鋁鎂機匣內(nèi)間斷式深孔數(shù)控高效加工技術(shù)
2022-07-14 05:53:26鄧元山劉寧胡志星郭皓邦韋昌廣
金屬加工(冷加工) 2022年6期
鄧元山,劉寧,胡志星,郭皓邦,韋昌廣
中國航發(fā)南方工業(yè)有限公司 湖南株洲 412002
1 序言
航空發(fā)動機機匣深孔加工因存在排屑難、直線度要求高及刀具難設計等問題,所以加工效率普遍較低[1]。某型航空發(fā)動機附件傳動機匣深孔一直以來都靠鉆、鏜加工,需頻繁退刀排屑,占加工時間的80%,在空走刀的同時還需要降低轉(zhuǎn)速與進給速度,避免刀具將孔出口部位刮傷,這種加工方法不僅效率低,且孔的位置度、直線度難以保證,存在著零件報廢的質(zhì)量風險。如果零件報廢,每件將損失10余萬元,造成的經(jīng)濟損失較大,操作人員工作壓力較大,迫切需要對這種加工技術(shù)進行改進和創(chuàng)新,否則難以適應企業(yè)的快速發(fā)展。本文通過工藝整合優(yōu)化、刀具改進和加工技術(shù)方案的優(yōu)化等方法,攻克間斷式深孔數(shù)控加工的關鍵技術(shù),在保證加工質(zhì)量的同時大幅度提高了加工效率。
2 工藝難點分析
2.1 典型零件的加工要求
附件傳動機匣加工間斷式深孔的技術(shù)要求如圖1所示。孔的深度為,長徑比達到44∶1,該孔被中間181.7mm長的空心部分分割成兩段,前半段孔的直徑為,后半段孔的直徑為,兩段孔為同心孔,孔的表面粗糙度值Ra要求為1.6μm。
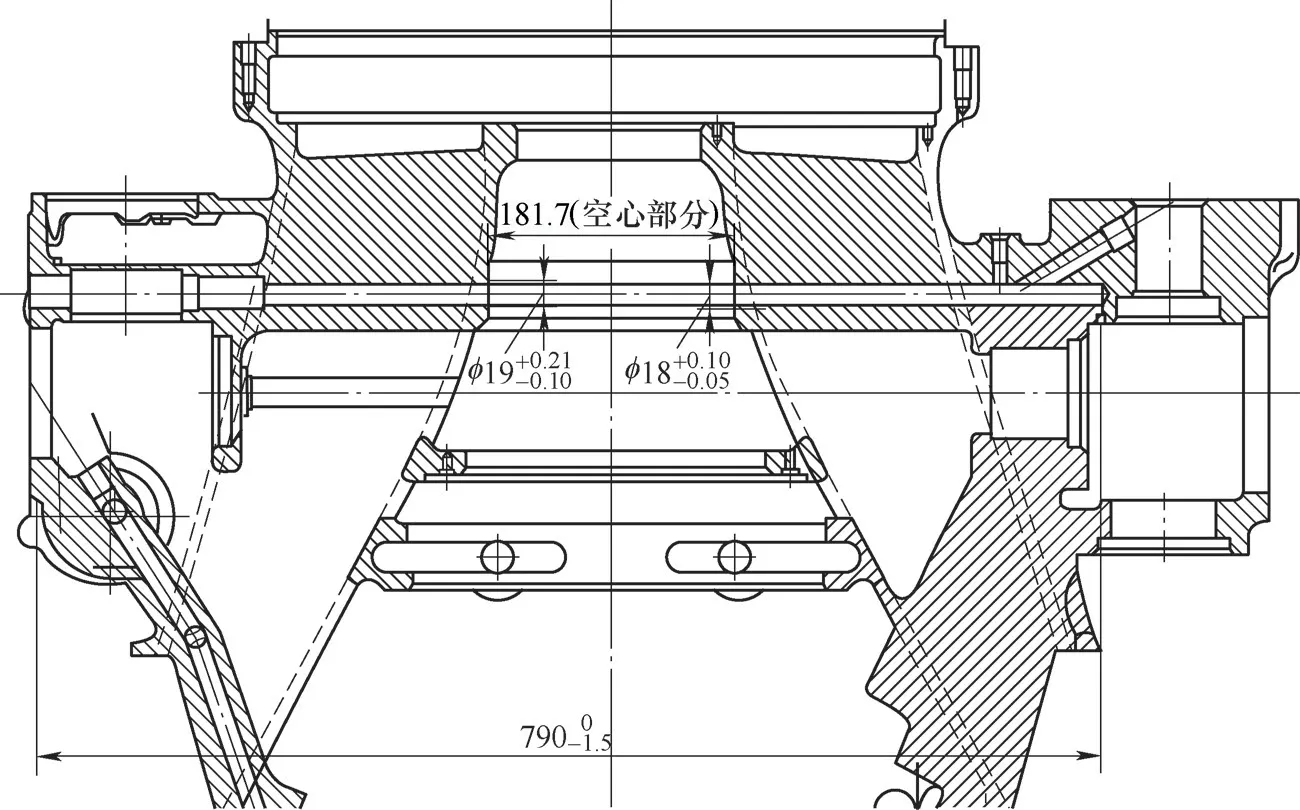
圖1 某機匣間斷式深孔技術(shù)要求
2.2 典型零件的加工難點
加工難點具體如下。
1)加工的2個孔為大長徑比深孔,加工所需的刀具非常細長、剛性差,排屑困難,加工效率低。
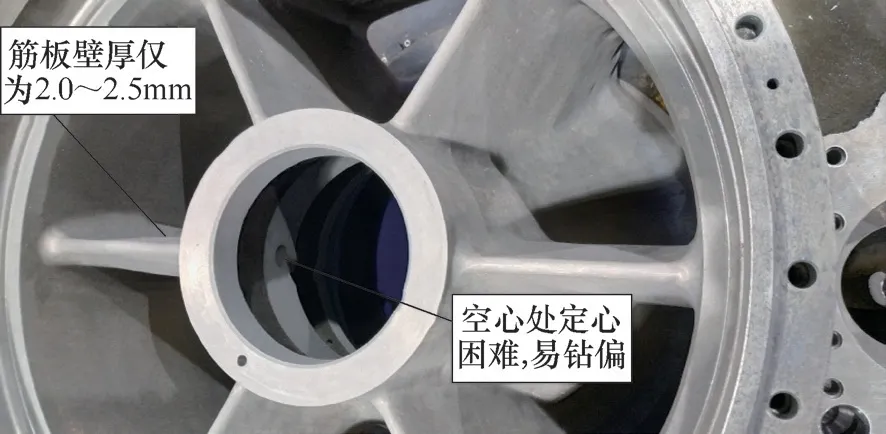
圖2 某機匣間斷式深孔加工示意
2)間斷式深孔加工如圖2所示,空心間斷處鉆頭定心困難,易鉆偏。該孔需穿過兩處筋板,加工后筋板壁厚僅為2.0~2.5mm,鉆孔位置控制不好就會鉆穿支板,導致零件報廢,屬于典型的難加工深孔類型之一。
3 深孔加工技術(shù)
3.1 原加工工藝方案
深孔加工原工藝方法(見圖3)為:φ24m m埋鉆(埋平孔的端面)→φ10mm中心鉆(鉆中心孔)→φ16mm鉆頭粗加工前半段孔→φ19mm鏜刀鏜正孔口處做引導→φ19mm平底埋鉆(加工φ19mm孔徑部分,同時埋平間斷處φ18mm的孔端面)→φ18mm長鉆頭慢速加工此深孔→φ18mm埋鉆精修φ18mm孔。
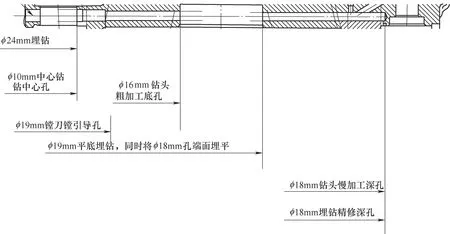
圖3 間斷式深孔加工原工藝方法示意
3.2 加工方法存在的問題
1)刀具多,工步多,以及刀具切削參數(shù)低。該孔加工時間長達150min,效率非常低,間斷式深孔刀具加工數(shù)據(jù)統(tǒng)計見表1。
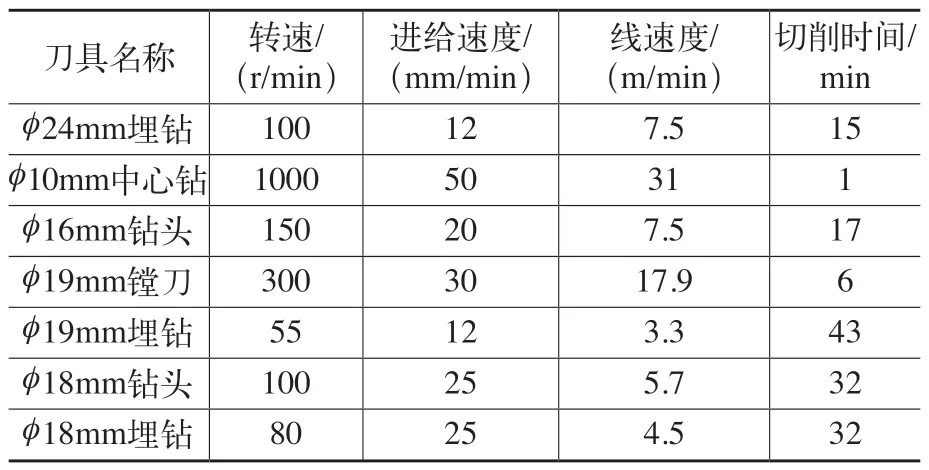
表1 間斷式深孔刀具加工數(shù)據(jù)
2)孔超差損失大。麻花鉆定心差、排屑難,鉆孔精度低、容易鉆偏,質(zhì)量不穩(wěn)定,1年損失近30萬元。
4 鋁鎂機匣間斷式深孔加工新方案
4.1 加工新方案
設計新的深孔加工方案如圖4所示。
(1)改變引導孔加工方法 將埋端面、加工中心孔、粗鉆和鏜孔這4個工步改為三刃鉆1步加工。利用三刃鉆定心好的特點且孔位精度可達到0.03~0.1mm,可實現(xiàn)原工藝方法中4把刀的加工效果,且比原工藝方法效率提高了7倍。
(2)改進深孔加工鉆頭 使用φ18mm槍鉆代替φ18mm長麻花鉆。槍鉆具有較強的優(yōu)勢,其剛性好,轉(zhuǎn)速可以達到3000r/min,刀具帶內(nèi)冷、易排屑,加工時不反復循環(huán)退刀,以及切削線速度高等,可使加工速度提升10倍以上,同時也可提高孔的位置精度及表面質(zhì)量。
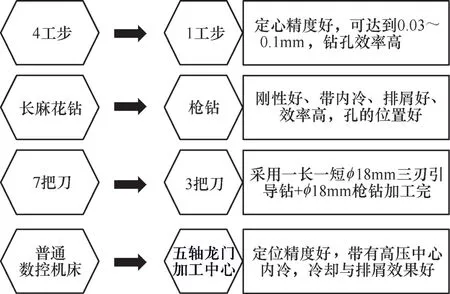
圖4 設計的新加工方案
(3)減少加工刀具 將原來7把刀加工縮減至3把刀完成。分別采用長200mm、410mm兩把φ18mm三刃引導鉆加工引導孔,使用φ18mm槍鉆加工間斷孔。改進前后刀具方案對比如圖5所示。
(4)更換加工設備 原加工設備為無內(nèi)冷也無外冷的臥式四軸加工中心,因冷卻和排屑效果差而制約切削參數(shù)的選取。改進后選用帶有高壓中心內(nèi)冷的五軸龍門加工中心,冷卻、潤滑與排屑效果好,為高速加工奠定了基礎。
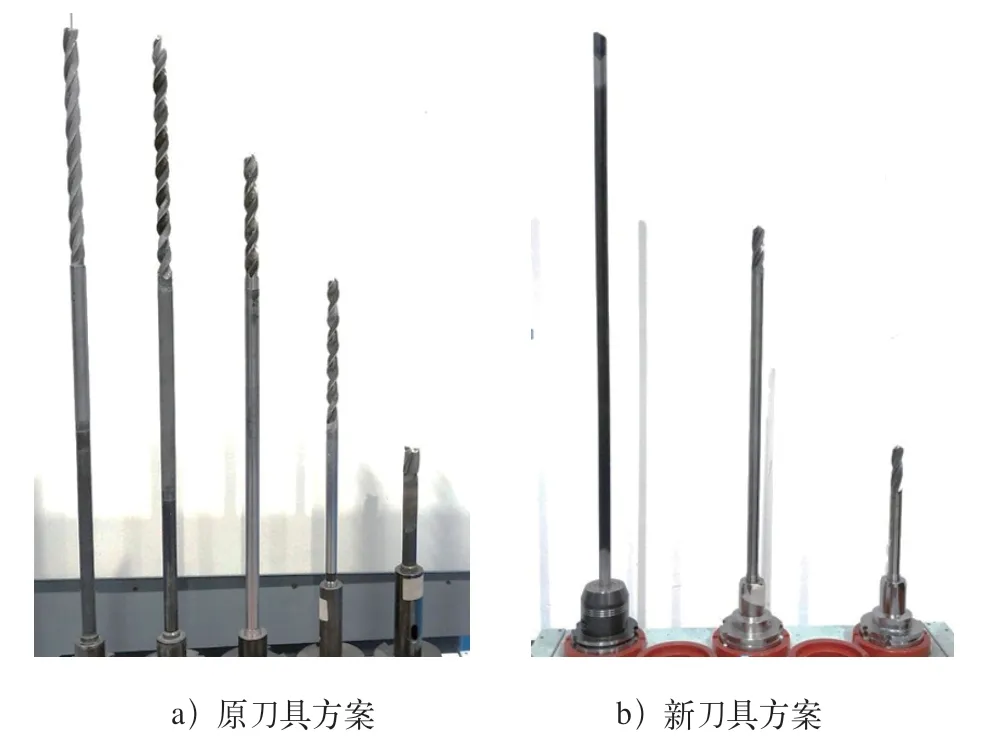
圖5 改進前后刀具方案對比
4.2 槍鉆與引導鉆的匹配要求及引導孔加工深度
對于較大長徑比的深孔加工,使用槍鉆時需要配精度合適的引導鉆[2]。對于使用的φ18mm槍鉆,自身精度應控制在±0.01mm,引導鉆孔徑公差也應控制在±0.008mm。除了制造精度外,槍鉆與引導鉆之間的間隙值也非常重要,因為間隙過大,則引導孔就失去了準確引導的作用。根據(jù)加工試驗,引導孔與槍鉆的配合間隙應控制在0.01~0.02mm。
引導鉆一般切削刃較短、剛性好,但鉆孔的深度較淺。為了使引導孔能夠保證槍鉆加工不偏,起到最佳的引導效果,參照普通鉆床加工深孔時使用的鉆套長度進行加工試驗,試驗得出:引導孔的深度應為槍鉆直徑的2.5~3倍,如加工φ18mm深孔,引導孔深度為54mm較合適。
4.3 程序編制
僅依靠上述加工方案無法實現(xiàn)孔的加工,還需要將方案轉(zhuǎn)換成機器識別的語言,即進行數(shù)控程序編制。編制程序需要全面考慮,如刀具的安裝、刀具的加工順序、刀具的走刀路徑、切削參數(shù)及是否干涉等[3],既要保證加工質(zhì)量,也要提高加工效率、增加刀具壽命且安全易操作。
(1)槍鉆加工程序要點 槍鉆加工指令選擇CYCLE83[4],但在執(zhí)行CYCLE83前還應使槍鉆平穩(wěn)準確地進入到引導孔中。首先使用S50低轉(zhuǎn)速、F200慢進給執(zhí)行G01指令,進入已經(jīng)加工好的引導孔,進入的深度為48mm,然后起動內(nèi)冷,準備再執(zhí)行CYCLE83。CYCLE83中的轉(zhuǎn)速提升至S600,進給速度為F90,且需將CYCLE83指令首次鉆削深度設為1倍徑,即18mm,首次進給率設為50%,即F45;加工時,采用斷屑方式,回退距離設為0,加工到指定深度后,快速回到引導孔深度位置,轉(zhuǎn)速降至S50,循環(huán)指令結(jié)束,再使用G01指令,設進給速度為F3000快速退出。
槍鉆首次鉆深設為18m m,且進給速度下降50%,目的是平穩(wěn)地加工引導鉆鉆后的鉆尖,在引導孔的“約束”下,達到定心的作用。槍鉆在鉆的過程中并不是一鉆到底,而是變速地鉆每一段深度,進給速度從F90→F0→F90,目的是很好地進行斷屑,同時留有時間將切斷的切屑排出深孔外,可釋放槍鉆的加工應力,提高刀具的使用壽命。
(2)長引導鉆加工時的注意事項 采用S600、F360的快速擴孔方式,穿過第一層已加工孔,其目的是:修正孔位和已加工孔與引導鉆的配合間隙,防止引導鉆卡滯憋斷。
(3)切削液的控制要求 加工時一定要注意檢查切削液的壓力與流量,內(nèi)冷壓力一般為2~5MPa。要確保切削液清潔、干凈、無變質(zhì),切削液箱上液位指示器顯示液位應在正常范圍內(nèi)[5],加工中注意觀察冷卻是否正常,否則會發(fā)生卡滯斷刀現(xiàn)象,導致零件報廢。
5 結(jié)束語
利用具有成熟技術(shù)的槍鉆,搭配合適的引導鉆,摸索出最佳的引導孔加工尺寸,并通過合理設計數(shù)控程序,創(chuàng)新了某航空發(fā)動機鋁鎂機匣內(nèi)間斷式深孔加工的解決方案,解決了加工穩(wěn)定性與加工效率問題。其中的關鍵技術(shù)點在于槍鉆與引導孔的配合間隙及引導孔加工深度的正確選擇;還要注意數(shù)控加工程序編制的關鍵點和細節(jié),從而提高刀具的使用壽命。
利用新方法對機匣進行加工試驗驗證,孔的直線度由原來的0.2~0.4mm,提高到0.05~0.1mm;表面粗糙度值Ra由3.2μm降低至1.6μm;原來加工時間150min,現(xiàn)在減少至18min,效率提高7倍。整個加工過程輕快、平穩(wěn),無異響,零件質(zhì)量和效率都有很大提升。該技術(shù)已在我公司鋁鎂機匣加工中得到全面推廣應用。
猜你喜歡
中學生數(shù)理化·七年級數(shù)學人教版(2020年11期)2020-12-14 06:59:52
甘肅教育(2020年14期)2020-09-11 07:57:42
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
藝術(shù)品鑒證.中國藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國藝術(shù)金融(2018年12期)2018-08-26 06:03:48
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛(wèi)生(2014年11期)2014-11-12 13:11:32