噴射成形7055超高強鋁合金鍛件開裂原因
2022-07-05 01:12:22單嗣宏陳思周張保玲
理化檢驗(物理分冊) 2022年5期
關鍵詞:裂紋
單嗣宏, 張 豪, 張 捷, 陳思周, 張保玲, 江 磊
(江蘇豪然噴射成形合金有限公司, 鎮江 212000)
噴射成形是一種快速凝固技術,其利用惰性氣體霧化液態金屬,并沉積獲得金屬錠坯。噴射成形技術將半連續鑄造的厘米級基礎凝固單元提升至微米級,獲得的合金組織精細均勻、成分無宏觀偏析,因此其多用于高成分、高性能合金材料的制備[1-5]。噴射成形圓錠的組織均為50 μm~80 μm尺寸的等軸晶,無粗大初生第二相或枝晶等高合金成分鋁合金熔鑄缺陷。噴射成形7055鋁合金具有成分及組織均勻的特點,可用于鍛件生產,且鍛件單件整體性能一致、鍛件批次間性能穩定。同時,7055超高強鋁合金還因具有高強度、高韌性等特點,被廣泛應用于航空航天、高速列車、城市軌道交通等領域,以減輕結構質量[6-8]。
在某噴射成形7055超高強鋁合金機輪鍛件的靜壓試驗中,螺栓定位孔位置出現沿周向擴展的穿透性裂紋。靜壓試驗時,在載荷只有629 kN(載荷要求達到645 kN)時發生開裂。經確認,裝配過程正常;將輪轂體裝配完畢,進行裝配度檢測,然后進行靜壓試驗。靜壓試驗中,輪轂、輪胎、連接件等裝配均符合設計與公差要求;工裝設計與裝配符合要求。靜壓試驗示意如圖1所示。

圖1 機輪靜壓試驗示意
該鍛件的生產工藝流程為:噴射成形錠坯→熱加工擠壓→熱加工胎模鍛→粗機加工→淬火處理→雙級過時效熱處理→精機加工→靜壓試驗。筆者通過結合鍛件的熱加工鍛造工藝、熱處理工藝[9-10]和靜壓試驗條件,采用宏觀觀察、電導率測試、力學性能測試、低倍組織檢驗、斷口及有限元模擬分析等方法,分析了該鍛件開裂的原因[11]。同時還提出了有效的改進措施,以防此類失效的再次發生,為噴射成形7055超高強鋁合金鍛件的穩定生產、質量控制、試驗環境適應性提供了保障。
1 理化檢驗
1.1 宏觀觀察
失效機輪鍛件的宏觀形貌如圖2所示。由圖2可以看出,受壓的機輪存在明顯的塑性變形,裂紋沿圓周方向擴展約3/4圓周,裂紋寬度中間約為20 mm,兩端約為5 mm;裂紋附近無明顯變形、磕碰等機械損傷痕跡。
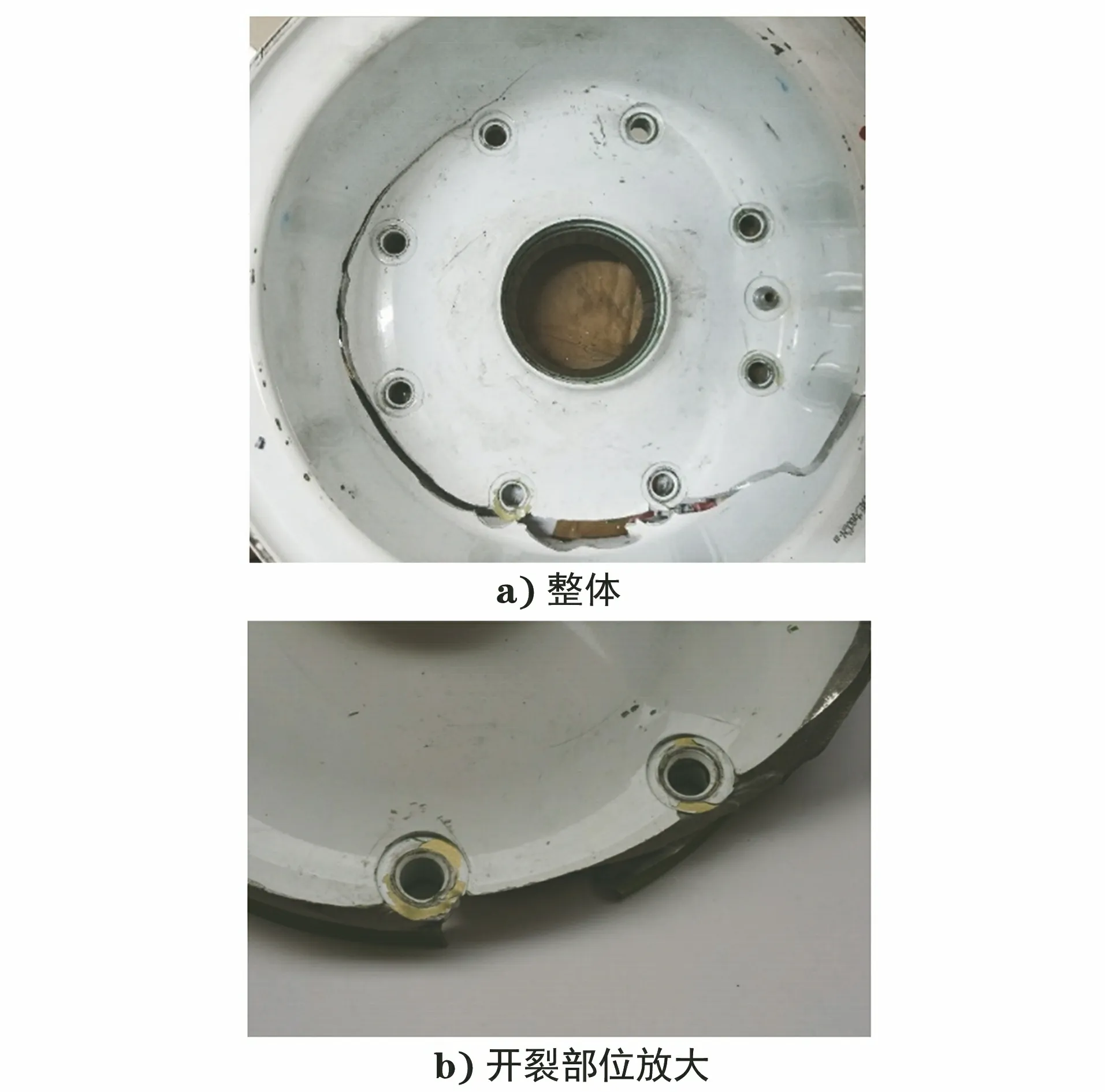
圖2 失效機輪鍛件的宏觀形貌
1.2 電導率測試
7055鋁合金機輪鍛件的電導率性能反映其對應的熱處理狀態,該機輪鍛件的供貨狀態為T73。依據GB/T 12966—2008 《鋁合金電導率渦流測試方法》對該機輪鍛件進行電導率測試,測試儀器為Sigma 2008B型便攜式數字金屬渦流電導率儀,測試位置為輪心內圓面、輪輻內圓面、輪輞內圓面、內輪緣圓面,測試結果如表1所示。由表1可知,失效鍛件的電導率測試結果與出廠檢驗結果一致,說明該機輪鍛件的熱處理狀態未發生改變,為正常的T73熱處理狀態。

表1 機輪鍛件的電導率測試結果 MS/m
1.3 力學性能測試
依據GB/T 16865—2013 《變形鋁、鎂及其合金加工制品拉伸試驗用試樣及方法》,加工出平行段直徑為5 mm,平行段長度為25 mm的試樣;依據GB/T 228.1—2010 《金屬材料 拉伸試驗 第1部分:室溫試驗方法》,使用DNS-200型萬能試驗機對試樣進行力學性能測試,測試位置為內輪緣周向、輪輞臂縱向和輪輻底橫向,測試結果如表2所示。

表2 力學性能測試結果
由表2可知:試樣的力學性能測試結果與出廠檢驗結果一致,說明該機輪鍛件的力學性能未發生改變,為正常的T73熱處理狀態。
1.4 斷口分析
1.4.1 斷口宏觀觀察
機輪裂紋斷口的宏觀形貌如圖3所示。由圖3可以看出,斷口呈灰白色,無淬火裂紋、粗大化合物、非金屬夾雜等原始缺陷。斷口處存在明顯的裂紋萌生并擴展的放射形花樣,兩處放射形花樣均收斂于對應的螺栓定位孔處。裂紋源位于兩個定位孔尖角處,并沿著放射方向快速失穩擴展。

圖3 機輪裂紋斷口的宏觀形貌
1.4.2 斷口微觀觀察
采用FEI SIRION 200型高分辨場發射掃描電子顯微鏡進行觀察,裂紋整體及各部位的微觀形貌如圖4所示。從圖4可以看出:斷口微觀形貌主要為呈脆性的沿晶韌性斷裂。裂紋起始于定位孔尖角處,呈放射狀向外穿晶擴展;混合擴展區晶內顯微組織存在淺韌窩,晶間為沿晶擴展形貌;沿晶擴展區呈沿晶韌性斷裂形貌;韌性擴展區為韌窩+沿晶混合型的韌性擴展形貌。

圖4 裂紋整體及各部位的顯微組織形貌
1.5 低倍組織檢驗
過定位孔沿機輪的徑向取剖面磨制試樣。依據GB/T 3246.2-2012 《變形鋁及鋁合金制品組織檢驗方法 第2部分:低倍組織檢驗方法》,使用2 000目砂紙打磨試樣至表面光滑,使用70 ℃的30%(體積分數,下同)NaOH溶液侵蝕2 min,再用室溫的30%HNO3溶液酸洗至表面清潔,觀察試樣的低倍組織。
可見定位孔下端為直角,孔左面深度為4 mm,右面深度為1.8 mm,直角頂端處流線走向呈45°(見圖5,6)。從低倍組織形貌中可以發現:機輪鍛件中無粗晶、裂紋、氣孔和非金屬夾雜等缺陷;鍛造流線明顯,并沿著機輪外形分布,不存在明顯的切斷,無穿流存在。

圖5 機輪定位孔徑向剖面低倍組織形貌

圖6 定位孔局部放大形貌
1.6 金相檢驗
依據GB/T 3246.1—2012 《變形鋁及鋁合金制品組織檢驗方法 第1部分:顯微組織檢驗方法》,采用OLYMPUS GX53型倒置光學顯微鏡對圖3b)所示的裂源1進行觀察,裂源1剖面微觀形貌如圖7所示。由圖7可以看出:試樣的顯微組織中同時存在呈明顯變形方向性的纖維狀組織與部分再結晶的亞結構組織;晶界處均可見呈彌散分布的細小顆粒相以及呈聚集態的顆粒相,噴射態顆粒經過擠壓、鍛造已充分變形,析出的第二相沿其變形方向及界面分布;原始界面內部存在再結晶的細小等軸晶,未見明顯的過燒現象及原材料缺陷。

圖7 裂源1剖面微觀形貌
機輪靜壓力增大到一定值時,在拉應力下首先在螺栓定位孔徑根部直角處形成穿晶裂源,隨即沿晶擴展約0.5 mm,受外應力作用變為穿晶擴展,最后裂紋又沿機輪鍛件韌性差的晶界處擴展直到斷裂。
2 綜合分析
通過分析可知:機輪鍛件的開裂屬于一次性的過載斷裂;機輪在壓力試驗時,隨著壓力增加到一定值時,鍛件發生形變并引起了定位孔在橢圓長軸方向的拉應力,裂紋源位于兩定位孔徑根部尖角處,斷口主要呈脆性沿晶韌斷形貌,裂紋的形成與其較深的定位孔和根部直角處的應力集中有關,尖角處機輪鍛件流線也促使了裂紋的形成與擴展。
裂紋源起始區為穿晶斷裂,并非沿材料薄弱方向產生。裂紋產生后沿材料薄弱方向擴展,形成沿晶斷裂。圖8為角形截面與箱形截面在受到扭轉應力時的應力集中系數(αt)示意[12],從圖8可以看出:隨著圓角半徑/壁厚(r/C)的縮小,過渡處的(αt)急劇上升,最大應力可達平均應力的數倍至數十倍。應力集中導致直角處拉應力急劇增大,突破材料的抗拉強度,造成開裂。在過載的情況下,裂紋迅速失穩擴展,最終導致該機輪鍛件發生開裂。
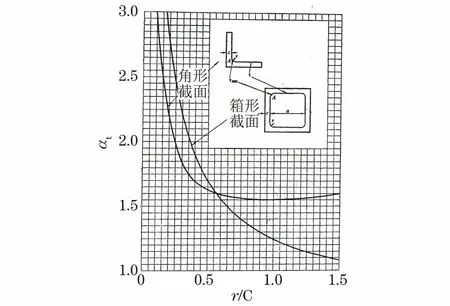
圖8 角形截面和箱形截面的應力集中系數示意
3 改進建議
3.1 設計方面
通過減小鍛件定位孔的深度,增大孔徑根部圓弧過渡處的圓角,可有效地減少該處的應力集中。采用應力模擬軟件模塊,對7055超高強鋁合金的孔腔壁及底部進行靜應力加載模擬試驗(加載應力為20 MPa),底部圓弧半徑為1.5 mm和3 mm的孔腔應力分布模擬結果如圖9所示。由模擬結果可知,孔腔底部邊角處所受應力最高,當邊角處圓弧半徑由1.5 mm增至3 mm時,應力最高值由254.3 MPa降低至196.5 MPa,這表明孔腔邊角處圓弧的增加,可明顯地減小該處的應力集中。

圖9 底部圓弧半徑為1.5 mm和3 mm的孔腔應力分布模擬結果
在目前熱處理狀態下,T73熱處理機輪鍛件的韌性不足,在過載的情況下應力集中會導致裂紋萌生,隨后裂紋會迅速擴展直到斷裂。因此,提高材料強度可以延緩裂紋的萌生,以提高靜壓載荷。
設計方面改進措施為:將定位孔的深度減少2 mm,并將邊角處圓弧半徑增加至3 mm。
3.2 熱處理方面
在保證T73熱處理狀態不改變的情況下,對材料的熱處理工藝進行優化:減少時效時間,減小過時效程度,將機輪強度提升10 MPa~20 MPa,降低機輪的斷裂韌性及沖擊韌性,殘余應力保持不變。熱處理優化前后部分力學性能測試結果如表3所示。

表3 熱處理優化前后部分力學性能測試結果
提供優化后的T73熱處理狀態機輪,最終通過了645 kN靜壓試驗。
4 結論
該噴射成形7055超高強鋁合金鍛件在靜壓試驗中提前開裂,屬于一次性的過載斷裂。該機輪鍛件開裂的原因是:機輪設計不合理,導致定位孔和根部直角產生強烈的應力集中,隨著機輪靜壓載荷的增大,機輪開始發生屈服變形,形成沿橢圓長軸向的拉應力;載荷繼續增加,孔周圍直角處尖端應力急劇增大,突破了材料的抗拉強度,產生裂紋,在過載的情況下,裂紋迅速擴展并沿整個圓周開裂。通過改進設計,減小應力集中,并優化熱處理工藝,有效地提高了靜壓試驗失效強度,滿足驗收要求。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38