芯體供送裝置的控制系統仿真
2022-07-11 12:46:28易應寬
現代機械 2022年3期
易應寬 ,周 浩
(1.貴陽電氣控制設備有限公司,貴州 貴陽 550025;2.貴州大學機械工程學院,貴州 貴陽 550025)
0 引言
隨著社會的發展,越來越多的行業出現自動化機械代替工人們勞作,自動化機械與普通工人對比,工作效率變得越來越高,生產成本也相對較低等優點[1]。零件供送時的精度和穩定性在工業社會中的應用情況很大程度上反映一個國家工業機械化發展水平。但由于我國對工業芯體供送機械手的使用規模和供給的位置精度和穩定性相對不足,工業芯體供送設備的研制規模以及對該設備的控制精確度和穩定性,都會從根本上直接影響到我國的自動化制造技術水平,所以目前在自動化市場上,科技方面都考慮提升軸類芯體供送裝置和其控制系統的水平[2-3]。因此,優化芯體供送裝置的控制系統的研究是非常有現實意義和未來展望的。
本文采用了PID控制的方式,以此提高芯體供送時的位置精度以及穩定性。
1 芯體供送裝置的結構
1.1 芯體裝夾模具和載盤
在芯體供送之前需要通過芯體裝配裝置來定位和夾緊芯體,而芯體(及模具)需要載盤來定位。這樣可以為后續的芯體供送和芯體的裝配提高效率和準確性。如圖1所示。

圖1 芯體裝夾模具和載盤結構簡圖
1.2 芯體供送裝置
如圖2所示,芯體供送裝置應用于芯體(及模具)的初始位置已經確定的情況下。本設計主要通過PLC控制各步進電機的轉動的圈數和轉動的先后順序來完成芯體的供送。這種芯體供裝置的控制系統主要是利用PLC控制步進驅動系統來實現供送位置精確度以及供送時的穩定性。
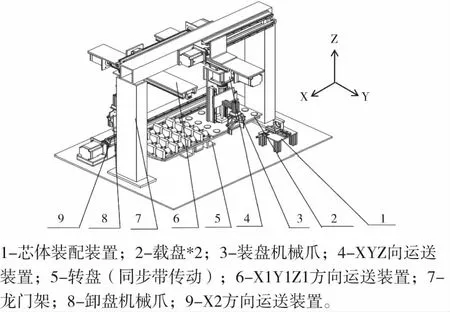
圖2 芯體供送裝置總體布局圖
芯體供送裝置的工作過程:剛開始由芯體裝配裝置1對芯體與模具進行定位與裝配,然后裝盤機械爪3將芯體(及模具)抓取后,通過XYZ方向運送裝置4移動將芯體(及模具)定位卸載在載盤2進行初始運送,裝滿載盤2后(16個),載盤2通過轉盤(同步帶傳動)5旋轉然后由卸盤機械爪8將芯體(及模具)抓取后通過X1Y1Z1方向運送裝置6移動將芯體(及模具)定位卸載在X方向運送裝置9進行最終運送,芯體(及模具)到裝配的位置后,這樣就完成一次完整的工藝流程[4]。
根據芯體供送裝置的結構可知芯體供送裝置的控制系統是用來對其精準定位運動控制的,且該芯體供送裝置的主要技術參數指標如表1所示。

表1 芯體供送裝置的技術參數指標
要到達控制要求,必須符合以下這幾個基本特性條件:1)此控制系統需要有非常高的可靠性、非常高的穩定性等特點;2)具備極高效率性等。綜合上述幾個方面考慮,芯體供送裝置控制系統采用PLC控制步進驅動系統。并運用PID控制的方式,以此提高芯體供送時的位置精度以及穩定性。
2 芯體供送裝置的控制系統數學模型搭建
此控制系統的輸入和輸出分別是電壓作用于驅動步進電機,使直線模組帶動機械爪運動從而來供送芯體和最終X方向運送芯體裝置的位移值。要分別從系統的輸入和系統的輸出兩部分,求出傳遞函數是非常不容易的,所以將此控制系統的傳遞函數劃分為兩部分,分別是各直線模組中的步進電機和轉盤,系統的傳遞函數是由這兩部分相乘而得來。該控制系統運用的是混合式步進電機,與其他步進電機對比,它性能好,并且彌補了一般步進電機的動態性能不足和步距角大等問題。
脈沖信號電流發送給步進電機后,步進電機旋轉的理論角度,此角度定義為步距角θi;是步進電機的輸入;步進電機的實際旋轉的角度被定義為θ0;是步進電機的輸出,這個是由于在新的穩定點附近振蕩時產生的角度。通過振蕩理論知識可以明確X方向運輸的步進電機的傳遞函數是[5]:
(1)
步進電機的電壓方程和轉子力矩方程為:
(2)
(3)
=-KmiAsin(Zrθ)+KmiBcos(Zrθ)
(4)
公式中,iA、iB、UA、UB,這四個參數為A、B相電流和相電壓;L、R這兩個參數為步進電機的自感與繞組的電阻;θ、ω、J、Zr這四個參數為步進電機轉子的角位移、角速度、轉動慣量、齒數;B、Km、TE、TL這四個參數分別為步進電機的粘滯阻尼系數、反電勢系數、電磁轉矩及負載轉矩。
求解該系統的步進電機的傳遞函數,令該步進電機為單向勵磁工作方式,通過上面的公式(4)給出該步進電機運動方程如(5)式:
(5)
當t=0時該步進電機的轉子為穩定狀態,就是dθ/dt=0。這時步進電機有一相是通電狀態,而其余一相并沒有通電,在步進電機的振蕩過程中參數iA保持不變,所以步進電機的增量運動方程如(6)式所示[6]:
(6)
式(6)中,δθ=θo-θi很小,所以對該參數作線性化處理,方程變化為:
(7)
在方程(7)等式兩邊進行相應的拉氏變換,且將初值設為0,便得以下方程:
(8)
由方程式(8) 求出該系統的第一組步進電機的傳遞函數如下:
(9)
此系統還有同步帶輪機構,這個機構是將系統中旋轉運動變化為旋轉運動,該變化是有著相應的轉化關系,故轉化過程的傳遞函數如(10)式:
(10)
式中,r為轉盤下方的同步帶輪的半徑。
通過以上分析可以求出,芯體供送裝置控制系統的傳遞函數為:

(11)
本文使用的同步帶輪的直徑為38 mm,使用的步進電機型號為86BYGH34。
最后求得此芯體供送裝置的控制系統的傳遞函數為:
(12)
3 控制器設計
控制方法在芯體供送裝置運送芯體過程是十分重要的,它決定該供送裝置的精確性和穩定性。由于傳統的控制方法精度較差,所以為了提高預期的控制效果,要搭建PID控制器。
3.1 傳統控制方法
傳統的芯體供送裝置控制原理是根據安裝的檢測傳感器或行程開關,當芯體運輸到最終位置時,由檢測傳感器或行程開關反饋信息給PLC,然后PLC控制步進電機停止旋轉從而使運輸裝置停止運動,完成芯體指定地點的供送。這種芯體供送裝置的控制系統簡單,但對芯體供送精度是無法保證的。檢測開關或行程開關檢測到芯體后,需要反饋給PLC,然后才能控制步進電機。反饋的這段時間,都會有延遲發生,從而導致無法完成芯體供送所需要的位置精度,為后續的裝配工作帶來麻煩[7-8]。
3.2 PID控制方法
在自動控制中PID算法結構簡單且穩定可靠,所以被常常使用。PID的控制原理如圖3所示[9-10]。
PID控制算法能夠加快芯體供送裝置的控制系統的供送調節速度,并且能夠減少供送中的誤差。所以能夠滿足供送裝置的定位精度與穩定性。PID的控制規律為[11]:
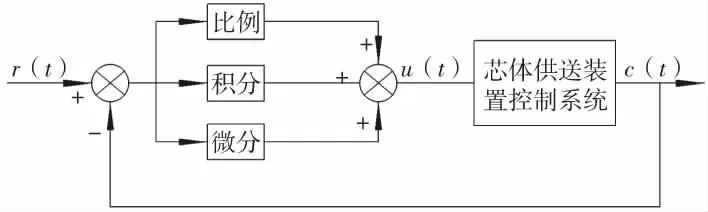
圖3 PID控制器原理圖
(13)
式中,u(t)為芯體供送裝置中控制器的輸出;Kp為芯體供送裝置中控制器的比例系數;e(t)為芯體供送裝置中控制器的信號偏差;Td為芯體供送裝置中控制器的微分時間;Ti為芯體供送裝置中控制器的積分時間。
若用傳遞函數表達,則該方程為:
(14)
在simulink模塊中創建芯體供送裝置的控制系統仿真模型,得到如圖4所示的控制系統結構模型。
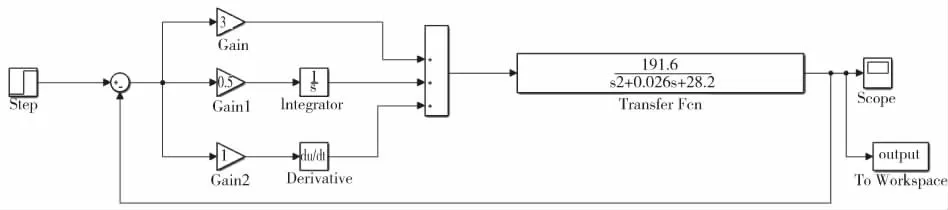
圖4 PID控制器仿真模型
在該PID控制器仿真中,根據大量實驗,求出Kp、Ki、Kd三個值,當這三個參數分別為3,0.5,1時PID控制的效果較好,然后給定階躍信號,設置時間30 s,再設置一個階躍信號到該控制系統模型中,然后得出如圖5所示的PID控制算法曲線圖。
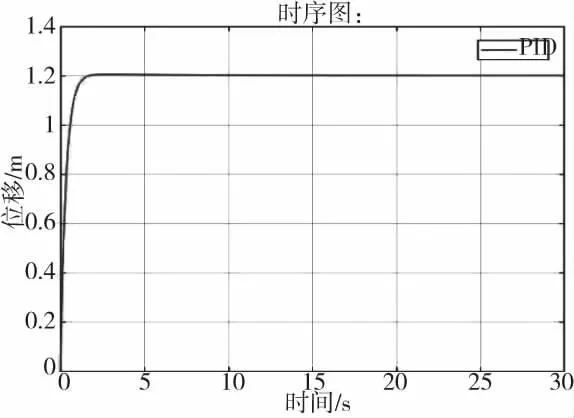
圖5 仿真結果圖
芯體供送裝置控制系統仿真后的結果如圖5所示,從圖5的仿真結果可以得出以下結論,在不存在外界打擾的情景下和一定偏差范圍之內,PID控制算法到達了芯體供送裝置的控制系統對芯體供送的位置精度需求。從上面的仿真曲線圖可以知道,在此控制系統中,PID控制響應時間短,芯體供送裝置控制系統沒有超調,而且與傳統控制方法相比具有較好的穩定性和精確性,對芯體的定位及后期裝配有很大的好處。因此證明了在兩種控制方式下,PID的控制性能更加穩定并且能夠使芯體供送裝置控制系統的控制效果顯著提升。
4 結論
本文芯體供送裝置原有的控制方式供送位置精度不高,利用PID控制算法,實現了芯體供送裝置控制系統的穩定性和精確性。本文將傳統控制方法和PID控制算法的原理進行解析,并且對芯體供送裝置控制系統進行數學建模,然后在simulink的模塊中建立了芯體供送裝置的PID控制方式的模型,最后在simulink仿真的結果得出,PID算法提高了芯體供送裝置控制系統的快速穩定的響應速度,且沒有超調量。所以將PID控制算法運用在該芯體供送裝置的控制系統中是十分有用的。
