外兩側壓入半成品,水胎充氣后定型完成。
采用200T四立柱硫化機硫化,由于本設計輪胎模具厚度為210 mm,將四立柱硫化機兩層改為3層,每次可使用3副模具硫化[9-10]。硫化條件為:外壓蒸汽壓力(0.5±0.02)MPa,過熱水進口壓力2.6~2.7 MPa,過熱水溫度(168±3)℃,循環水壓力 ≥2.2 MPa,硫化時間 75~80 min。
4 成品性能
4.1 外緣尺寸
使用標準輪輞,在標準充氣壓力下,本設計輪胎的D′為945 mm,B′為125 mm,充氣外緣尺寸滿足設計要求。
4.2 物理性能
成品輪胎胎面膠的物理性能見表1。
從表1可以看出,成品輪胎胎面膠的物理性能滿足國家標準要求。
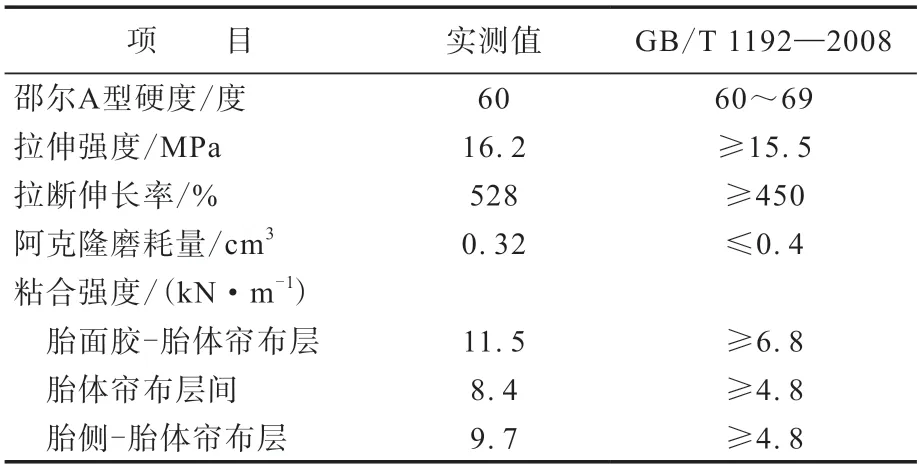
表1 成品輪胎胎面膠的物理性能
5 結論
120/90-26 6PR R2農業輪胎的制造工藝穩定、外觀質量良好,充氣外緣尺寸和物理性能均達到相應的設計和標準要求。該產品的研發填補了植保機市場輪胎產品的空白,為公司在養護農業機械輪胎方面的開發奠定了基礎。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
