某型飛機第2墻緣條裂紋分析及排除
2022-07-03 14:41:26范超李會波
航空維修與工程 2022年6期
范超 李會波
摘要:某型飛機中央翼第2墻下緣條在第8肋軸線處多發裂紋,存在嚴重的安全隱患。本文對該處裂紋產生的原因進行分析,制定修理措施,并對該型機主承力構件后續修理及維護提出建議。
關鍵詞:下緣條;應力腐蝕開裂;角盒;密封
Keywords:lower flange;stress corrosion cracking;angle support;seal
0 引言
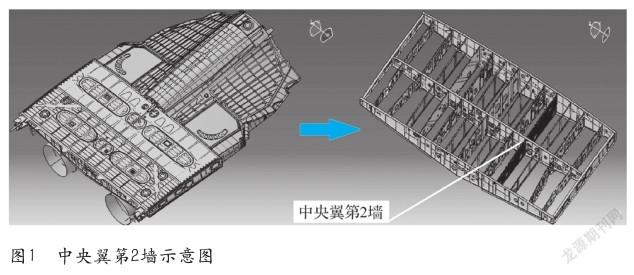
中央翼第2墻位于中央翼2號油箱中部,是機械加工制成的整體件,由腹板、筋條及緣條組成(見圖1)。為通過燃油和液壓系統管路,墻面腹板上開有孔。在第2墻下部固定著安裝發動機進氣道的4個接頭和安裝主起落架撐桿的接頭,承受外翼、進氣道及主起落架傳來的載荷,這是中央翼最重要的承力構件之一。
1 故障現象
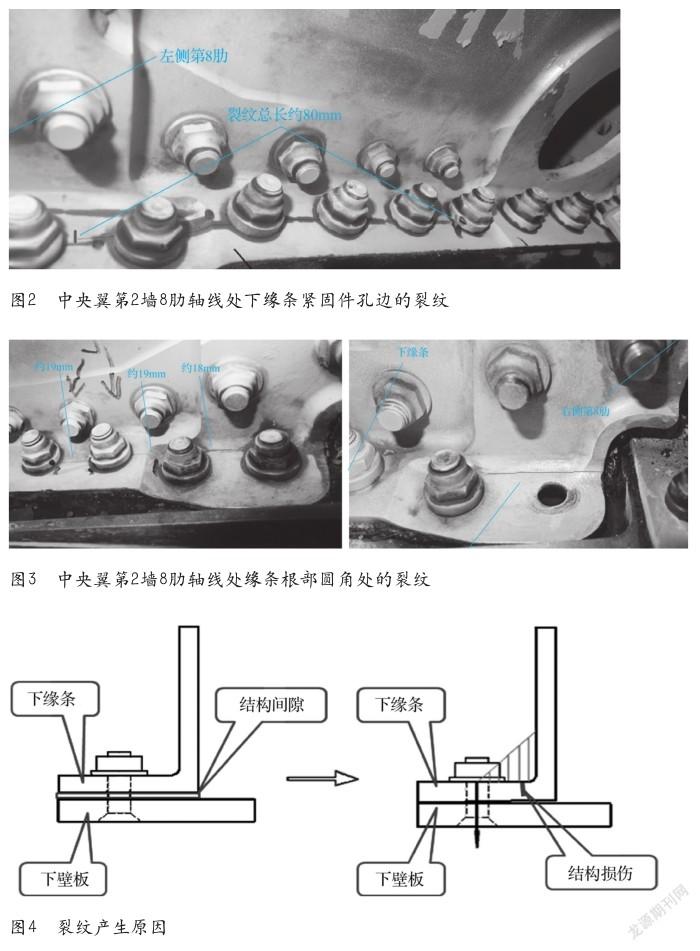
某型機大修過程中,無損檢測發現中央翼第2墻下緣條部位多發裂紋。對同型號的幾架飛機故障情況進行統計,發現裂紋主要集中在6~8肋豎直筋條周邊下緣條區域。下緣條裂紋一般都發生在緊固件孔之間或孔邊緣,也有少量的裂紋出現在緣條根部圓角處。緊固件孔之間的裂紋情況如圖2所示,筋條及緣條根部圓角處的裂紋情況如圖3所示。本文主要介紹8肋軸線處下緣條裂紋的修理。
2 原因分析
機體產生裂紋的常見原因主要有以下幾種,針對這幾種原因逐一進行分析。
2.1 飛行時間接近全壽命周期,正常使用產生
目前飛機處于一次大修時機,飛行時間距全壽命周期還有較大差距,正常受載情況下,一次大修飛機不應出現大范圍、多頻次的結構損傷。結合工廠該型飛機故障情況和空軍修理經驗,該型飛機一次大修時中央翼第2墻已出現大范圍、多頻次的損傷,而大部分進廠一次大修的飛機并沒有超范圍使用的記錄。所以,這些裂紋不應該是由飛機正常使用所致。
2.2 金屬疲勞裂紋
結合中央翼第2墻下緣條受力情況及從目前工廠檢查出的裂紋來看,裂紋與主應力方向平行,即使孔邊裂紋也順應力方向,與疲勞試驗發現的裂紋方向不同,所以,這些裂紋也不屬于應力產生的金屬疲勞裂紋。
2.3 非正常外力作用下產生裂紋(磕碰、磨損等導致)
非正常外力作用下產生裂紋(磕碰、磨損等導致)一般都有表面的損傷,而無損檢測發現中央翼第2墻下緣條有裂紋的部位都在油箱內部,故檢過程中未見構件表面有損傷,且與周圍系統及構件都按工藝要求留有間隙。所以,這些裂紋也不應是由非正常外力作用所致。
2.4 應力腐蝕裂紋
在修理時發現,原機裂紋區域緊固件拆除后,損傷結構與相鄰結構間或多或少都存在安裝間隙。經分析,如果下緣條和下壁板間存在結構間隙,裝配時用螺栓將二者連接到一起時的夾緊力將下緣條向下拉時,會對緣條根部形成彎矩作用,彎矩對下緣條根部上表面產生了較大的拉應力,同時接頭會產生向下的拉力作用于下緣條(見圖4),二者聯合作用,當拉應力超過一定限度后會出現應力腐蝕現象。
同時,中央翼第2墻材料是7B04變形鋁合金T6狀態,7B04材料有T6、T74和T73等三種熱處理狀態,不同熱處理狀態下的性能各不相同。T6狀態與T74、T731狀態相比強度高,斷裂韌性和抗應力腐蝕能力較差;T73狀態強度低,但斷裂韌性和耐應力腐蝕能力較好;T74狀態強度、斷裂韌性和耐應力腐蝕能力均介于T6狀態和T73狀態之間。
所以,中央翼第2墻下緣條裂紋產生的主要原因為材料熱處理不當及因裝配應力產生了應力腐蝕裂紋。
3 故障修理
3.1 方案制定
飛機結構損傷修理時,要求在確保修理后的強度、剛度和空氣動力性能的基礎上,盡可能控制飛機結構重量的增加。一般修理方式是換新或者加強修理。對于中央翼第2墻這種體型較大、無法進行更換的承力構件,都選擇安裝加強件修理。
3.2 加強件制備
中央翼第2墻材料為7B04 T6,σb≥530MPa,下緣條厚度普遍在6~11mm之間,腹板厚度約3mm左右,考慮等強度修理原則,同時為避免因為腹板厚度的增加造成緣條螺栓孔邊距不夠、螺栓長度過長影響受力等問題,選用強度較高的30CrMnSiA自由鍛件制作加強角盒,熱處理σb=1080~1275MPa,表面鍍鋅9~15μm,磷酸鹽氧化/涂兩層H06-076底漆,熱干燥,如圖5所示。
3.3 修理施工
1)預裝
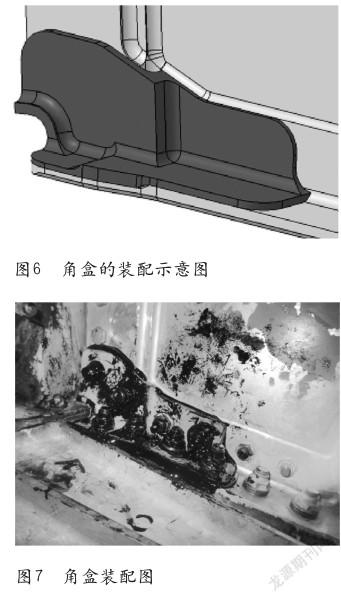
機上初步驗證緊固件邊距、位置等是否合適。為避免應力裝配,貼合面間隙不大于0.2mm時,用J-190聚合物補償填充料消除間隙;貼合面間隙大于0.2mm時,用2B06 T4墊片加填充料進行補償裝配,墊片允許打磨以確保貼合。經過此步驟,所有角盒安裝時均能做到無應力裝配(見圖6)。
2)制孔
機上配打孔時,對于新增孔,確定好位置后,用直徑小于標準孔0.2mm的鉆頭直接配打,最后用H9精度鉸刀按0.05mm逐級鉸制;借用原孔的,在原孔內插入用T10A制造的導向襯套,在加強件上鉆直徑小于原孔1mm的新孔,然后用H9精度鉸刀按0.1mm逐級鉸制;若原孔孔徑不滿足圖紙要求,則將該孔擴鉸增大0.2mm,個別螺栓孔允許直徑增大0.2mm,保證H9精度,安裝特制螺栓。所有孔徑用標準塞規進行檢測,精度均滿足要求。
3)安裝
與下緣條連接的油箱穿壁緊固件涂HM109密封劑濕裝配,同時在油箱內側安裝密封墊圈30B.0200.0040.000;與腹板連接的緊固件無密封要求,涂S06-0215底漆濕裝配(見圖7)。緊固件安裝后,在油箱內部按要求涂密封膠(見圖8)。
3.4 密封性檢查


修理完成后,按要求對結構油箱進行密封性試驗,確保角盒加強處無滲漏油現象。
4 維修建議
1)將無應力裝配放在首位,嚴格控制裝配工藝,以防止由于安裝角盒產生的裝配應力導致新的裂紋產生。經過分析可以梳理出機上其他易產生裝配應力的結構,針對這些結構采取分解后的間隙檢查,并通過上述方法消除間隙,以提高修理質量。
2)大修廠應對每架飛機該類裂紋故障進行統計,建立故障庫,有針對性地制定修理方案,同時也可以反饋給設計所,作為改進設計的輸入。