Ti150與TC19異種鈦合金釬焊工藝與接頭性能研究
2022-07-02 06:47:04淮軍鋒尚泳來任海水靜永娟郭萬林
電焊機 2022年6期
淮軍鋒,尚泳來,任海水,丁 寧,靜永娟,郭萬林
1.中國航發(fā)北京航空材料研究院 焊接與塑性成形研究所,北京 100095
2.北京市航空發(fā)動機先進焊接工程技術研究中心,北京 100095
3.空軍裝備部駐北京地區(qū)第六軍事代表室,北京 100024
0 前言
高溫鈦合金在航空發(fā)動機中得到了廣泛使用,在制造盤、葉片、鼓筒、機匣等零部件的制造中代替鋼或高溫合金,明顯減輕了發(fā)動機的結構質量,提高了壓縮空氣的級壓比。高溫鈦合金Ti150(Ti-5.5Al-4.0Sn-3.5Zr-Nb)與英國的IMI834相當,長期耐熱溫度已達到600℃,典型的高溫鈦合金還有俄羅斯的BT36等,其中IMI834合金已在EJ200、TRENT800等發(fā)動機上得到了成功應用[1-4]。Ti150合金具有較高的高溫蠕變抗力、疲勞強度和良好的損傷容限特性,因此在航空、航天以及其他重要工業(yè)領域受到密切關注和高度重視[1]。
TC19(Ti-6Al-2Sn-4Zr-6Mo)是美國20世紀開發(fā)的一種富β的α+β兩相鈦合金,是一種高強度、高韌性鈦合金。由于TC19在Ti-6242的基礎上提高了Mo的含量,大大穩(wěn)定了β相,使室溫和高溫拉伸性能得到了改善。但是在航空航天領域為了進一步優(yōu)化零部件性能,對異種材料連接有了更多的需求。
鈦合金用釬焊材料體系較多,以硬釬焊用釬料為例,有銀基[5-6]、鋁基[7]、鈦基[8-9]和鈀基[10]等。以前國內鈦基釬料不成熟,主要采用銀基、鋁基、鈀基等釬料進行鈦合金釬焊,考慮到釬焊接頭的工作環(huán)境和接頭強度等多方面因素,銀基、鋁基和鈀基等體系的釬焊材料均不能很好地滿足使用要求。目前國內鈦基釬料逐漸成熟而且形成了多種牌號,鈦基釬料的釬焊接頭強度高,耐熱性、耐蝕性均較好,適用于惡劣的工作環(huán)境。目前以B-Ti57CuZrNi、BTi38ZrCuNi應用最多[11-16],且有相應行業(yè)標準,本文選用在航空系統(tǒng)應用較多的B-Ti57CuZrNi鈦基釬料作為目標釬料,對高溫鈦合金Ti150與TC19進行連接試驗研究。
本研究針對Ti150高溫鈦合金與TC19鈦合金的異種鈦合金連接,采用真空釬焊工藝方法進行連接實驗,通過掃描電鏡及力學性能試驗對接頭組織及接頭性能進行了測試分析,該研究結果能為Ti150高溫鈦合金與TC19鈦合金連接接頭的應用提供一定參考。
1 實驗材料及工藝方法
1.1 實驗材料
實驗用基體材料為經(jīng)鑄軋加工的Ti150高溫鈦合金、TC19鈦合金棒坯,直徑約為Φ280 mm,加工狀態(tài)為軋制后熱處理狀態(tài),其化學成分如表1、表2所示。

表1 Ti150合金化學成分[17](質量分數(shù),%)Table 1 Compositions of titanium alloy Ti150(wt.%)

表2 TC19合金化學成分[17](質量分數(shù),%)Table 2 Compositions of titanium alloy TC19(wt.%)
實驗用鈦合金釬焊材料B-Ti57CuZrNi的狀態(tài)為快淬的鈦基非晶態(tài)合金箔帶,熔點為883~895℃,厚度約為40μm,其釬料的化學成分名義成分為57Ti-21Cu-13Zr-9Ni。
1.2 釬焊工藝
將待焊接頭的釬焊表面經(jīng)過研磨、清洗,去除表面氧化膜和油污,用超聲波清洗方法去除釬料箔帶表面油污,然后將釬料和試樣按次序裝配好后入爐。
釬焊工藝參數(shù)為:真空度優(yōu)于1×10-2Pa,930℃/35 min。對高溫鈦合金Ti150與TC19鈦合金施焊,獲得完好的釬焊焊接接頭。按Q/6S 977-2004中M2504-S020圖樣加工成標準的對接拉伸性能測試試樣,如圖1所示,利用萬能試驗機E45.105進行釬焊接頭室溫和高溫(500℃,550℃)拉伸性能測試。

圖1 Q/6S 977-2004中的M2504-S020圖樣Fig.1 M2504-S020 drawing in Q/6S 977-2004
采用掃描電子顯微鏡(日立SU1510)SEM觀察接頭組織,分析元素面分布,并觀察釬焊接頭拉伸斷口的形貌。
2 實驗結果與分析
2.1 接頭顯微組織分析
采取B-Ti57CuZrNi鈦基釬料真空釬焊Ti150高溫鈦合金與TC19鈦合金的接頭釬縫組織的背散射照片如圖2所示。

圖2 釬縫微觀組織形貌Fig.2 Microstructure of brazed weld
由圖2可知,釬縫中心雖然有部分殘余釬料形成的鑄造組織,在釬料層與基體材料的界面上可以清晰地看到有較厚的擴散層存在,釬料層明顯變薄,且原始界面全部消失,有一定的反應層,說明此真空釬焊過程使釬料與基體材料形成了有效的冶金結合。鋯與鈦是最相似的元素,有相近的熔點,也有同素異晶現(xiàn)象,對鈦的同素異晶轉變溫度影響小,鈦的α和β晶型與鋯的相應晶型能夠組成連續(xù)的固溶體。銅、鎳均屬于鈦合金β相穩(wěn)定元素,可降低鈦的同素異晶轉變溫度[18-19]。
釬料Ti-21Cu-13Zr-9Ni中銅、鎳的總含量約為30%,雖然釬焊溫度(930℃)低于TC19鈦合金的β相轉變溫度(約940℃),低于Ti150高溫鈦合金的β相轉變溫度(約1 000℃),但由于釬料中銅、鎳的作用使近縫區(qū)的基體β相轉變溫度降低,由圖2的釬縫背散射組織可以看出,焊接過程中基體上擴散層區(qū)域的相發(fā)生轉變,有片狀α相生成并向釬縫中生長。基體的原始界面已經(jīng)全部弱化,釬縫整體寬度約為165 μm,在基體上存在一個約40 μm的擴散層,擴散層的存在說明釬料與基體形成了有效的冶金結合。
2.2 界面元素分布情況分析
真空釬焊Ti150高溫鈦合金與TC19鈦合金釬縫界面各元素面掃描分布如圖3所示,掃描區(qū)域為450 μm×320 μm,覆蓋整個釬焊縫,可以看出,Zr、Ni、Cu元素面分布整體呈中間高、兩端略低的分布,而Ti、Al、Sn、Nb元素面分布整體呈中間低、兩端高分布,基體材料中的Ti、Al、Sn、Nb元素已經(jīng)大量向釬縫中擴散;Ti、Sn元素分布較均勻,Al元素在釬縫中的分布相對少一些,可能與基體元素的作用及擴散速率有關;釬料中主成分元素Zr、Ni、Cu和基體材料作用明顯,雖然Zr與Ti是最相似的元素,但由于Zr元素原子半徑較大,較難通過熱運動而擴散,因此在釬縫中仍存留較多的Zr;Ni和Cu元素在釬縫中的擴散分布比較相近;根據(jù)Cu、Zr、Ni界面分布圖,符合文獻[20]中給出的Cu、Zr、Ni三個元素擴散規(guī)律。從焊縫總體來看擴散效果比較理想。

圖3 Ti150-TC19釬縫元素面掃描分布Fig.3 Element plane scanning distribution of Ti150-TC19 brazing weld
2.3 釬焊接頭的拉伸性能
高溫鈦合金Ti150與TC19鈦合金釬焊接頭力學性能測試數(shù)據(jù)如表3所示。室溫抗拉強度達到955.3 MPa,接頭斷后伸長率、斷面收縮率相對較低,接頭斷于釬縫處;500℃抗拉強度為540.0 MPa,550℃抗拉強度為505.7 MPa,500℃、550℃測試接頭斷后伸長率(10.5%、9.8%)、斷面收縮率(20.3%、21.3%)相對都比較高,高溫測試的斷后伸長率和斷面收縮率相比室溫均有明顯提高,這主要體現(xiàn)了高溫下基體材料的塑性,接頭斷于Ti150基體,也就等同于試驗用高溫鈦合金Ti150在930℃/35 min熱循環(huán)后的基體性能。拉伸性能數(shù)據(jù)曲線如圖4所示,僅從抗拉強度看,采用此工藝釬焊的高溫鈦合金Ti150與TC19鈦合金接頭拉伸強度數(shù)據(jù)比較穩(wěn)定。
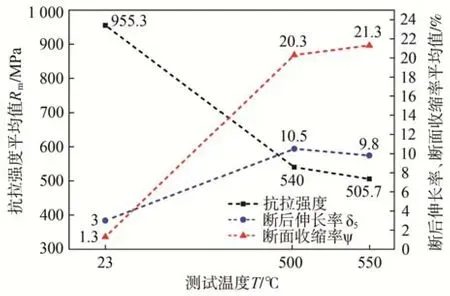
圖4 Ti150/TC19釬焊接頭室溫和高溫拉伸性能平均值Fig.4 Average value of tensile properties at room and high temperature of Ti150/TC19 brazed joint
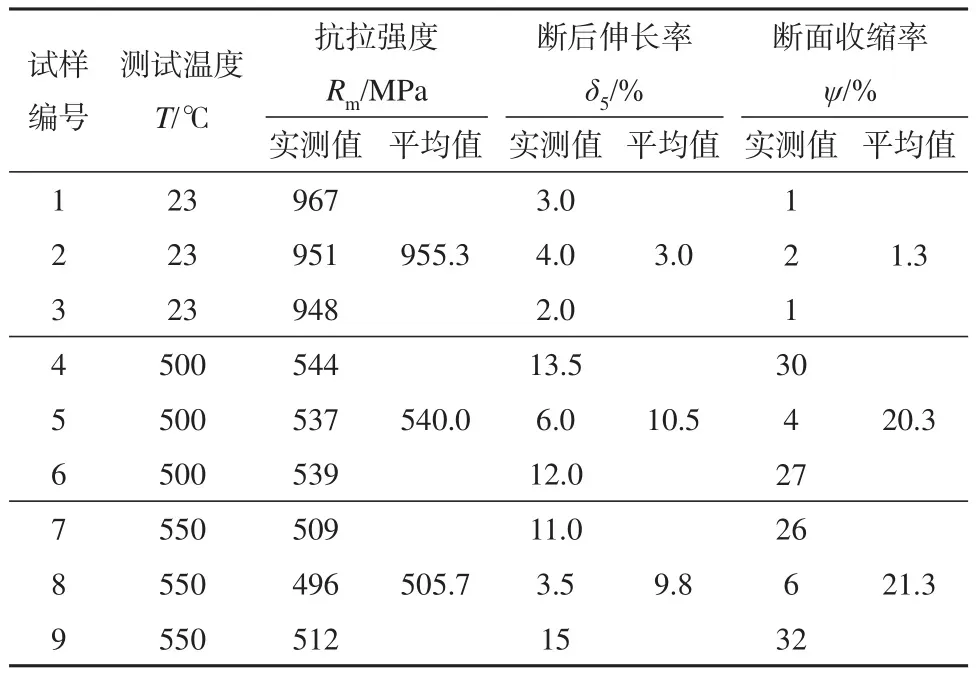
表3 Ti150-TC19釬焊接頭力學性能數(shù)據(jù)Table 3 Tensile properties of Ti150-TC19 brazed joints
2.4 接頭斷口分析
真空釬焊接頭拉伸試樣的斷口宏觀及微觀形貌照片如圖5所示。圖5a是室溫拉伸后斷口的低倍形貌,斷口的裂紋源于上方有缺陷的區(qū)域,斷口缺陷處有放射狀的痕跡;圖5b是圖5a中沒有缺陷處的高倍微觀組織照片,可以看出釬縫斷裂界面有微觀撕裂的痕跡;圖5c、5d、5e分別為室溫、高溫500℃、高溫550℃釬焊接頭拉伸試樣宏觀斷裂照片,室溫釬焊接頭斷口比較平齊,斷后伸長率、斷面收縮率都很小,斷定真空釬焊接頭室溫斷裂特征為脆性斷裂,500℃、550℃釬焊接頭斷口均斷于Ti150基體,斷后伸長率、斷面收縮比較高,體現(xiàn)了基體材料在熱循環(huán)后的基體特性,用B-Ti57CuZrNi鈦基釬料,通過真空度優(yōu)于1×10-2Pa,930℃/35 min工藝釬焊高溫鈦合金Ti150與TC19鈦合金,Ti150基體端明顯有延伸塑性變形,均斷于Ti150基體上或近Ti150端面上。

圖5 釬焊試樣斷口微觀宏觀照片F(xiàn)ig.5 Micro and macro photos of fracture surface of brazed sample
3 結論
(1)采用B-Ti57CuZrNi非晶合金箔帶作為中間層合金,在真空條件930℃/35 min下釬焊高溫鈦合Ti150與TC19異種鈦合金是合理可行的,釬焊接頭室溫抗拉強度955.3 MPa,高溫500℃抗拉強度達到540.0 MPa,斷后伸長率為10.5%,高溫550℃抗拉強度達到505.7 MPa,斷后伸長率為9.8%。
(2)焊接接頭室溫拉伸斷口斷裂于焊縫,為脆性斷裂;焊接接頭高溫500℃、550℃拉伸斷口均斷于Ti150基體上或近Ti150端面上,Ti150基體端有明顯延伸塑性變形。
