聚丙烯超高熔體質量流動速率試驗方法研究
2022-06-27 07:09:26張耀月
合成材料老化與應用 2022年3期
關鍵詞:質量
張耀月,蔣 潔
(北京燕山石化高科技術有限責任公司,北京102500)
2019年我國口罩產量超過50億只,產值達到102.35億元,其中,可用于病毒防護的醫用口罩占比高達54%,約55億元。2020年受新型冠狀病毒疫情影響,醫用口罩產值破130億元。醫用口罩的結構一般簡稱SMS結構,其中S紡粘層是單層,M熔噴層根據過濾要求,分為單層或者多層。口罩里面最重要的阻隔層是熔噴層M,熔噴層的纖維直徑比較細,在2μm左右,這個對防止細菌、血液滲透起至關重要的作用。而熔噴專用料是用于制作醫用口罩中間熔噴層的核心材料,通常為超高熔體質量流動速率的聚丙烯,其最重要的指標就是熔體質量流動速率,它直接表現為流變性能的好壞,間接反映出了聚合物的分子量高低,對于熔噴布的生產加工及熔噴工藝參數的選擇具有重要影響。因此,準確測定聚丙烯熔噴料的熔體質量流動速率值具有極其重要的意義。
用于測定熔體質量流動速率的標準主要有國際標準ISO 1133-1:2011[1]、國家標準GB/T 3682.1-2018《塑料 熱塑性塑料熔體質量流動速率(MFR)和熔體體積流動速率(MVR)的測定 第1部分:標準方法》以及美國材料與試驗協會根據國際標準修訂的ASTM D1238-2013。GB/T 3682.1-2018中規定如果測試材料的MFR>75g/10min或MVR>75cm3/10min,可以使用長4.000mm±0.025mm、孔徑1.050mm±0.005mm的半口模[2]。但國家標準中并未有針對高熔指(MFR>75g/10min)測試方法的具體規定,尤其熔噴料的熔體質量流動速率值通常在1000g/10min以上,各單位操作手法不統一會導致數據存在較大偏差。因此,本文在按照GB/T 3682.1-2018進行試驗的基礎上,通過驗證不同試驗條件,尋求最合理、最優化的試驗方法,以提高最終結果的準確性和高效性。
1 試驗部分
1.1 試驗選用樣品
為保證最終數據的準確性和可靠性,一共選取了4個牌號的不同熔體質量流動速率范圍的樣品進行驗證試驗,平行測三次,取平均值。
樣品:MJ1H13、MJ1H15、MJ1H25、MJ1H27,均為燕山石化氫調法生產的聚丙烯熔噴專用料。
1.2 儀器
熔融指數測定儀MP600(美國Tinius Olsen Ltd)。標準口模:內徑2.095mm±0.005mm,長8.000mm± 0.025mm。半口模:內徑1.050mm±0.005mm,長4.000mm± 0.025mm。
1.3 測試方法及條件
參照GB/T 3682.1-2018的B法進行試驗,熔體密度采用0.7638g/cm3,溫度230℃,負荷2.16kg,加料量4~8 g,由于樣品中已加入抗氧劑,試驗時不再添加抗氧劑。
儀器開機后恒溫30min,且每次試驗后儀器恢復穩態再進行下一次試驗,全程使用口模塞。試驗前充氮氣3s~5s。
2 結果與討論
根據現行國家標準GB/T 3682.1-2018,主要進行了1)不同預熱時間、2)不同負荷預加載、3)活塞最小位移、4)標準口模及半口模的選擇等測試條件的驗證試驗, GB/T 3682.1-2018中對活塞最小位移要求見表1。

表1 GB/T 3682.1-2018對活塞最小位移的要求Table 1 Requirements for GB/T 3682.1-2018
2.1 不同預熱時間的影響
由于聚丙烯熔噴料的熔體質量流動速率值太高,熔融時間太久易導致物料在料筒中受熱降解,特別是空氣中的氧氣會加速熱降解效應使熔體粘度降低,導致其熔體流動速率變大。現行國家標準GB/T 3682.1-2018中規定,測量熔體質量流動速率的預熱時間為5min,而舊版標準GB/T 3682-2000中規定預熱時間為4min,因此通過選擇這兩個不同熔融預熱時間進行驗證分析,選擇一個更適合聚丙烯熔噴料熔體質量流動速率測定的條件。
此次試驗主要對MJ1H15樣品進行了預熱5min及預熱4min的驗證,平行測定三次,每次取三段數據平均值,每段取10mm最小活塞位移,結果見表2。
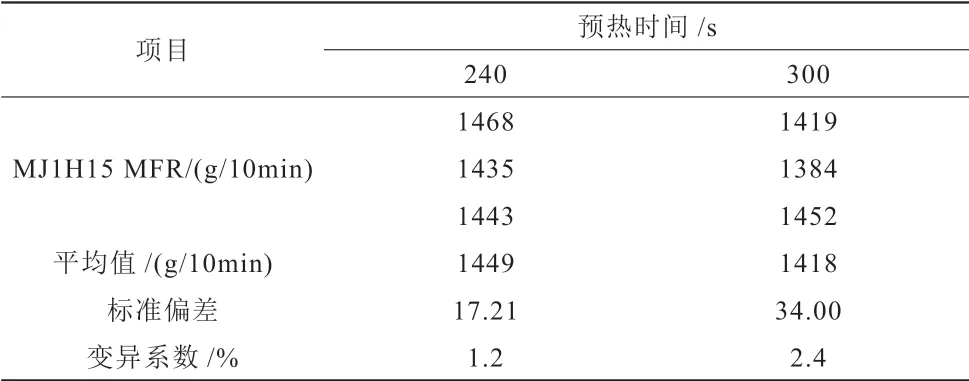
表2 不同預熱時間的影響Table 2 Influence og different preheating time
從表2可以看出,聚丙烯熔噴專用料在測定熔體質量流動速率時在短時間內可以熔融得非常充分,預熱時間為4min時的數據更精確,偏差更小,還能避免因物料熔融時間過長引起的物料熱降解。尤其是粉狀聚合物,空氣中的氧氣會加速聚合物的熱降解效應,從而導致熔體粘度降低,流動速率加快。因此,建議在進行聚丙烯熔噴專用料熔體質量流動速率的測定時,采用4min預熱時間即足夠,還不易造成物料的降解,同時還能縮短時間,提高工作效率。
2.2 不同負荷預加載的影響
GB/T 3682.1-2018中規定,如果材料的熔體流動速率很高,在預熱過程中試樣的損失很明顯,在預熱時應不加負荷或只加小負荷的活塞,并使用支架和口模塞。
在進行聚丙烯熔噴專用料熔體質量流動速率測定時,尤其使用粉料進行試驗時,活塞桿會因氣泡影響一直向上頂出,導致料筒里殘留的空氣更多,會導致數據結果偏差更大,因此在測量時,預熱期間會加載一個小負荷進行壓實,排出氣體。此次驗證試驗主要使用0.325kg(使用0.325kg進行預壓實時,在試驗開始前30s換成試驗負荷)和2.16kg兩個不同的負荷進行預壓實,驗證使用不同負荷進行預壓實是否會對結果產生較大影響,預熱時間4min即撤掉口模塞開始試驗,最小活塞位移10mm。試驗結果見表3 。
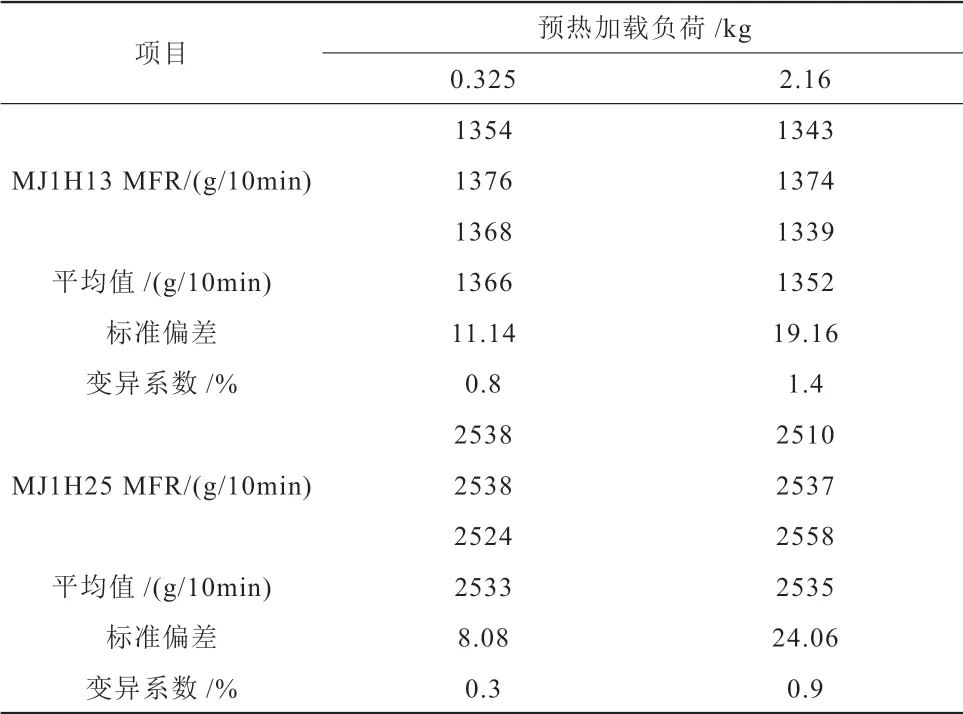
表3 不同負荷加載的影響Table 3 Effects of different loads
從表3可以看出,在預熱階段加載一個較小負荷是比較合適的。但特殊情況時,比如物料中含水分或揮發性組分的試樣在高溫下會產生氣泡,料桿容易被頂出,容易對料桿和人員造成傷害。為避免該情況對測試結果的影響,應盡量將料筒內的試樣壓緊實,排出氣體,同時也可以加入一些熱穩定劑或在測試前對樣品進行干燥處理,去除水分和揮發性組分,同時建議根據實際情況更換較大負荷進行預壓實。在這種情況下,使用小負荷壓實反而會導致數據偏差更大,因此在進行聚丙烯熔噴專用料的MFR測定時,還需要根據物料實際情況進行選擇。
下述在驗證不同活塞位移和半口模試驗的影響時均采用熔融時間4min和預熱時預加載0.325kg的砝碼進行驗證試驗。
2.3 活塞最小位移的影響
GB/T 3682.1-2018中規定,當MFR>20g/10min時,活塞最小位移為10mm。當進行聚丙烯熔噴專用料熔體質量流動速率試驗時,由于熔噴料的MFR均在1000 g/10min以上,從目前大部分實驗室現有熔指儀情況看,很多儀器無法進行熔噴料高MFR(一般>700g/10min)的測定。一部分能進行高熔指測定的儀器也因位移傳感器精度不足,經常導致數據結果存在較大誤差。本研究考察了最小活塞位移對MFR測定的影響,試驗數據見表4。
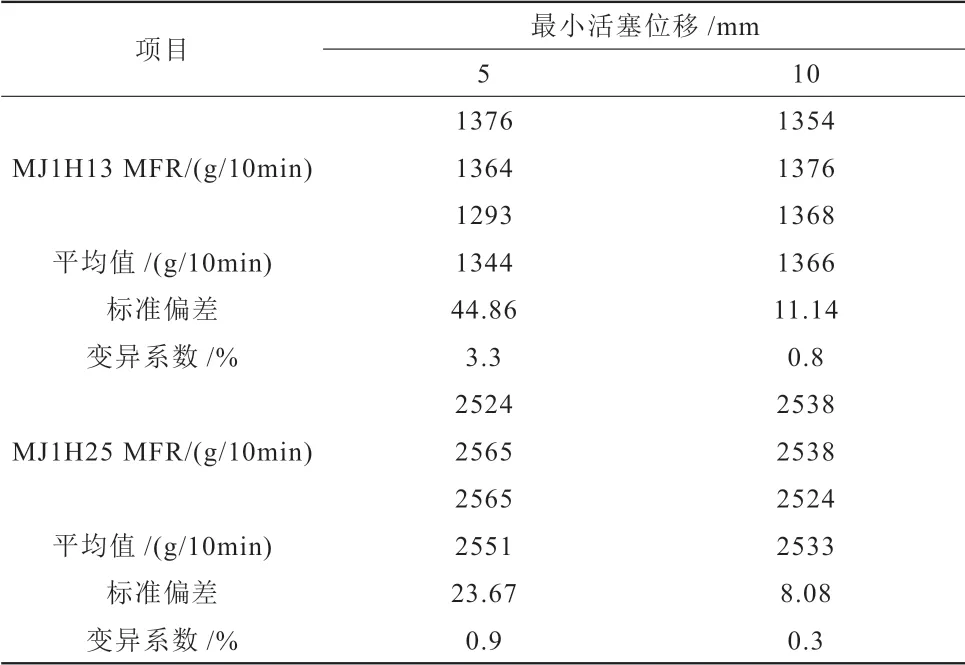
表4 最小活塞位移對MFR測定的影響Table 4 Influence of minimum piston displacement on MFR
在試驗過程中發現,當采用最小活塞位移5mm時,經常有某一段不出值的現象,即無法滿足連續的三段數值出結果,由于儀器位移傳感器精度跟不上,取最小活塞位移10mm進行試驗時就會避免這種現象的發生,因此建議選用最小活塞位移10mm進行聚丙烯熔噴專用料熔體質量流動速率的測定。受新冠疫情的影響,對測定聚丙烯熔噴專用料MFR的儀器提出了更高的技術要求,儀器各項指標、精度將不斷優化,適時還需要進一步研究最小活塞位移的影響。暫建議采取最小活塞位移10mm進行聚丙烯熔噴專用料MFR的測定。
2.4 標準口模與半口模的影響
GB/T 3682.1-2018中規定MFR太高時,推薦使用半口模進行試驗,但測試結果如何換算為標準口模的MFR并未說明。因此標準口模與半口模的選擇也對測量聚丙烯熔噴專用料熔體質量流動速率的結果有著極其重要影響。標準口模與半口模試驗結果見表5。經過驗證試驗發現,采用半口模進行試驗時,試驗數據更穩定,三次平行試驗數據偏差更小,穩定性更好,對時間也未見有敏感性影響。通過多組驗證試驗結果中發現,由同一生產工藝流程下制備的聚丙烯專用熔噴料的MFR測定標準口模與半口模有一定的換算關系,標準口模時的MFR約為6.8~7.5倍的半口模時的MFR。在查閱半口模與標準口模換算關系的文獻時,得到的結論與本驗證試驗結果趨于一致,標準口模測試結果≈半口模測試結果×7.5[3]。因此建議采用半口模進行聚丙烯熔噴專用料熔體質量流動速率的測定,并且GB/T 3682.1-2018中也建議MFR太高時,推薦使用半口模進行試驗
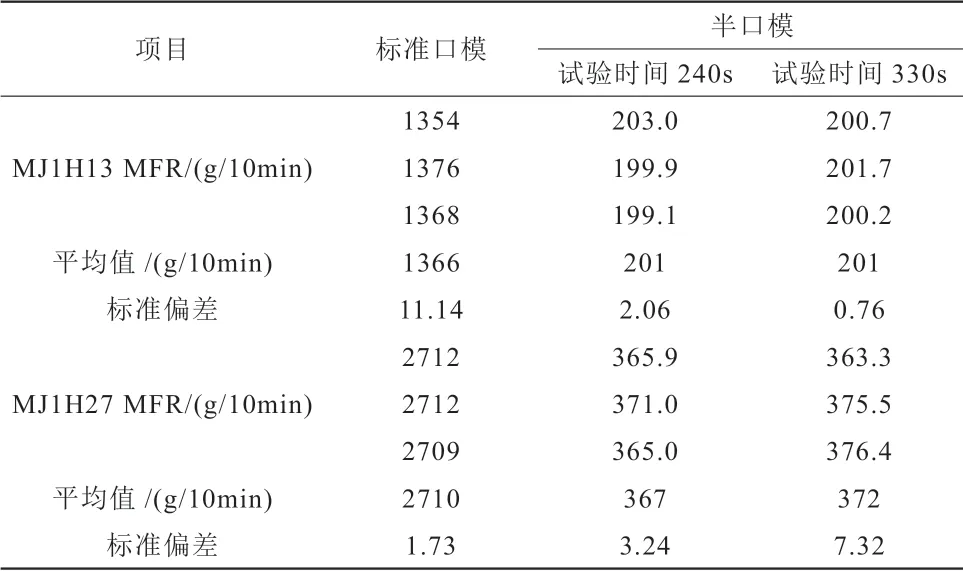
表5 標準口模與半口模結果Table 5 Influence of standard port die and half-port die
3 結論
(1)預熱時間為4min時,聚丙烯熔噴專用料在測定熔體質量流動速率時即可以熔融得非常充分。
(2)在進行聚丙烯熔噴專用料的MFR測定時,在預熱階段加載一個較小負荷0.325kg是比較合適的。
(3)建議選用最小活塞位移10mm進行聚丙烯熔噴專用料熔體質量流動速率的測定。
(4)在進行聚丙烯熔噴專用料的MFR測定時,推薦使用半口模進行試驗,并且同一生產工藝流程下的聚丙烯專用熔噴料的標準口模與半口模有一定的換算關系,標準口模時的MFR約為6.8~7.5倍的半口模時的MFR。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
