激光金屬3D打印技術的研究進展
2022-07-14 11:47:34李瑞鋒周偉召
粘接 2022年7期
關鍵詞:工藝
李瑞鋒,李 客,周偉召
(1.陜西機電職業技術學院 智能制造學院,陜西 寶雞 721001; 2.陜西奇智聚德智能裝備有限公司,陜西 寶雞 721001; 3.洛陽礦山機械工程設計研究院有限責任公司,河南 洛陽 471003; 4.陜西博鼎快速精鑄科技有限責任公司,陜西 渭南 714000)
3D打印技術是基于“離散/堆積成型”的成型思想,用分層加工的方法將成型材料“堆積”后,進而形成實體零件的一種技術,也稱為“快速成型技術”或“疊加制造技術”。從原理上講,3D打印需要通過計算機軟件建立一個三維數字化模型,根據打印工藝和零件的結構不同,選擇合理間隔的切割平面將數字化模型分割成若干薄層,然后根據這些薄層的輪廓,按照先后順序逐層進行原料的熔化和堆積,最后形成一個立體實物。3D打印技術具有能制造復雜結構、節省材料、無需復雜的工裝、成型速度快的優點,被廣泛應用在航空航天、武器、車輛制造、電子器件和生物組織工程等領域。因此,3D打印技術是最具有吸引力的制造業研究方向之一,并且被大多數學者認為是一次制造業的重大革命。
3D打印技術根據制造熱源的不同,分為激光3D打印技術、高能束3D打印技術。其中激光3D打印技術是當今眾多科研工作者研究的熱點方向,占絕對主流地位,在知網上以“激光技術”為關鍵詞的科研論文數量是以“高能束”為關鍵詞的科研論文數量的8倍。
激光3D打印技術,是一種利用激光來加熱材料并使其熔化,然后再逐層堆積成實物的增材制造技術。由于激光可以產生很高的能量,其能量足以使難融的金屬受熱熔化,所以,激光3D打印技術可以用于難熔金屬的3D打印,例如常見高溫合金就可以用3D打印技術進行加工。激光3D打印技術還有一個優點就是可以打印結構復雜的零件,這是因為打印過程是一個逐層堆積材料的過程,零件的內部結構在加工過程中是暴露在外的,所以它可加工結構復雜的零件。激光金屬3D打印的材料是金屬材料,能夠用于打印的材料種類多、成本低,打印出來的零件導電性好、強度高,因此,特別受科研人員重視,成為研究的重點之一。
目前,歐美發達國家都站在21世紀制造業競爭的戰略高度,對激光金屬3D打印技術進行了大量的開拓性研究,使激光金屬3D打印技術工藝更加豐富,應用領域更加廣闊。同時,我國也在激光金屬3D打印技術領域投入大量人力物力進行研究,取得了豐碩的成果。本文先分別介紹4種常見的激光3D打印技術的工作原理及其特點,然后分別對每種打印技術在國內外的研究和應用情況進行綜述,最后對激光3D打印技術的發展趨勢進行預測。
1 激光金屬3D打印的分類及其工作原理
激光金屬3D打印技術,根據金屬材料的成型工藝不同陸續產生多種打印技術,鑒于科研工作者對個別打印工藝的分類還存在分歧,因此本文僅介紹具有代表性的4種打印工藝:選擇性激光燒結;選擇性激光熔化;直接金屬激光燒結和激光工程凈成型。其中選擇性激光熔化和直接金屬激光燒結工藝基本相同,區別僅在于兩者的金屬粉末組分不同。下面分別介紹這4種金屬3D打印技術的工作原理及其特點。
1.1 選擇性激光燒結
選擇性激光燒結(SLS),是一種用激光束來燒結預先加熱過的提前鋪設在粉末床上的金屬粉末,由計算機控制進行分層燒結,分層堆積的零件加工技術。其工作原理如圖1所示。
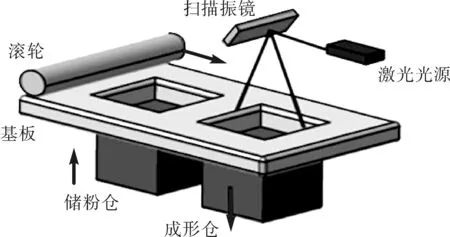
圖1 SLS技術原理圖[7]
SLS技術的優點:①可以快速打印,速度高達25.4 mm/h;②材料利用率高,沒有燒結的粉末可回收反復利用;③無需額外支撐結構;④成型件致密度高。
SLS技術的缺點:①零件表面不光滑;②金屬顆粒結合度低,需要進一步熱處理;③如果采用氮氣作為保護氣體的話,會產生有害氣體。
1.2 選擇性激光熔化
擇性激光熔化(SLM ),是一種與SLS技術加工原理類似,克服了金屬粉末結合度不高缺點的一種3D打印技術。SLM技術的基本原理:先用計算機軟件構建實物的數字化三維模型;然后根據零件的結構選擇合適的切割平面,將數字化三維模型切割成若干薄層。接著激光束在計算機的控制下沿著薄層的輪廓線進行運動,激光束照射到提前鋪設好的金屬粉末上,金屬粉末開始熔化然后再凝固成固態,沒有照射到的金屬粉末可以回收再利用;然后在凝固好的金屬上繼續下一層的金屬粉末的加工如此反復直到整個零件加工完成,SLM技術打印原理如圖2所示。SLM在加工零件的時候,為了防止零件受熱發生氧化反應,成型室采用密封結構用來隔絕空氣,并且充滿惰性氣體加以進一步的防護。
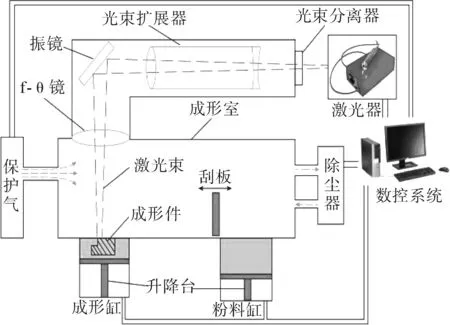
圖2 SLM技術原理圖[11]
SLM與SLS主要區別在于:SLS并未完全熔化金屬粉末,金屬粉末只是粘接在一起,需要進行后處理。而SLM由于使用的激光束能量很大,金屬粉末被完全熔化;然后冷卻凝固,零件可以達到很高的致密度,所以不需要進行再次燒結。
SLM優點:①金屬顆粒完全熔化、逐層堆積而成,零件致密度和機加零件接近,超過99%;②打印零件的尺寸很準確(可達±0.1 mm);③零件外觀光滑(Ra為20~50 μm);④可打印的材料種類多,沒有熔化的金屬粉末可以重復利用;⑤無需后續處理工藝。
SLM缺點:①激光源功率大,密閉加工空間導致SLM加工成本高;②由于需要將金屬加熱至熔化,激光束停留時間長,打印速度偏低;③加工復雜,工藝參數優化難度大;④需要額外材料固化后作為支撐,防止零件坍塌;⑤加工室需要惰性氣體保護。
1.3 直接金屬激光燒結
直接金屬激光燒結(DMLS ),是一種利用大功率激光束加熱金屬粉末層,并使其熔化的3D打印技術。DMLS與SLS的加工工藝是相似的,不同之處在于兩者的金屬粉末的組分不同。圖3給出了DMLS工藝中的重要部件有:打印平臺、粉末分配機構、重涂臂、激光激勵器、光線調整機構(光學元件,XY-掃描鏡等)、高速掃描儀和計算機工藝軟件等;其中高速掃描儀和計算機工藝軟件圖中未顯示。

圖3 DMLS技術原理圖[21]
DMLS與SLM主要區別在于兩者的金屬粉末組分不同。SLM技術用的是一種金屬粉末進行打印。然而DMLS技術用的是兩種以上的混合金屬混合粉末,金屬粉末在激光束的照射下完全熔化,不同材質的粉末在熔化過程中相互滲透,提高了零件的致密度和精度。
DMLS優點:①不需進行粉末預熱,打印的零件不必進行后處理;②零件的尺寸精度高(±0.05 mm);③零件的致密度大于90%;④適用于個性化定制;⑤與其他激光3D打印不同,調整參數可以調整打印零部件的材料結構/機械性能。
DMLS缺點:①不適合打印過于復雜精細的零件;②需要生成支撐,防止零件打印過程中坍塌。
1.4 激光工程化凈成型
激光工程化凈成型(LENS),一種利用激光束將機體金屬熔化后將不同成分、不同性能的金屬粉末送入熔池中熔化的一種3D打印技術。Sandia國家實驗室和惠普(Pratt Whitney)公司共同提出激光工程化凈成型的概念并提出了技術方案,Optomec Design公司在該基礎上進一步研究后,于2017年取得了該技術的發明專利。其工作原理圖如圖4所示。
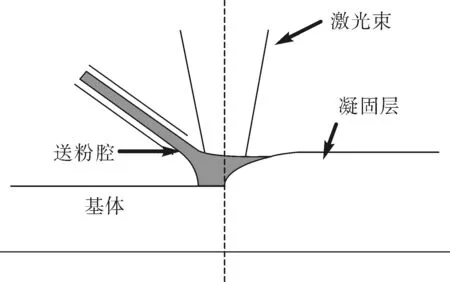
圖4 LENS 技術原理圖[23]
LENS與DMLS ,SLM和SLS主要區別在于金屬粉末的添加工藝不同。LENS技術成型過程中,采用的是同步送粉工藝,即金屬粉末通過噴射與激光束加熱同步進行。激光束將噴嘴噴射的金屬粉末加熱熔化,直到金屬粉末與底層金屬完成熔成一體后,激光束和送粉噴頭在計算機的控制下同步移動,進入下一點的加工。而DMLS、SLM和SLS技術先通過鋪粉結構將金屬粉末鋪設一層,然后激光束按照預定軌跡進行燒結或熔化,如此反復直到整個零件加工完成。實際應用中,也有部分DMLS設備采用激光和送粉同步工藝,主要用于壁厚超過1 mm的大型零件的加工。
LENS工藝的優點:①相比SLM工藝,成型效率高;②金屬零件的致密度極高,可達100%;③LENS進行金屬零件表面噴涂,結合強度高于傳統噴涂和電鍍工藝;③可以進行零件表面缺陷的修復。
LENS工藝的缺點:①零件的成型精度稍低,尺寸偏差在3~6 mm;②零件需要后處理,進一步提高精度。
不同的激光金屬3D打印工藝, 具有不同的成型特點,只有根據打印材料和零件的結構特點恰當選用打印工藝才能最大程度地發揮其優勢。即使相同的打印工藝,不同的工藝參數對打印質量和打印效率都有顯著影響。金屬3D打印工藝參數包含激光功率、粉層層厚、激光掃描間距、激光掃描方式、激光掃描速度、基板預熱溫度、金屬熔體溫度等成型參數。4種激光金屬3D打印技術能夠實現的層厚和掃描間距如表1所示。加工過程中,應該合理選擇工藝參數,達到減小零件表面粗糙度的目的。

表1 不同激光金屬3D打印技術的典型工藝參數
2 激光金屬3D打印技術的研究與應用
2.1 選擇性激光燒結技術的研究與應用
SLS技術是激光金屬3D打印技術的重要分支之一,發展相對成熟,應用十分廣泛,在軍工武器、航空航天、機械裝備和醫療衛生等重大關鍵領域都有應用。
汽車制造領域,德國EOS公司用SLS技術制造鋁合金賽車零件。
在航空領域,德國EOS公司采用SLS技術來制造飛機的零部件,在代號為F-35 Lighte-ningⅡ的飛機上使用了1 600個由SLS技術打印的零部件;歐洲宇航防務集團公司(EADS)在飛機制造過程中使用大量由SLS打印技術打印的零件。
在武器領域,美國采用SLS技術來制造導彈的零部件,代號為AIM-9的響尾蛇導彈中的基座就是用SLS技術打印出來的。
在醫療領域,德國EOS公司用SLS技術制造不銹鋼(型號:316L)內腔鏡、鈦合金(型號:Ti64)醫療植入體等。有研究者利用SLS技術制造鈦合金生物骨支架,成型的零件經900 ℃處理后抗壓強度能達到142 MPa。
在模具領域,1994年,DTM公司于研發一種叫做Rapid Steel的新技術,在其研發的SLS-2000設備上用樹脂包覆鐵粉打印出注塑模具,然后把模具放入高溫爐再次燒結,得到的打印模具與傳統工藝制作的模具性能相當。北京隆源自動成形系統有限公司研發的AFS-300金屬3D打印機已經量產,該打印機可打印個性化定制的各類鑄造型殼和熔模,甚至鑄件原型。
2.2 選擇性激光熔化技術的研究與應用
近幾年來,SLM技術越來越受到世界各國的重視,不斷加大技術研發的資金投入,SLM技術應用范圍不斷擴大,在航空航天,國防軍工,裝備制造和醫療衛生等重點領域都有所應用。
在裝備制造領域,設立于華中科技大學的模具國家重點實驗室快速制造中心瞄準SLM技術零件加工尺寸受限的痛點,從溫度控制,裝置預熱兩個方面進行攻關,又對激光掃描方式進行創新,一舉突破了這一難題,同時又很好地解決了大尺寸零件變形問題,在此基礎上先后研發了HRPM-Ⅰ和HRPM-Ⅱ兩套設備,其工作臺面可達250 mm×250 mm。
在航空領域,2012年美國通用電氣公司 (GE),在飛機發動機的制造過程中大膽嘗試,成功地將SLM技術應用于LEAP噴氣式發動機燃油噴嘴上,并制造成功。與此同時,歐洲空中客車集團創新中心 (Airbus Group Innovations) 也在大力推進SLM技術的應用,先后在用空客320和380飛機艙門的零件制造中使用SLM技術。該公司以Ti-6Al-4V合金粉末為3D打印的材料, 采用SLM技術成功制造出艙門托架和發動機艙門鉸鏈。
在醫療領域,澳大利亞科學協會成功研制出SLM打印機,西班牙薩拉曼卡大學利用該打印機,進行了鈦合金材料的3D打印研究,成功打印出胸骨與肋骨,并成功植入胸廓癌病人體內。西安交通大學第一附屬醫院的科研工作者,用鈦合金材料3D打印出患者胸骨的缺失部分并植入患者體內,完成了胸骨缺失部分的修復,取得良好效果。
2.3 直接金屬激光燒結技術的研究與應用
當前,DMLS技術是激光金屬3D技術的新熱點之一,該技術打印的金屬零件致密度高,因此在航空航天、軍工武器、模具制造等領域應用廣泛。由于用該技術進行表面噴涂處理的結合度高于傳統金屬噴涂工藝,因此在機械零件的修復方面具有不可替代的作用。
在航空領域,美國奧斯汀大學用INCONEL625超級合金和Ti-6Al-4V作為打印的材料,按照一定比例混合后,用DMLS技術成功打印出F1戰斗機上的部分零件。北京航空航天大學對DMLS技術打印的零件的質量缺陷形成機理和改進措施進行攻關,打印的鈦合金零件力學性能達到了同種材料的模鍛件水平。西北工業大學的研究團隊瞄準大尺寸零件進行研究,成功打印出飛機上的左上緣條,該零件最寬的地方達3 m、質量高達196 kg,目前處于世界領先水平。
在武器領域,美國奧斯汀大學采用DMLS技術,以INCONEL625超級合金和Ti-6Al-4V合金的混合粉末為打印材料,成功制造出代號為AIM-9的導彈的部分零件。
在模具領域,德國EOS公司對大型模具冷卻進行深入研究,發現模具中異冷卻水路的冷卻效果直接影響模具的使用效率和壽命;但是異形冷卻水路制造十分復雜,該公司將DMLS技術用于異形水路的制造,顯著提升了水路的冷卻效果,進而提升了大型模具的使用效率和使用壽命。
在機械修復領域,隨著使用時間的推移,設備上的回轉零件會發生磨損和腐蝕現象,對于大型設備中這些回轉零部件質量大,成本高,對零件進行局部修復而非重新制作是經濟可行的方案之一。目前,DMLS技術已經成功應用于大型回轉部件的磨損和腐蝕修復,大大降低了設備的維修成本。
2.4 激光工程化凈成型技術的研究與應用
目前,LENS技術廣泛應用于航空、醫療和機械制造等領域。
在航空領域,LENS技術用鈦合金作為打印材料打印的發動機葉片和輪盤的力學性能達到很高水平,與鍛造件的力學性能相當。與此同時,LENS技術打印的鈦合金零件還被安裝到各類飛機上,并取得很好地效果。北京航空航天大學王華明教授團隊專注耐磨涂層的研究,采用LENS技術進行金屬噴涂,在我國某新型航空發動機耐磨運動副零部件上進行融覆耐磨涂層研究,取得良好的效果。
在醫療領域,由于Ni、Ti和CoCrMo合金材料與人體的相容性好,被廣泛地用做人體植入體的材料。采用LENS技術用上述材料打印的植入體,空隙率高達70%,有效地延長了其使壽命。用LENS技術以CoCrMo合金為打印材料進行打印,打印的仿生骨和天然骨的的彈性非常接近。常見的生物骨的彈性模量的大概是3~20 GPa;而打印的仿生骨的是33~43 GPa,單純從彈性模量上考慮,兩者的差距已經不明顯。
在機械制造領域,西北工業大學的學者在零件的3D打印修復零件表面損傷方面也做了研究,成功修復了用K418高溫合金和DZ125鎳基高溫合金材料制作的零件。又有學者通過深入研究LENS技術,尤其是3D打印零件的開裂機理,通過調整參數的方式,有效控制了零件的開裂問題,實現了復雜結構零件的LENS技術3D打印。目前有學者應用該技術在陶瓷零件的打印方面也取得成功。
近年來,北京航空航天大學研究者關注LENS技術的加工工藝,通過調整各項工藝參數,努力提升產品性能。目前可以用LENS技術以Ti合金、Ni合金以及金屬間化合物材料進行3D打印。該大學研究團隊先后發表多篇論文對研究成果進行報道,打印的零件力學性能很好,相當于鍛造件,零件的組織也很均勻。
3 激光金屬3D打印技術的發展趨勢
3.1 4種激光金屬打印技術的特點
激光金屬3D打印技術是一項具顛覆性的零件制造工藝,相比于傳統工藝具有無需模具、材料利用率高、可以個性定制、可制備復雜結構等顯著優勢。而且不同類型的激光金屬3D打印技術工藝有著各自的特點,呈現出優勢互補式協調發展態勢,4種打印技術的主要工藝參數對照如表2所示。
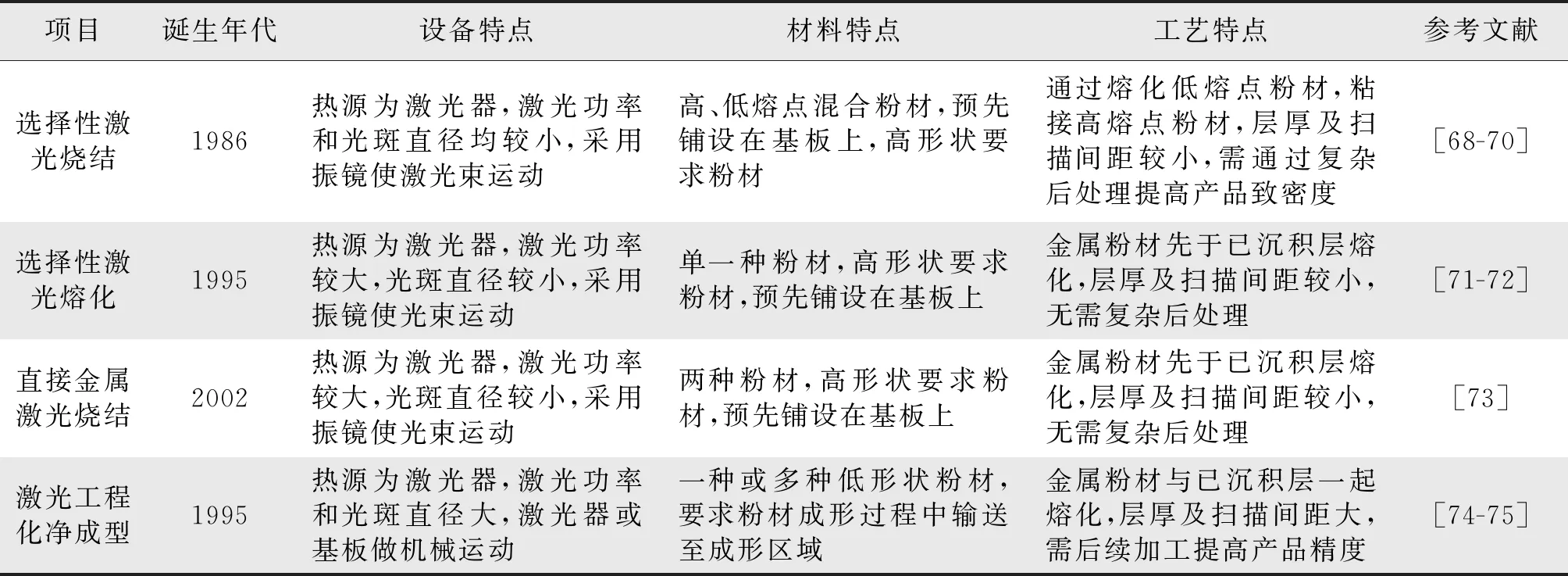
表2 激光金屬3D打印技術的設備、材料和工藝[67]
3.2 發展趨勢和前景
設備方面
設備的加工效率和經濟成本是制約激光金屬3D打印技術產業化應用的限制條件,針對金屬3D打印技術效率低下的不足,可以通過增加激光器的功率和改進送粉方式加以改進;但是對3D打印技術的效率提高十分有限,3D打印技術在加工效率與傳統加工相比差距仍然很大。因此提高設備的加工效率和降低設備的成本成為現在研究的重點問題之一。除此之外,還可以通過多種技術的整合,克服激光金屬3D打印精度不足的缺點,例如可以通過3D打印與數控加工相結合,就可以克服3D打印精度不足的缺點,又不會增加太大的成本。目前德國的DMG MORI就開發出此類產品。它整合了激光金屬3D打印技術與傳統機械加工,先用3D打印技術制造出復雜零件形狀,再用機械加工修正零件外觀,進一步提升零件的精度。
工藝方面
SLM工藝:目前雖然對激光金屬3D打印技術展開了大量前期研究,重點研究金屬的受熱變形,材料冷卻收縮機理;但是由于SLM打印過程過于復雜,往往伴隨著物理、化學等多方面的反應,所以目前SLM技術仍然有很多難題沒有突破,打印的零件仍然存在球化、孔隙、裂紋等材質缺陷的問題。
DMLS和SLM工藝:在DMLS和SLM成形過程中,為了熔化金屬粉末,必然采用大功率激光束,激光束產生的熱量過大,導致材料受熱不均,溫度變化劇烈,致使3D打印的零件產生應力集中現象,最終導致零件發生變形和開裂現象。深入研究3D打印零件的缺陷產生機理,在此基礎上進行工藝參數優化,最大限度地控制打印零件的各類缺陷,是今后一段時間的研究熱點。因為打印零件的各類缺陷與內應力形成規律、組織凝固規律有著密切相關性,從零件的內應力和組織凝固規律出發研究零件的缺陷形成機理,是解決激光金屬3D打印零件成型缺陷重要突破方向之一。
4 結語
隨著科學技術的進步,新材料、新技術、新工藝不斷發展,這些新技術被應用到激光金屬3D技術中之后,給其帶來了巨大的活力。尤其在致密度、精度、粗糙度、強度和結合度等關鍵指標方面,激光金屬3D打印技術已經取得長足的進步,制備的零件已經達到,甚至超過了傳統加工手段制備的零件。但是,激光金屬3D打印技術的固有缺陷,加工效率低、成本高、加工工藝復雜、需要額外支撐等缺點依舊沒有實質性突破,嚴重制約其發展。因此,可以預測激光金屬3D打印技術將在零部件的修復、人體植入體等個性化定制方面會取得更大的成就。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
