抽水蓄能電站座環工地磨削工藝
2022-06-28 13:03:46汪申武
水電站機電技術 2022年6期
汪申武
(1.東方電氣集團東方電機有限公司,四川 德陽 618000;2.西南交通大學機械工程學院,四川 成都 610000)
1 概述
抽水蓄能電站水頭較高,整個機組各零部件的材料及加工精度要求十分嚴格。座環作為水輪發電機組中水輪機部分的主要承重部件和安裝水平基準,其澆筑和加工質量對整個機組的安裝及運行的穩定性有著重要的意義。抽水蓄能電站的座環大多需要在電站現場焊接部分蝸殼或者分瓣運輸到電站現場組焊后澆筑而成。座環在組焊、澆筑過程會產生變形,因此通常需要在電站現場對座環配合面進行二次加工以滿足安裝要求。
2 抽水蓄能機組蝸殼座環結構特點
抽水蓄能機組蝸殼座環通常為鋼板焊接結構,由上、下環板、固定導葉及蝸殼組焊而成(圖1)。上、下環板一般采用S500Q 高強度鋼板,固定導葉采用S550Q 高強鋼板。蝸殼座環最大回轉直徑通常超過10 m,因此受運輸條件限制座環通常分為兩瓣在工地現場組焊成整圓并裝焊分瓣部位兩節蝸殼。座環開檔尺寸較小、安裝平面尺寸精度要求高(影響活動導葉端面間隙)、平面度控制難度大,給座環澆筑后的工地二次加工帶來了巨大的挑戰。座環工地需二次加工的面有與頂蓋把合法蘭面、上環平面、下環平面及基礎環平面,部分機組因澆筑變形量大還需要增加上環板圓面及下環板上、下環圓面的磨削(圖2)。

圖1 蝸殼座環結構示意圖

圖2 座環工地打磨示意圖
3 座環工地磨削設備結構
抽水蓄能電站座環工地磨削設備通常為一種可調節的組合式專機設備,主要由機頭、接長臂、轉臂、中心柱、支柱(共兩個)、底座、支撐梁、配重塊等部分組成(圖3)。其中機頭部分主要由轉動系統、升降系統以及調節系統構成。轉臂部分主要用來安裝機頭,且在轉臂中心平臺所在的橫梁兩側各有1 套齒輪齒條系統,可進行機頭旋轉半徑的調節。支柱為組合結構,通過不同高度的支柱與中心柱進行組合來實現座環不同平面的打磨。底座主要由中心調節機構和水平調節機構組成,分別用來調節座環磨削設備的旋轉中心和旋轉水平。支撐梁用于承擔整個磨削設備重量。配重塊用于保持轉臂與機頭在工作狀態下的穩定運行。

圖3 座環工地磨削設備示意圖
4 座環工地打磨施工工藝流程
根據座環及磨削設備結構特點,為減少磨削設備配件裝拆次數及調整時間,座環工地磨削施工按自上而下的打磨順序,具體施工工藝流程見圖4。

圖4 施工工藝流程
4.1 施工準備
4.1.1 工具準備
座環在進行磨削加工前應準備好所需工器具,確保后期打磨順利進行。座環整個施工過程所需的主要工具有:座環工地磨削設備(含配件)、水準儀、深度尺、內徑千分尺、清洗劑、求心器、風管等。
4.1.2 機坑清掃返點
座環工地加工前需全面清掃整個機坑,清除座環本體及座環磨削設備基礎墊板上的油污、混凝土漿等。同時應將座環上的X、Y 線引至機坑里襯和下環板合適位置作為后期導水機構安裝方位的基準,并在合適位置標識出座環中心的基準點。具體方法如下:
(1)用風管、角磨機等工具清理座環各面及磨削設備基礎墊板,去除高點、油污、毛刺及混凝土等雜質。
(2)將座環X、Y 線引至下環板平面和機坑里襯的合適位置,并做好方位刻度線標記。作為今后安裝底環、頂蓋、水輪機接力器及控制環的安裝方位基準。
(3)利用求心器和內徑千分尺找出座環圓心位置,并在上鏜口合適位置標識4 組基準點作為磨削設備旋轉中心和圓面打磨的基準。
4.2 座環平面及圓面加工量的確定
座環平面磨削量的確定是根據機坑測定時的座環水平度和導水機構相關零部件的實際加工尺寸、結合設計圖紙要求進行計算得來。座環圓面磨削量是由機坑測定的圓度結合設計圖紙來確定。各相關部位及尺寸如圖5、圖6 所示。
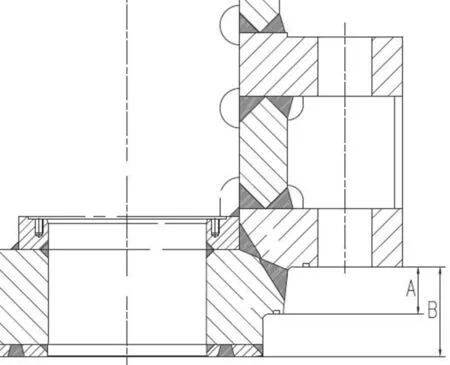
圖5 頂蓋相關尺寸示意圖

圖6 底環相關尺寸示意圖
(1)座環打磨時以與頂蓋把合平面(圖7)作為基準面。基準面的打磨量根據導水機構中心線位置并結合機坑測定的座環基準面平面度來確定。

圖7 座環打磨量示意圖
(2)上環平面加工量通過測量上環平面到座環與頂蓋把合法蘭平面距離M來控制;M=A+△L1,其中A為頂蓋實際加工數據,△L1為頂蓋與座環上環平面配合設計間隙值。
(3)下環平面加工量通過測量下環平面到座環與頂蓋把合法蘭平面距離N來控制;N=B+C+E+θ+ΔS,其中B、C為頂蓋和底環相關測量數據,θ為活動導葉設計端面總間隙,ΔS為頂蓋撓度及下沉量值,ΔS具體數值通過有限元分析計算得來。
(4)基礎環加工量通過測量基礎環平面到座環與頂蓋把合法蘭平面距離P來控制;P=N+D+△L2,其中D為底環測量數據,△L2為底環與基礎環安裝設計配合間隙。
4.3 座環磨削設備安裝及調節
根據座環工地磨削設備安裝說明書將磨削設備安裝在機坑內部。通過中心橫梁兩側的齒輪齒條調節磨削半徑,通過底座上的水平及中心調節裝置調整好磨削設備旋轉中心及旋轉水平精度。在正式磨削前應復查各連接部件的把合螺栓、螺帽是否把緊,確保施工安全。
4.4 座環平面磨削加工及質量控制措施
抽蓄座環工地磨削專機設備通常采用的是手推式的磨削方式,通過人工推動轉臂回轉,電機帶動砂輪片自轉的方式達到打磨的目的。為提高座環平面打磨質量,控制打磨水平度及粗糙度,關鍵在于控制以下幾個方面:
(1)砂輪片的修型。通過對砂輪片進行修型的方式來減小磨削時砂輪片與座環平面接觸面積,可以有效減小打磨時機頭的抖動,從而達到提高磨削平面粗糙度的目的。砂輪片的修型可采用手持式砂條將砂輪片端面形狀修磨成“外高內低”的形態。砂輪片修磨前后形態如圖圖8、圖9 所示。
圖9 砂輪片修磨后
圖8 砂輪片修磨前
(2)砂輪片的水平調節。砂輪片的水平可通過機頭的調節螺釘進行周向及徑向的調節。并用塞尺或紅丹粉標識的方式予以檢查,使砂輪片周向水平和徑向水平調整在0.02 mm 之內。砂輪片水平調節好后應先對座環平面進行試磨,用框式水平儀結合水準儀檢查試磨平面的周向及徑向水平作為水平調節的最終依據。
(3)進刀量的控制。座環平面磨削時,先根據機坑測定的座環平面數據標記座環平面的高點,從高點下刀磨削。磨削時需根據砂輪片火花情況適當調節進刀量,在進行粗磨時加工余量較多,可適當增大進刀量以提高打磨效率。但進刀量過大會引起機床的劇烈抖動,抖動時磨出的平面粗糙度較差,同時影響設備的穩定性。因此,在磨削時應根據座環磨削平面的寬度選取合適的進刀量,保證磨削質量的同時兼顧打磨效率。在進行平面精磨時加工余量較小,應逐步減小進刀量,避免造成打磨尺寸超差而返工。
(4)旋轉速度的控制。座環平面磨削時應根據每個平面寬度的差異、進刀量的差異及磨削余量選擇合適的旋轉速度,磨削時應確保機頭不會產生較大的抖動才能保證磨削平面的質量。
(5)磨削水平度的控制。座環平面磨削時需同時控制其周向水平及徑向水平,關鍵在于控制機床的旋轉水平和砂輪片的周向及徑向水平。精磨時機床轉臂的旋轉水平應調節在0.05 mm 以內,砂輪片的周向及徑向水平應控制在0.02 mm 以內。因座環周長較大,且各區域打磨量不同,可通過分段打磨的方式提高座環整體打磨水平精度。分段打磨時先根據水準儀測量結果將座環平面進行區域劃分,每段區域標記相應的打磨量。打磨過程隨時監測機床水平及座環平面度情況。
(6)砂輪片磨損情況監測。由于座環平面加工余量不均勻,當砂輪片進刀量較大或長時間工作后會發生粘連現象。表現出的現象是砂輪片表面變黑,會導致磨削的平面也出現變黑。這種情況發生時應停下機床,用手持式砂條清理砂輪片表面黑色區域或者更換砂輪片后方可繼續進行打磨。
4.5 座環圓面磨削
抽蓄座環通常為分瓣結構,在工地進行組焊和澆筑,不可避免會發生變形。且變形量通常可達到1.5~2 mm,因此大部分機組還需在工地對座環圓度進行磨削加工,確保頂蓋、底環的順利安裝以及保證底環圓面處立面密封圈的密封效果。
座環環板的圓面加工是利用砂輪片柱面進行磨削,圓面磨削加工的重點在于設備中心的調節。需以機坑測定時在上鏜口上標識出的4 組基準點調整好磨削設備的旋轉中心在0.05 mm 之內方可進行圓面的打磨。由于砂輪片厚度尺寸通常小于座環上、下圓面高度,在磨削時需進行接刀。圓面磨削應按照平面磨削同樣的要求控制轉臂旋轉速度和砂輪片的進刀量以保證磨削質量。
5 小結
結合抽水蓄能電站座環的結構特點,介紹了座環在工地現場磨削的基本工藝流程。闡述了座環磨削過程的關鍵點及難點,并提供了座環磨削過程中質量控制方法,該方案已在國內多個抽水蓄能電站實際工作中順利實施,為同類型電站座環工地磨削提供了參考依據。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
美與時代·美術學刊(2022年3期)2022-04-27 01:18:15
火花(2019年12期)2019-12-26 01:00:28
人大建設(2019年12期)2019-05-21 02:55:32
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
學苑創造·A版(2015年11期)2016-01-14 09:03:27
設備管理與維修(2015年12期)2015-04-09 06:57:00
消費者報道(2014年7期)2014-07-31 11:23:57
