基于多芯集成連接器的穩相電纜組件裝配要點分析
2022-06-28 03:10:02符江鵬王超群李勝超楊盼盼
機電元件 2022年3期
關鍵詞:工藝
符江鵬,王超群,李勝超,楊盼盼
(鄭州航天電子技術有限公司,河南省鄭州市,450001)
1 引言
隨著技術的發展,用于相控陣雷達等集成設備上的高性能多芯集成電纜組件的廣泛應用,傳輸系統對多芯集成電纜組件的相位一致性提出了要求。射頻信號通過同軸電纜傳輸,這樣,問題轉變為對電纜組件相位一致性要求。影響電纜組件相位一致性的因素有溫度、電纜組件的電氣長度(與物理長度直接相關)、介質的介電常數、電纜組件物理彎曲情況等[1]。對于一組電纜組件來說,采用的工藝條件相同,應用在同一環境下,周圍所處的溫度相同,影響相位一致性的因素主要取決于電纜組件的物理長度一致性。
2 射頻同軸信號相位
2.1 射頻同軸信號相位的計算

(1)
由式(1)分析可知,相同頻率的射頻信號在電纜組件中傳輸,電纜組件的長度與其相位成正比。同一批次的多根電纜組件,每根電纜組件在保證其電纜長度盡可能一致的情況下(由于誤差的不可消除性),通過調節電纜組件物理長度的方法可以實現多根電纜組件的相位一致,由于環境影響和機械變化所引起的電纜組件電長度變化是不可避免的,因此,"穩相"只是相對的,在一定的頻率和一定的電纜組件長度內,滿足用戶相位要求即可。
2.2 1°相位在不同頻率下對應的單位長度
由射頻同軸信號相位公式分析可知,同等條件下,保證同軸電纜的介電常數ε不變,相同頻率下,射頻信號的相位僅與信號在同軸電纜中傳播的距離有關。1°相位在不同頻率下對應的單位長度:
(2)
當ε=1,即空氣介質時,對應的單位長度與頻率的關系如表1所示。
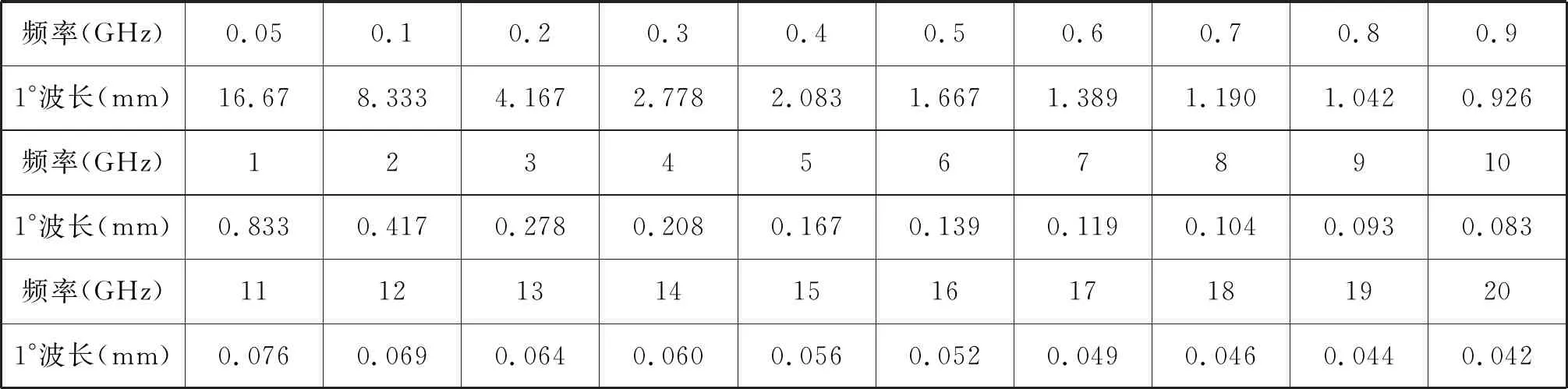
表1 ε=1時,單位長度與頻率關系表
通常情況下,射頻同軸電纜絕緣介質不會是空氣,介電常數大于1,即ε>1,則1°相位在不同頻率下對應的單位長度會相應減小。以聚四氟乙烯絕緣介質為例,ε=2.02時,對應的單位長度與頻率的關系如表2所示。
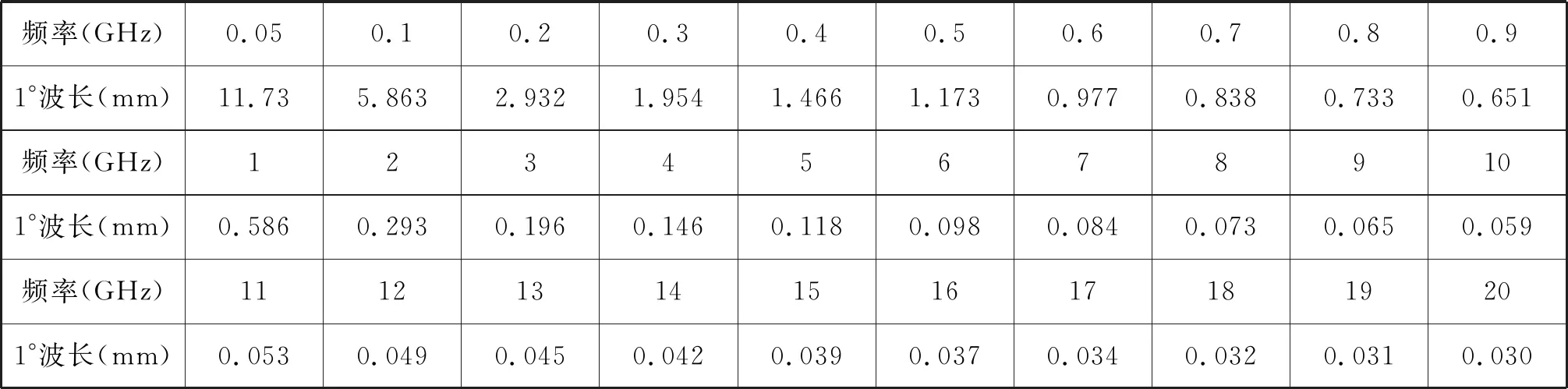
表2 ε=2.02時,單位長度與頻率關系表
由表2分析可知,隨著頻率的增大,1°相位對應的單位長度隨之減小,減小趨勢也隨頻率的增大隨之減緩。當超過3GHz時,單位長度以0.05mm以內的變化量遞減;隨著頻率的不斷增大,單位長度減小趨勢緩慢;6GH時,若調節精度要求1°,則長度精度需要控制在0.1mm內。
3 穩相電纜組件裝配實例
3.1 技術指標要求
產品主要技術指標如表3所示。
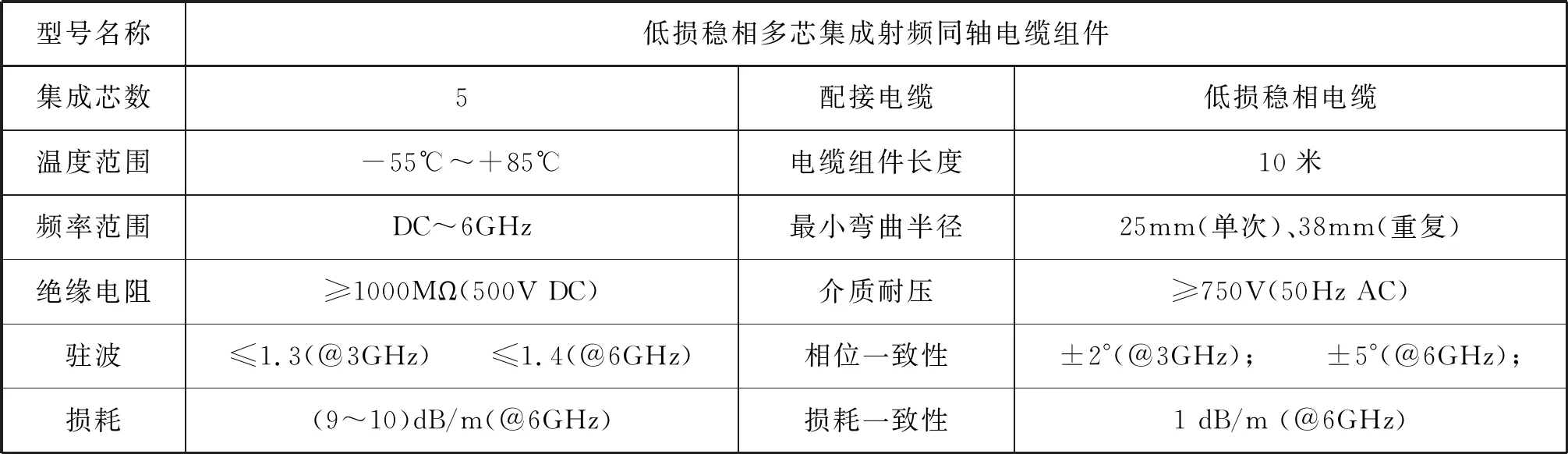
表3 主要技術指標
3.2 穩相電纜組件結構及工藝流程
根據指標要求,該穩相電纜組件為五芯集成,一端為圓形插頭,另一端為矩形插頭,同一線束內五根電纜相位一致,總長度為10米。
在穩相電纜組件結構設計方面:10米長度內對多芯電纜組件進行配相,除了選取性能合適的同軸電纜之外,兩端的插頭進行配相設計,尤其在多芯插頭內部同軸接觸件設計時,充分考慮電纜配相功能。穩相電纜組件結構外形如圖1所示。

圖1 穩相電纜組件結構外形圖
在穩相電纜組件工藝流程方面:考慮多芯集成連接器及電纜組件依次裝配步驟,在同軸電纜前期預處理工藝之外,尤其是對左端圓形多芯連接器裝配工藝、右端矩形多芯集成連接器裝配工藝、電纜組件整體裝配時的配相工藝進行合理步驟安排,確保整個穩相電纜組件在裝配過程中,裝配工藝合理、步驟清晰、檢驗明確、配相方便。圖2為該穩相電纜組件工藝流程簡化圖。
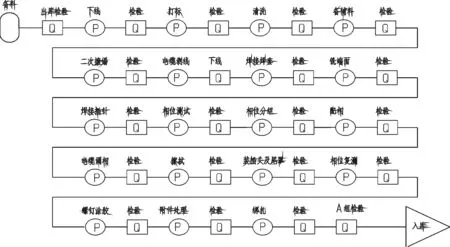
圖2 穩相電纜組件工藝流程圖
3.3 穩相電纜組件裝配結果
根據穩相電纜組件結構及裝配工藝流程,最終滿足技術指標的多芯集成穩相電纜組件如下圖所示。其中,圖3為多芯集成連接器實物圖,圖4為10米穩相電纜組件相位調試完成后實物圖,圖5(a)、圖5(b)、圖5(c)、圖5(d)、圖5(e)、圖5(f)分別為電纜組件指標測試圖。
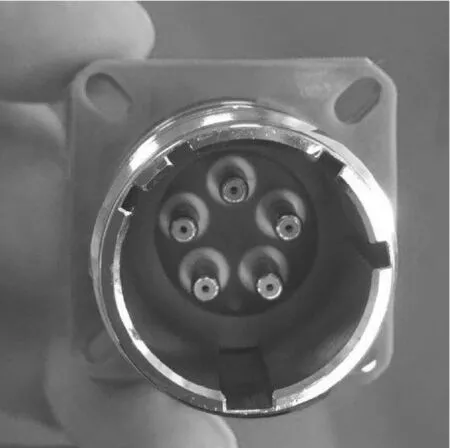
圖3 穩相電纜組件裝配過程圖

圖4 相位調試完成后實物圖
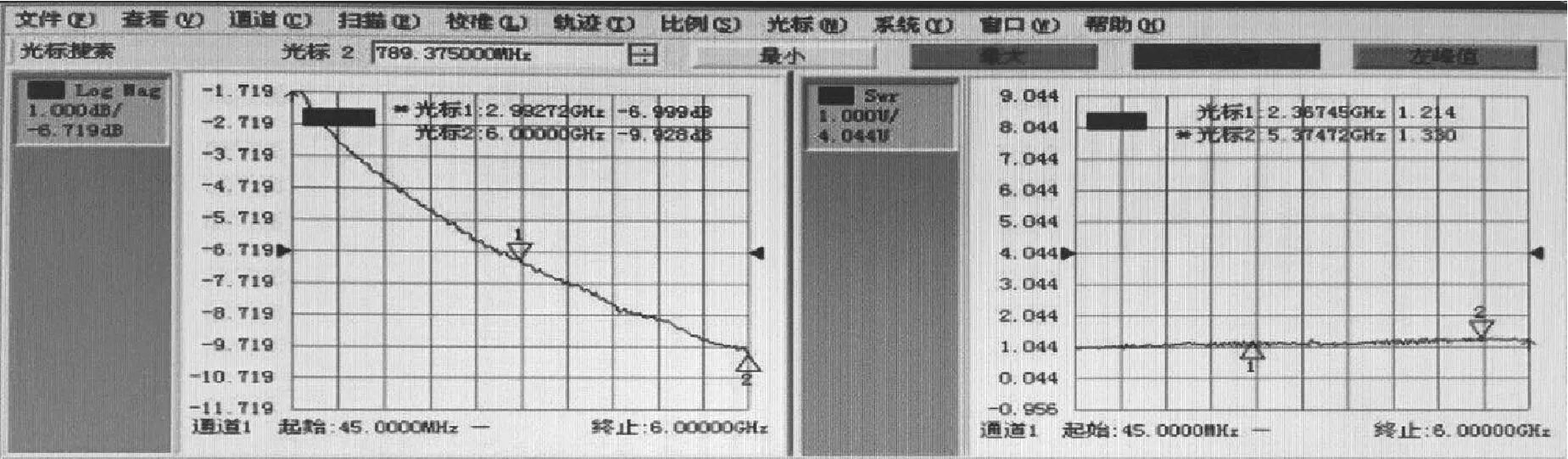
圖5 (a) 駐波和插損測試圖
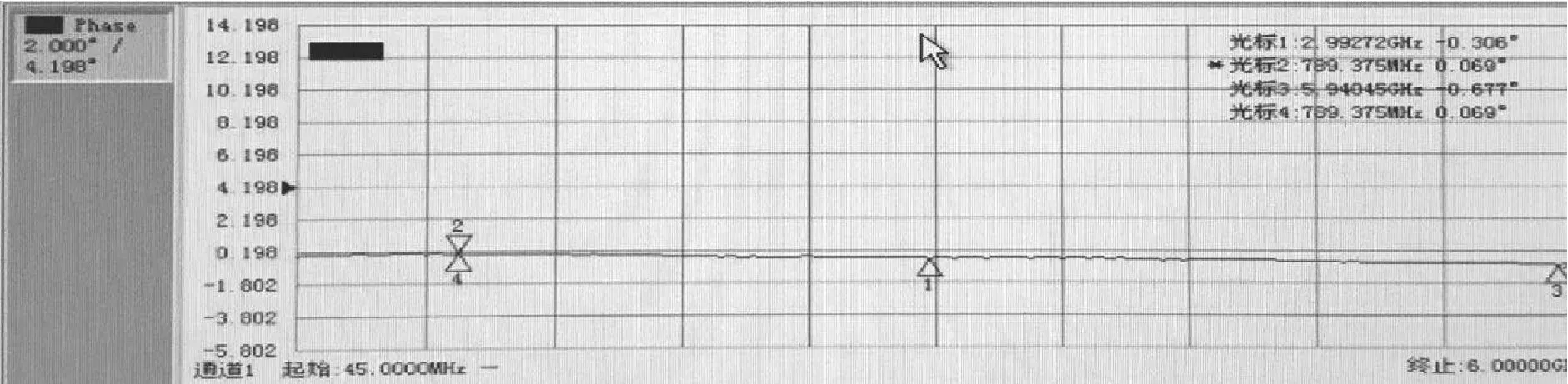
圖5 (b) 基準電纜組件(1#)相位測試圖
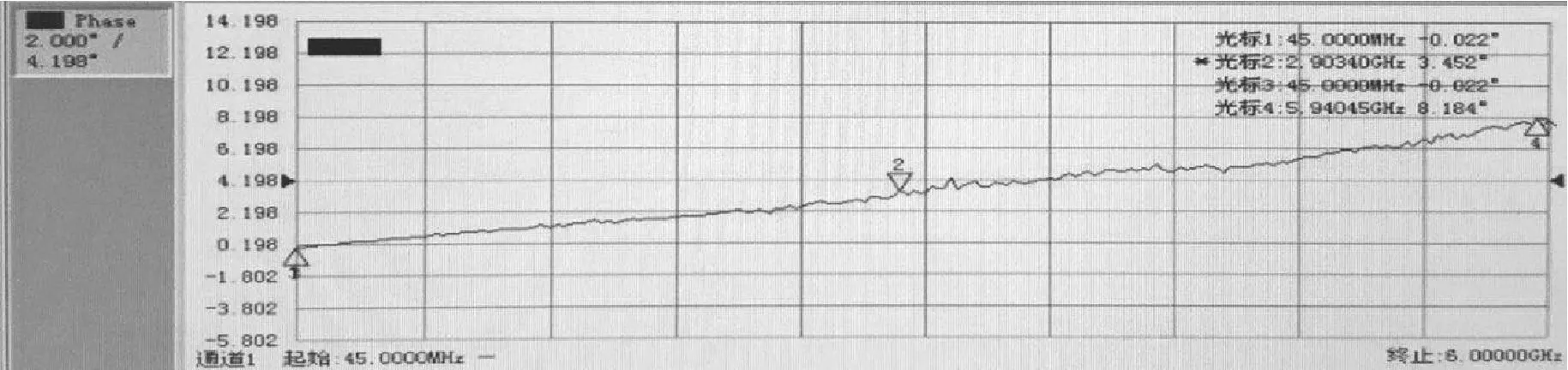
圖5 (c) 電纜組件(2#)相位測試圖
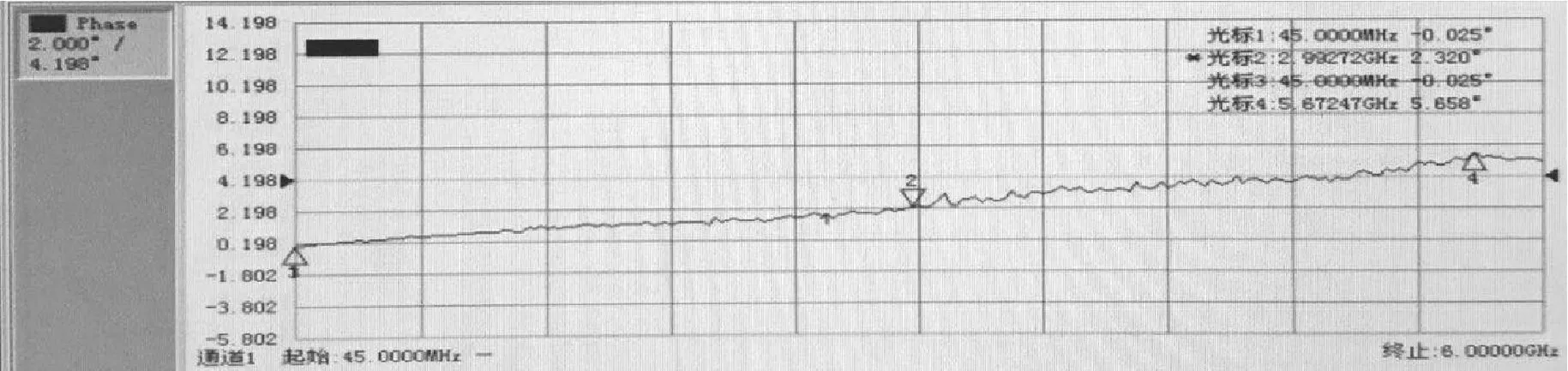
圖5 (d) 電纜組件(3#)相位測試圖
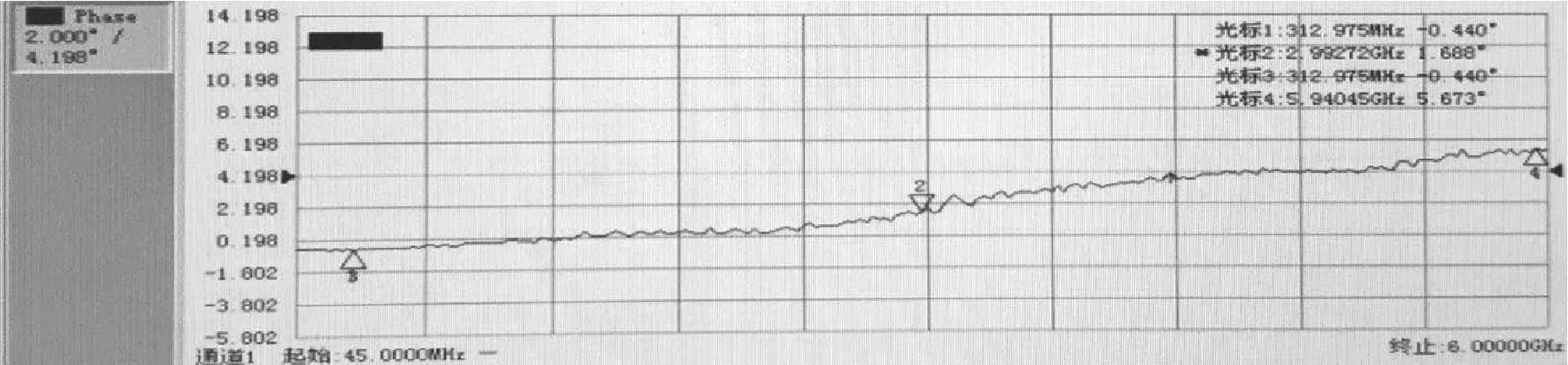
圖5 (e) 電纜組件(4#)相位測試圖
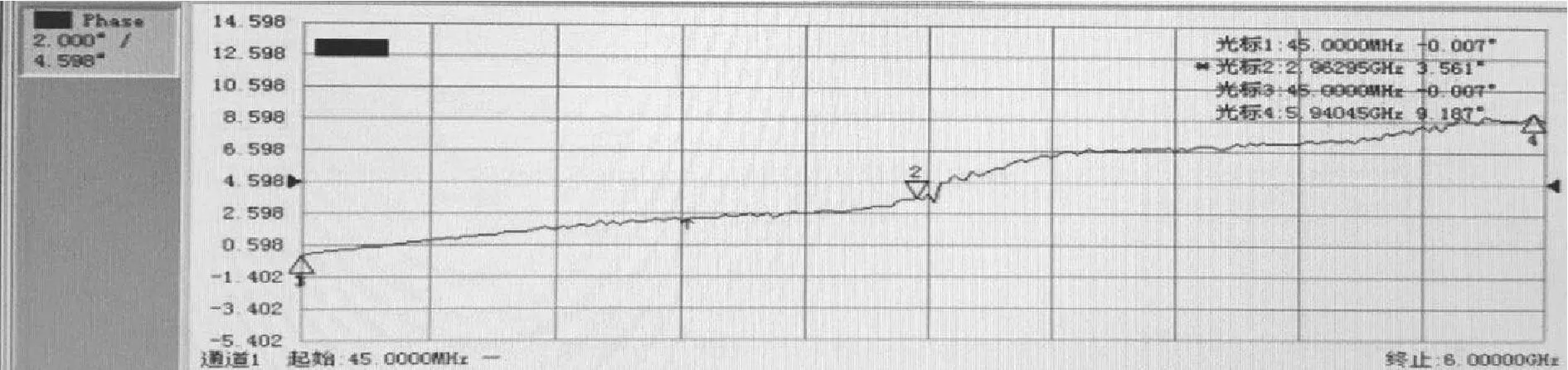
圖5 (f) 電纜組件(5#)相位測試圖
對圖5(a)、圖5(b)、圖5(c)、圖5(d)、圖5(e)、圖5(f)進行對比分析可知:
按照穩相電纜組件裝配及調相工藝,多芯穩相電纜組件滿足駐波和插損的要求。相位變化均控制在指標范圍內,相位變化趨勢和理論計算的變化趨勢一致。隨著頻率的增大,相位變化幅度變大,相位變化有正值(極大值)和負值(極小值)。10米電纜組件相位控制范圍:3GHz內,±2°;6GHz內,±5°,滿足指標要求。
4 穩相電纜組件裝配要點分析
1)相位指標計算及確認:電纜組件相位的影響因素很多,關鍵的因素有電纜物理結構、工作頻率、插損要求、電纜長度。在用戶單位提出相位穩相要求時,需要根據用戶的工作頻率及插損指標要求,綜合考慮電纜組件的經濟成本,根據目前穩相電纜穩相性能,預估電纜組件在某工作頻率、插損指標要求下,電纜相位誤差是否可以實現。比如,在9GHz頻率下,某穩相電纜機械相位溫度性為9°,那么,電纜組件無論如何裝配,也達不到小于6°的指標要求。
2)工作頻率和組件長度確認:對于一定性能的穩相電纜來說,組件裝配的穩相難度與工作頻率和電纜長度直接相關,即,工作頻率越高、電纜長度越長,組件的穩相指標越難保證。根據裝配實踐經驗,3GHz以下、組件長度小于5米,穩相電纜配相難度不大,一般配相工藝即可實現工藝要求;3GHz以上、組件長度大于5米,配相工藝需要嚴格細化,尤其是配相和調相工序。
3)穩相電纜選線確認:根據用戶傳輸信號頻率、電纜工作環境及穩相要求,選擇適用電纜。主要包括電纜線徑、彎曲半徑、插損值、溫度范圍、機械相位溫度性、溫度相位穩定性。其中,尤其注意溫度相位穩定性指標PPM(即電纜在溫度范圍內相位最大漂移的百萬分率)。
4)電纜組件調相端結構設計:對于一批電纜組件而言,由于下線誤差的不可消除,必然導致電纜組件相位的不一致,需要對不一致的電纜組件進行修正,即調相過程。如何設計電纜組件調相端的結構,便于電纜組件的相位修正和調配是穩相電纜組件裝配至關重要的一個環節。
5)電纜下線前處理:選用同一批次穩相電纜,一套電纜盡可能采用一次加工成型的電纜部分。對于5米長度以上的穩相電纜組件,下線時保持線纜的彎曲或拉伸狀態一致,下線過程使電纜保持自然狀態,不可使電纜過緊或過松。
6)電纜焊接狀態保持穩定:一是電纜與內接觸件焊接的間隙余量保持穩定,二是電纜屏蔽與焊套焊接、內導體與內接觸件焊接時間保持穩定。操作實踐證明,穩相電纜焊接狀態的不穩定將導致最終的電纜組件相位相差很大。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52