管路焊接夾具的結構優化設計
2022-07-04 05:15:53劉新發梁傳宇
科學與財富 2022年7期
劉新發 梁傳宇
摘? 要:本文對管路焊接夾具的類型、結構特點及原理進行分析和總結,論述了管路焊接夾具設計方案的確定、夾緊結構的選擇、制造優化以及對焊接熱變形采取有效控制措施的方法。有效的解決了管路產品焊接變形的技術問題,提高了焊接的精度和穩定性。
關鍵詞:管路 ; 焊接夾具 ;夾具設計 ; 曲面造型
1 管路焊接夾具的特點及設計類型
管路焊接夾具主要作用是通過夾具的定位功能實現對管路類零件上需要焊接部分的準確對接,經過校形、檢測,點焊固定完成零件的加工。零件在夾具中安裝包括定位和夾緊兩個過程。零件的定位就是使每一個零件依次放入夾具都能占據一個正確的空間位置。①總結管路焊接夾具主要有如下共同特點:夾具不承受很大的外力,主要承受焊接應力、夾緊力和焊件自身重力,個別時候承受裝配工具的打擊力,每個焊件都要有自身獨立的定位、夾緊機構,經焊接后幾個零件連成一個整體,在裝配焊接的零件比較多,而且零件的形狀又比較相近,為保證操作者能快速準確的裝配零件,不發生裝配錯誤,在焊接夾具中要有防錯裝置;管路焊接夾具的功能上,除了要保證焊接零件的形狀位置精度要求外,還應給操作者提供良好的工作條件,要有足夠的焊接空間和較好的焊接接近性和可見性。②
管路焊接夾具可分為以下幾種功能部件:定位功能部件、夾緊功能部件、夾具體、特種功能部件等。定位功能部件顧名思義就是起定位作用。其功能是將需要焊接的每一個零件在夾具中都能安放到正確的空間位置;夾緊功能部件是將零件牢固地夾緊在已經占有的正確空間位置上,并保證零件在焊接過程中與定位功能部件之間不能產生相對運動,不能脫離正確的空間位置;夾具體是焊接夾具的基礎部件,不但是定位功能部件設計、加工、安裝、測量、調試的基準,而且所有的功能部件和機構都要安裝在上面;功能部件起到輔助作用,主要有防裝錯功能部件、限位功能部件、保護功能部件、轉動及分度限位功能部件。這些部件對提高焊接質量、提高生產效率、減輕操作者勞動強度等起到重要的作用。
2 管路焊接夾具設計優化
2.1 傳統管路焊接夾具
傳統管路焊接夾具設計比較簡單、粗放。設計夾具底座時,粗略量取管路樣件尺寸,底座尺寸比樣件最外圍尺寸均大60mm左右就以了。樣板材料是2-3mm厚的板材,根據管路外形畫出管路樣件走向示意圖,定位件高度、角度均沒有準確數據,只對外形有粗略的尺寸要求。所有部件材料均采用低碳鋼,加工時以管路樣件為準,將底座、樣板、定位件及壓板組件采用焊接的方式連接固定在一起。
傳統的管路焊接夾具優點在于結構簡單緊湊、制造方便成本低。而這種夾具的缺點在于必須要有產品樣件,部件間采用焊接的方式連接,不可避免的會產生焊接熱變形,所以樣板的定位精度、輪廓度、對稱度等都不好,往往需要依照實際零件進行反復調試才能達到使用標準。不便于后續檢測。
2.2 依據傳統結構設計的三維管路焊接夾具
隨著管焊接精度要求的不斷提高,傳統焊接方式的設計方案無法滿足要求,需要采用新的設計理念。通過引入三維設計技術設計的焊接夾具將樣板和底座設計為一體結構,采用ZL105材料鑄造成形。焊接夾具樣板的型面為空間曲面,需要采用數控加工,壓緊結構、定位件與底座樣板的連接方式也由原始版的焊接方式改為由圓柱銷定位螺釘把緊方式,采用這種連接方式更容易控制調整滿足定位件、壓緊結構的空間位置度要求。夾具整體部件均采用鋁料,不僅便于數控加工,而且使得成品工裝的重量較輕、搬運方便。
采用三維軟件設計的管路焊接夾具在設計、加工方案能夠滿足一般管路焊接精度的要求,缺點是整體結構較復雜,樣板加工過程中易變性,鑄件周期長,基準不好等。
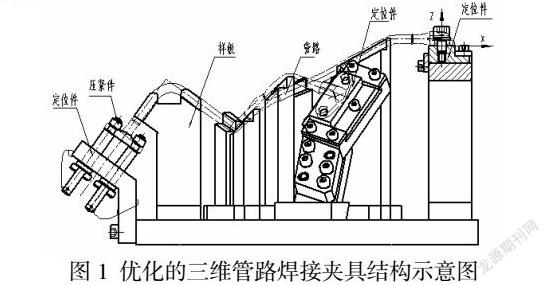
2.3 整體結構優化
在與國外公司合作項目中,國外專家在對我廠管路焊接方式、打壓方法及管路焊接夾具、管路打壓夾具的評審中,對管路焊接夾具與管路打壓夾具均提出了新的要求。
(1)要求管路焊接夾具必須要考慮管子在焊接過程中的熱變形量,需要靈活定位來抵消熱脹冷縮帶來的影響。
(2)要求管路在焊接過程中不能通過壓緊管路的方式以限制管子產生變形,只能通過管接頭固定整個管路。
(3)要求焊接樣板不僅要能測量管路的縱向變形,還要能測量管路的橫向變形
(4)要求管路的打壓試驗要在焊接夾具上進行,以便用焊接夾具的樣板來測量管路在打壓過程中的變形量。
根據這些新的要求重新查閱資料,借鑒國內外先進設計理念,通過多次試驗,摸索出管路焊接過程中更好的定位方式及有效控制焊接變形的方法,完善了焊接夾具設計。
2.3.1 定位功能部件設計
焊接夾具的定位功能部件一般是要將需要焊接的每一個零件在夾具中都能安放到正確的空間位置。但管路焊接夾具比較特殊,管路是通過與其連接的管接頭搭接固定,所以此類工裝只需要固定各處定位接頭。通過定位面與零件定位接頭表面支承與貼合,定位銷與定位接頭表面兩端定位孔的公差配合關系,實現對管路整體在正確空間位置的約束,達到零件在夾具中占有正確空間位置。焊接后零件整體結構尺寸較大、形狀復雜,所以焊接夾具應滿足零件可以單獨放入,焊后整體結構仍然能從夾具中順利的取出,不得與任何機構干涉。所以定位銷子應該設計為可拆卸式。
2.3.2 夾緊功能部件設計
夾緊功能部件的作用是產生夾緊力,將零件牢固地夾緊在已經占據的正確空間位置上,并保證零件在焊接過程中與定位功能部件之間不能產生相對運動,不能脫離正確的空間位置。由于此套管路焊接夾具在焊接過程中不承受很大的外力,主要承受焊接應力和焊件自身重力,所以采用了螺旋夾緊機構。在定位銷頂端加工出標準外螺紋,配合標準件螺母壓緊零件接頭,在定位件上對應接頭兩端孔的位置加工出標準內螺紋,配合帶有引導的螺釘壓緊零件接頭。
2.3.3 防熱變形功能部件設計
管路在焊接過程中,由于焊接加熱產生的熱量傳導給了管路,使其產生了熱變形,在管路焊接接口的軸線方向上會有所伸長,當焊接完畢時,管路又會冷卻收縮。為了消除這種焊接變形,我們在該管路焊接夾具上設計了對管路具有反變形功能的可滑動結構,有效的克服了由于焊接變形導致焊接結構幾何尺寸精度和相對位置精度的超差。
2.3.4 底板與樣板設計
管路焊接夾具的所有功能部件都安裝在底座上面,所以底板是管路焊接夾具的基礎部件。樣板沿管子形狀走向設計, 90度直角面在兩個方向上包圍管路,平面距離管子壁的距離設計為0.5mm,與底座采用由圓柱銷定位螺釘把緊方式連接。在焊接結束后用塞尺測量管路的空間位置。
2.3.5 夾具的檢測
優化后的管路焊接夾具整體結構較復雜,型面樣板和定位元件多為通過WAVE功能設計出的三維曲面,無法直觀測量,所以選擇在底板上保留三個相互垂直度不大于0.01的平面作為基準平面,可視為夾具的空間坐標,同時保證設計和制造基準統一,這樣給定的基準面既可以為定位功能部件的加工、安裝、調試提供基準同時可以作為有效的測量基準,三坐標通過三處基準面確定坐標系,通過三維數模或坐標點即可完成整套夾具的測量和校檢。
3 結論
焊接夾具的設計制造是一門綜合性的科學,它需要我們要明確設計任務,分析零件焊接裝配圖,了解焊接組件的作用、形狀、結構特點、技術要求、定位基準、夾緊表面等各方面的資料。實踐證明,只有不斷總結經驗,認真收集設計資料,掌握設計準則,合理擬出夾具的結構方案,正確地安排制造工藝、裝配工藝,才能設計出結構合理、定位可靠、經濟實用的焊接夾具。優化后的管路焊接夾具的設計及應用,極大提高了管路焊接工序的成功率,方便了后續打壓工序的測量工作,其結構簡單、操作方便,并且能夠降低成本、提高工作效率,保證質量,具有較好的推廣應用價值。
參考文獻
[1] 王政.焊接工裝夾具及變位機械 [M].北京:機械工業出版社,2001.
[2] 朱耀祥,浦林祥.現代夾具設計手冊 [M].北京:機械工業出版社,2009.