石墨鑄鐵RuT450 缸體的車削參數(shù)優(yōu)化與刀具磨損的研究
2022-07-14 10:03:14高亮
機(jī)械管理開發(fā) 2022年6期
高 亮
(鋼城集團(tuán)涼山瑞海有限公司, 四川 西昌 615032)
引言
為獲得更高的氣缸壓力、更好的燃油經(jīng)濟(jì)性和更高的功率輸出,將高強(qiáng)度的石墨鑄鐵應(yīng)用于氣缸體的制造。但是,由于石墨鑄鐵可加工性差,加工時(shí)車削刀具的壽命大大降低。研究發(fā)現(xiàn),灰口鑄鐵中的硫可保護(hù)車削刃免受磨蝕,這在壓實(shí)石墨中沒有發(fā)現(xiàn)。合金成分、顯微組織、機(jī)械性能、刀具幾何形狀等對車削刀具的壽命有著很大的影響,磨料磨損和分層磨損分別是無涂層和涂層刀具的主要機(jī)理。但是大多數(shù)關(guān)于車削參數(shù)優(yōu)化的研究都是在實(shí)驗(yàn)室中進(jìn)行的,在生產(chǎn)中缺乏參考價(jià)值。本文進(jìn)行了在不同車削速度和進(jìn)給速度下車削石墨鑄鐵缸體的試驗(yàn),分析了主軸功率、車削扭矩、進(jìn)刀力和刀具磨損的關(guān)系,綜合考慮刀具壽命和車削效率,進(jìn)而給出了最佳車削參數(shù)。
1 試驗(yàn)過程
使用HELLER 臥式機(jī)床,型號為MCH400D,帶有SIMENS數(shù)控系統(tǒng),試驗(yàn)中采用F45WGD125-18-40-FX-R08 車刀,刀具直徑為125 mm,刀具車削刃角為44.3°,軸向前角為-18°,徑向前角為-6°。如圖1所示,本研究開發(fā)了涂層硬質(zhì)合金車削刀片,型號為ONMU080612-HL。車削刀片的側(cè)面角為0°,車削刀片的倒角尺寸為0.3 mm×0°。
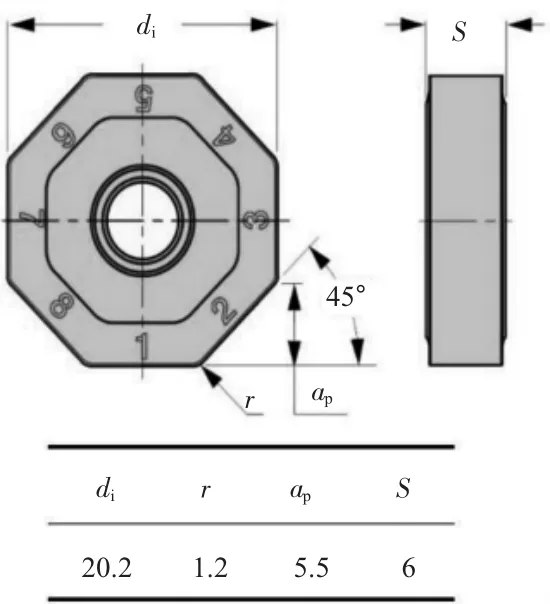
圖1 ONMU 080612-HL 車刀結(jié)構(gòu)圖
加工工件氣缸體的整體由RuT450 石墨鑄鐵制成。RuT450 石墨鑄鐵的蠕墨含量大于90%,鐵素體含量小于10%,硬度(HB)為200~240。為了能在單程內(nèi)粗加工氣缸體底面,本文的車削深度恒定為4 mm。車削速度在100~280 m/min 之間變化,每齒進(jìn)給量在0.15~0.30 mm/z 之間變化。在試驗(yàn)過程中,通過數(shù)控系統(tǒng)監(jiān)控主軸功率和進(jìn)刀力。
2 結(jié)果和討論
2.1 車削速度和每齒進(jìn)給量對主軸功率的影響
圖2 顯示車削加工的主軸功率受車削速度V 和每齒進(jìn)給量fz的影響,由圖2 可以看出,主軸功率隨車削速度和每齒進(jìn)給量的增加而增加,且車削速度對主軸功率的影響比每齒進(jìn)給量更明顯。在恒定的車削速度下,提高進(jìn)給速度將增加切屑厚度的面積,該面積與車削力呈正比。由于主軸功率與車削速度和車削力呈正比,當(dāng)車削速度恒定時(shí),增加每齒進(jìn)給量會導(dǎo)致主軸功率和車削力的增加。但是,提高車削速度會增加主軸功率。但不能證明由于主軸轉(zhuǎn)速的影響,提高車削速度會增加車削力。

圖2 車削參數(shù)對機(jī)床主軸功率的影響
2.2 車削速度對車削轉(zhuǎn)矩的影響
在不同的進(jìn)給速度下,車削轉(zhuǎn)矩和車削速度之間的變化趨勢相似。當(dāng)車削速度低于160 m/min 時(shí),車削扭矩隨著車削速度的增加而增加。但是當(dāng)車削速度高于160 m/min 時(shí),車削扭矩隨車削速度的增加而減小。車削扭矩的值反映了垂直于車削刀片的車削力的值。當(dāng)車削速度低時(shí),由于車削面積的車削溫度增加,堆積邊緣的高度隨著車削速度的增加而增加。在車削速度從100 m/min 增加到160 m/min 的過程中,由于車削溫度的持續(xù)升高,堆積邊緣的高度減小,削弱了車削力下降的作用。車削速度達(dá)到160 m/min 之后,一方面,車削速度使工件材料軟化,從而降低了車削阻力;另一方面,當(dāng)車削速度足夠高時(shí),車削屑的變形系數(shù)減小,這也會減小車削力。
2.3 車削參數(shù)對徑向進(jìn)刀力的影響
該試驗(yàn)中,當(dāng)車削速度降低或每齒進(jìn)給量增加時(shí),進(jìn)刀力均會增加。根據(jù)金屬車削理論,車削進(jìn)刀力有兩個(gè)來源,前刀面與車削屑之間的摩擦力,以及刀面與加工面之間的壓力。一方面,隨著車削速度和車削溫度的升高,工件材料的彈性模量降低,從而降低了工具壓合面與加工面之間的壓力;另一方面,當(dāng)采用較高的車削速度時(shí),材料的可塑性會增加,而抗變形能力會下降,這將減少刀具前刀面與車削屑之間的摩擦。這些都證明了進(jìn)刀力將隨著車削速度的增加而減少。相反,進(jìn)刀力隨每齒進(jìn)給量的增加而增加。摩擦力與車削屑作用在前刀面上的壓力呈正比,因?yàn)樵谲囅鬟^程中摩擦系數(shù)幾乎恒定。由于每齒進(jìn)給量直接影響切屑厚度,該厚度與車削力成正比,因此摩擦力將隨著每齒進(jìn)給量的增加而增加。
2.4 車削參數(shù)優(yōu)化
車削效率是進(jìn)行粗加工的最重要因素。為了減少機(jī)器過載的事故,應(yīng)將主軸功率控制在相對較低的水平。對于缸體的車削過程,車削深度取決于鑄造過程。進(jìn)給速度是影響車削效率的唯一因素,通過Matlab軟件中的算法工具對車削參數(shù)進(jìn)行優(yōu)化,車削速度V=164 m/min,每齒進(jìn)給量為fz=0.28 mm/z。在優(yōu)化參數(shù)之前,車削速度為130 m/min,每齒進(jìn)給量為0.26 mm/z。初始參數(shù)和優(yōu)化參數(shù)的比較如表1 所示。由表1 可以看出,新參數(shù)可以使車削效率提高34.4%。進(jìn)刀力僅增加了2.7%,主軸功率增加了21.25%。盡管主軸功率增加,但車削扭矩卻降低了,這證明新參數(shù)更適合RuT450 缸體的車削加工。

表1 最佳車削參數(shù)與當(dāng)前參數(shù)的比較
2.5 工具磨損
為了分析刀具磨損,在使用優(yōu)化的車削參數(shù)加工100 個(gè)氣缸體后檢測車削刀片。圖3 為刀具前刀面磨損圖片。由圖3 可以看出,前刀面的主要磨損形式是月牙洼磨損和材料黏著。在刀具磨損開始時(shí),工件材料摩擦刀具前刀面,這只會導(dǎo)致磨料磨損。磨去涂層后,出現(xiàn)碳化物,車削溫度和摩擦系數(shù)會增加,導(dǎo)致工件材料開始與工具材料黏在一起,并使工具材料帶有切屑,這就是黏附磨損。磨料磨損和黏附磨損都會導(dǎo)致隕石坑出現(xiàn)。
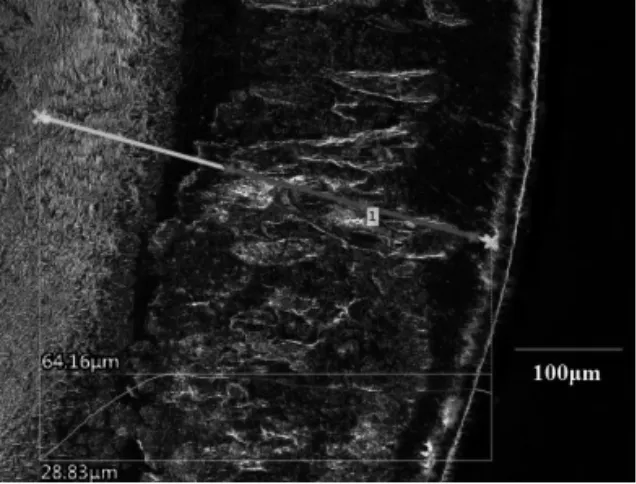
圖3 加工100 個(gè)缸體后刀具前刀面磨損圖像
由于工件粗加工的不均勻車削深度,在遠(yuǎn)離刀尖的工具前刀架的磨損比其他地方小。圖4 顯示了較小的工具前刀架磨損,這也證明了工具磨損的過程最初是磨料磨損,然后是磨料磨損和黏附磨損共同發(fā)生。

圖4 遠(yuǎn)離刀尖的位置的刀架磨損
下頁圖5 顯示了加工了100 個(gè)氣缸體后的刀具側(cè)面磨損。在側(cè)面磨損結(jié)合的邊緣,深度為10μm 的工具涂層發(fā)生磨損。涂層的主要磨損機(jī)理是磨料磨損。在涂層上方,碳化物基本已經(jīng)暴露出來。在法蘭磨損連接處發(fā)現(xiàn)大量黏著材料,這會導(dǎo)致黏附磨損,碳化物是黏附磨損的主要原因。
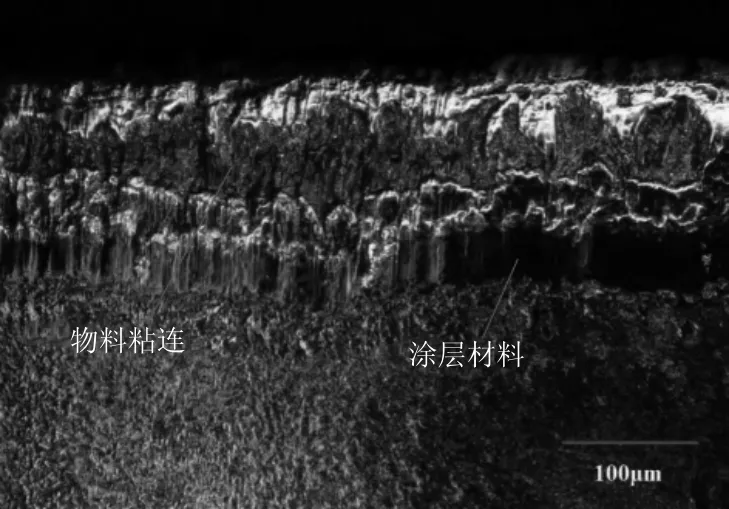
圖5 加工100 個(gè)缸體后的刀腹磨損圖像
如下頁圖6 所示,在刀具側(cè)面發(fā)現(xiàn)了凹槽形狀的磨損。在本研究中,由于車削深度不均勻,因此刀具邊緣上的多個(gè)位置會受到邊界磨損的影響。在這些位置,車削刀具在加工時(shí)會與空氣劇烈接觸,這會導(dǎo)致局部氧化磨損。另外,在工件材料表面上,鐵素體含量高得多,這加速了黏附磨損。由于這兩個(gè)原因,凹槽形狀的磨損出現(xiàn)在側(cè)面。

圖6 刀具側(cè)面的凹槽形狀磨損
3 結(jié)語
本研究分析了車削參數(shù)對主軸功率、車削扭矩和進(jìn)刀力的影響,并使用Matlab 軟件中的算法工具對車削參數(shù)進(jìn)行了優(yōu)化。研究發(fā)現(xiàn)主軸功率隨車削速度、每齒進(jìn)給量增加而增加。車削扭矩先增大,然后隨著車削速度的增加而減小。進(jìn)刀力隨著車削速度的降低而增加,每齒進(jìn)給量增加。為了獲得高車削效率和低主軸功率,使用Matlab 軟件中的算法工具箱對車削參數(shù)進(jìn)行了優(yōu)化。分析了刀具磨損的機(jī)理,刀具前刀面主要發(fā)生了月牙洼磨損和材料粘連。除了一些凹槽形狀的磨損外,側(cè)面的磨損形式幾乎是正常磨損。車削主要磨損機(jī)理是磨料磨損和黏附磨損。