高強度厚板沖孔模沖裁分級方法
2022-06-27 08:16:22馬啟濤
模具制造 2022年5期
關鍵詞:拋物線
馬啟濤,羅 棟
(江淮汽車集團股份有限公司,安徽合肥 231200)
1 引言
隨著商用車輕量化的應用升級,商用車車架縱梁高強鋼材質得到廣泛應用,另外縱梁孔位設計遵循等孔位設計原則,基本孔數在400個以上。孔數多、強度高,造成縱梁在模具沖孔時,沖裁力普遍大于現有主流機床的許用壓力。一方面沖裁力過大,單工序無法滿足沖孔生產,需多工序沖裁;另一方面,沖裁力過大帶來的是沖床、模具本身壽命的降低,生產現場噪音過大,員工作業環境存在安全隱患,以某機械式4,000t沖床為例進行本技術方案分析。機械式壓力機參數如表1所示。

表1 機械式壓力機參數
2 現有降低沖裁力工藝方案分析
現有商用車車架縱梁沖孔模為降低瞬時沖裁力,所有凸模均采用斜刃凸模及階梯凸模沖裁。如果凸模采用平刃口沖裁,整個圓周刃口是同時與縱梁接觸,瞬間沖裁力較大,所以行業內常將凸模的刃口加工為沿軸線對稱V 形,這樣沖裁時是逐步將材料切離,因而能明顯降低沖裁力。另外,在幾百個凸模中,將凸模做成不同長度,然后將不同長度凸模隨機安裝在上模上,即下文所說的凸模分級,如圖1 所示,這樣不同長度的凸模接觸料片的時間不一樣,間接的使各個瞬時沖裁力出現時間錯開,可以有效降低瞬時沖裁力。
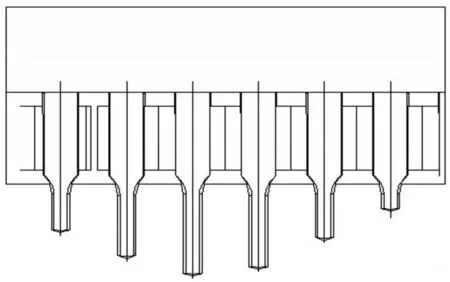
圖1 階梯式凸模布置
考慮到縱梁料片展開寬度較小,所以沖孔模具壓力中心主要考慮機床滑塊左右偏載的影響。沖孔模具分級后,對每級沖孔的沖裁壓力中心與機床中心要求重合,如圖2 其中S距離越小越好,才能保證機床滑塊不受較大偏心載荷,保護機床上滑塊導軌及模具的壽命。不同級的壓力中心相對于機床中心(即總壓力中心)的偏載范圍與沖裁力的大小直接相關,如表2所示。

圖2 機床、模具中心示意
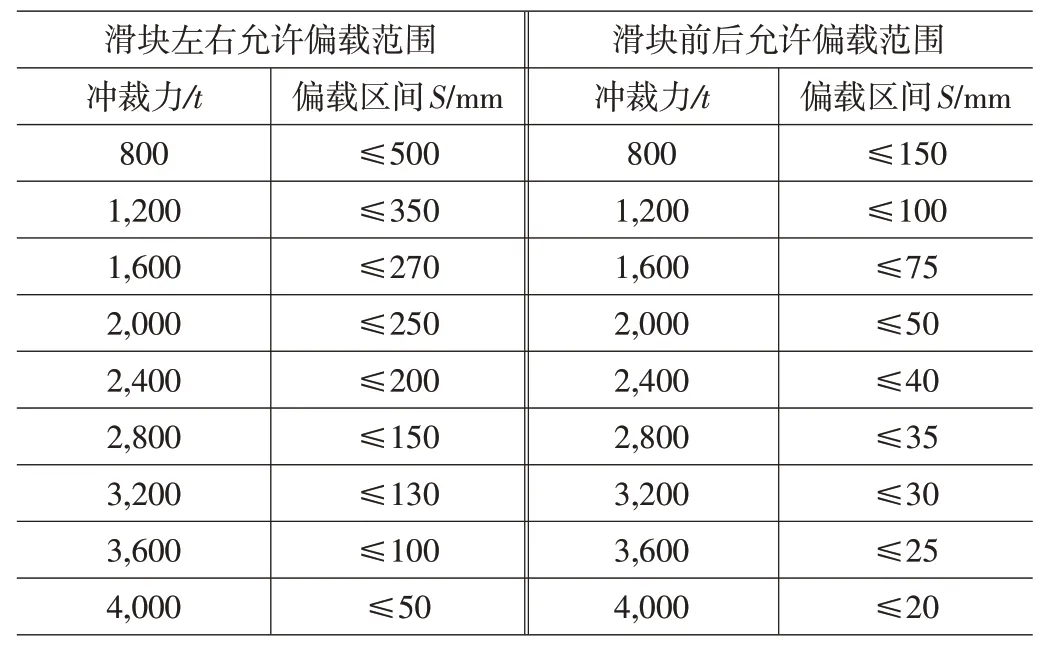
表2 4,000t沖床滑塊允許偏載范圍
實踐發現,上文所說的V 型刃口凸模技術和沖裁分級技術只能在一定程度上降低沖裁力,在降低沖床、模具本身的沖擊力方面作用很小,生產現場噪音仍然超標。究其原因是現有技術方案不同長度的凸模隨機分布,不可避免的存在等長凸模扎堆現象,且對安裝維護一致性要求較高,對沖裁力降低的程度有限。
對其原因進行分析,主要有以下幾點:
(1)凸模分級方案不合理。現有技術只是單純通過凸模分級來降低沖裁力,當凸模數量足夠多時,缺乏凸模長度與對應位置相互關系的思考,即現有技術都是隨機分配凸模不同長度。造成同一區域內相同長度凸模扎堆現象,實際生產沖裁時,該區域凸模會同時進入縱梁進行沖裁,導致過大的瞬時沖裁力集中分布在沖床工作臺面某一個區域,而不是均勻分散至整個機床工作臺面的理想現象,過大的瞬時沖裁力過于集中,會造成沖床偏載運行,長此以往將導致沖床導柱磨損加快,且振動噪音日益加劇。
(2)瞬時沖裁力過大。普通V形刃口凸模可以將瞬時沖裁力降低至4,000t機床許用壓力以內,但是總沖裁力依然超過4,000t。即使通過凸模分級,也只能將最大瞬時沖裁力降低至2,000t以內,如此大的瞬時沖裁力在瞬間降低為零,在這一瞬間釋放出的巨大能量,只能轉換成彈性勢能,勢必導致沖床設備振動加劇,進而降低其壽命、增大現場噪音。
(3)凸模分級沖裁不連續。現有沖孔模在整個沖裁過程中,沖裁力出現嚴重波動,對現場生產數據和沖裁過程模擬分析,不難發現沖裁力之所以會劇烈波動,是因為凸模在長度分級時,鄰級之間凸模長度差過大,致使鄰級之間的沖裁存在斷檔現象,再加上凸模斜刃對沖裁力的影響使得上一級凸模的沖裁力已經急劇下降,而此時下一級的沖裁還沒有開始,造成鄰級之間的沖裁力出現斷層,即沖裁不連續現象。
3 新型降低沖裁力分級方法
以商用車縱梁為例,圖3 所示為縱梁孔位分布工藝圖,縱梁坯料尺寸約為5,679×291×5mm,屈服強度為550MPa的熱軋板,該縱梁所需沖孔數共為412個,孔徑大小從φ9mm 至φ30mm 不等,從圖3 中可以看出孔位分布極不均勻,其中等孔位區10孔位高度集中且規律,縱梁前懸9 處孔位相對集中但凌亂,縱梁尾端11 孔位稀疏。孔位分布特點為中間等孔位區域孔數多、兩端少,如圖3所示。以縱梁縱向和對應沖裁力關系繪制折線圖,可以得到車架縱梁的沖裁力沿車架縱梁縱向分布特點也是中間大、兩端小。

圖3 縱梁孔位分布圖
如圖4 所示,本分級方法首先是繪制車架縱梁沖孔的各級沖裁力沿車架縱梁縱向分布折線圖,該圖繪制方式為:將車架縱梁縱向X坐標每間隔500mm 取點,將位于該區間內的相同級別的所有孔沖裁的沖裁力之和作為Y坐標值,構成點,再由各點連成線,繪制出的折線圖。確保每一級的沖裁力沿車架縱梁的縱向呈拋物線走勢,這是由車架縱梁的沖孔工藝圖孔位分布特點決定的。由此沖裁力折線圖可以很直觀看出縱梁不同區域的沖裁力大小分布情況。
由圖3 可知,縱梁孔位分布特點為兩端少,中間多,沖裁力分布曲線也是兩端低,中間高,因此總沖裁力沿縱梁縱向分布呈拋物線狀。如圖5所示,使得沖裁力均勻分布在整副模具上,有利于沖床及模具受力平衡。
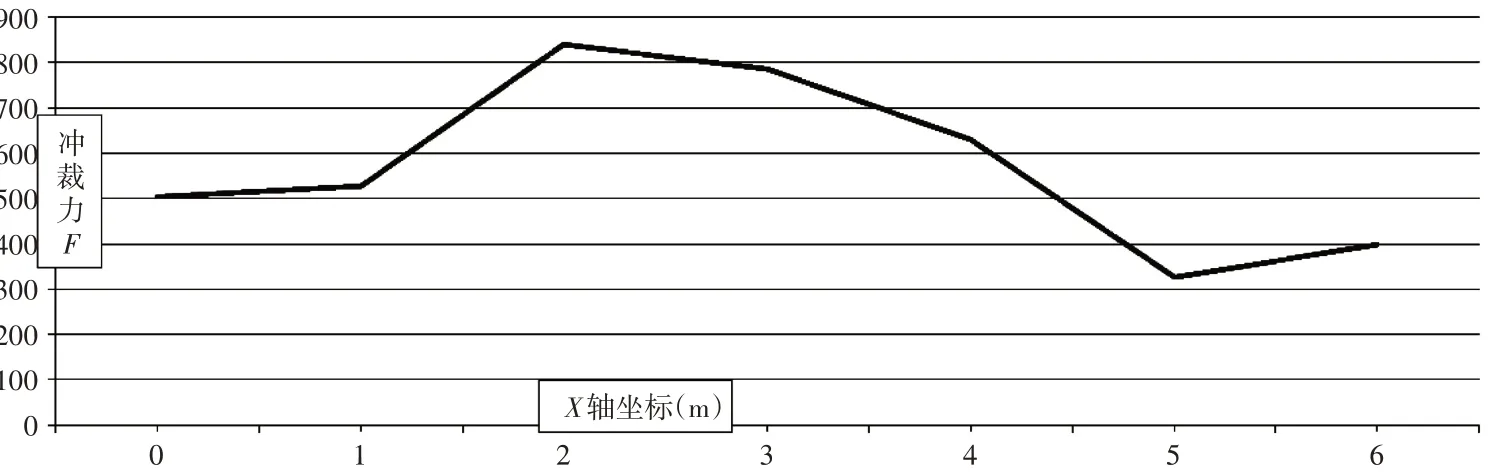
圖5 總沖裁力沿車架縱梁縱向分布折線圖
將所有凸模被劃分為n種不同長度的級別,且凸模級數為滿足以下公式的最大正整數:ΔD×n≤F,其中ΔD為凸模極差,凸模極差為凸模各級之間的凸模長度差,其中n為凸模級數,F為沖床的公稱壓力行程,凸模級差的取值為縱梁料片厚度與凸模斜刃長度的差值。
若n為偶數,第一級至第x級的凸模的沖裁力沿車架縱梁的縱向呈開口向上的拋物線走勢分布,第x+1級至第n級的凸模的沖裁力沿車架縱梁的縱向呈開口向下的拋物線走勢分布;其中,x為大于2/n的相鄰正整數。若凸模級數n為6,則x取4,如圖4所示,確保前面四級的沖裁力大小沿車架縱梁縱向呈正拋物線走勢,即類似拋物線的折線圖開口向上,最后兩級沖裁力沿車架縱梁縱向呈負拋物線,即類似拋物線的折線圖開口向下。前面四級的沖裁力呈正拋物線,符合總沖裁力的分布規律,如此,各級沖裁力均勻分布在車架縱梁的沖孔模上,而至最后兩級時,沖裁力呈負拋物線,與第四級的沖裁力方向正好相反,可以抑制由于前面四級沖裁引起的機床和模具的振動,有利于降低沖裁力對機床設備的損害。其中x取凸模級數的中間數值,例如,若凸模級數為6,則x為4;若凸模級數為5,則x為3。

圖4 各級沖裁力沿車架縱梁縱向分布折線圖
第一級至第x 級的凸模的沖裁力逐級增大,第x級至第n級的凸模的沖裁力逐級減小。確保前四級的沖裁力逐級增加,至第四級達到最大,隨后逐級減小,最后一級沖裁力最小,例如將各級沖裁力分配至5:6:7:9:8:4,將凸模盡量分配在沖床許應壓力最大時沖裁,可以充分利用沖床的公稱壓力,如圖6所示,曲線1 為機床許應壓力曲線,曲線2 為沖孔工藝沖裁力實際變化曲線,整個沖裁力實際變化曲線在壓力機許應壓力曲線范圍內。

圖6 機床許用壓力
其中,第x級的沖裁力最大,第x級的凸模的沖裁力小于沖床的四分之一的許應壓力,例如本次案例中第四級凸模的沖裁力最大,如果第四級凸模的沖裁力小于沖床的許應壓力的四分之一,則能保證每一級的沖裁力不會過大。本案例采用一種適合沖裁力超過4,000t,且孔位分布嚴重不均勻的沖孔模凸模分級所遵循的方法,即根據不同的縱梁特性,設計合理的凸模分級級數、級差及階梯式凸模分級方案,徹底解決了沖床許用壓力不滿足沖孔模沖裁力的問題,同時也適合用于沖孔模的減振降噪沖裁分級方案。
本沖裁力降低方案中,每一級的沖裁力大小沿車架縱梁縱向呈拋物線走勢。第一級至第四級沖裁力分布呈正拋物線,第五級、第六級沖裁力分布呈負拋物線。如表3所示,對于本次分析對象縱梁,第一級沖裁力499t,第二級沖裁力671t,第三級沖裁力674t,第四級沖裁力923t,第五級沖裁力812t,第六級沖裁力434t。

表3 沖孔分級各級沖裁力
4 結束語
高強度厚板沖孔模沖裁分級方法,主要適用于高強鋼、厚板沖孔工藝,該沖裁分級方法確保同級長度凸模按照一定規則,均勻有序的分布在整副模具上,保證位置相近的孔沖裁時間不同,達到降低瞬時沖裁力的目的。同時遵循每級最大沖裁力小于沖床許用壓力的1/4 的關鍵設計原則,從而可以將每級的沖裁力大小控制在合理的范圍;制定各級沖裁力分布比例和各級沖裁力的走勢,使前四級沖裁力走勢呈正拋物線,后兩級沖裁力走勢呈負拋物線。前四級的沖裁力的走勢曲線,高度貼合總沖裁力的走勢曲線,如此確保各級沖裁力均勻有序分布在車架縱梁沖孔模上,而至末端兩級時,沖裁力走勢呈負拋物線,與前四級的沖裁力走勢方向正好相反,可以有效抵消前四級沖裁引起的能量變化,抑制沖床和模具的振動,有利于降低沖裁過程對沖床設備的損害;凸模級差設計遵循保證各級沖裁力連續的原則,避免出現瞬時沖裁力過大現象。
猜你喜歡
中學生數理化·高二版(2025年2期)2025-03-05 00:00:00
語數外學習·高中版上旬(2024年18期)2024-02-20 00:00:00
中學生數理化(高中版.高二數學)(2022年1期)2022-04-26 13:59:58
中學生數理化(高中版.高二數學)(2022年1期)2022-04-26 13:59:56
中學生數理化·中考版(2021年10期)2021-11-22 07:26:38
中學生數理化(高中版.高二數學)(2021年3期)2021-06-09 06:08:40
中學生數理化(高中版.高二數學)(2021年2期)2021-03-19 08:54:12
中學生數理化·中考版(2019年10期)2019-11-25 09:39:04
中學生數理化·中考版(2018年10期)2018-12-07 00:44:42
中學生數理化·中考版(2017年10期)2017-04-23 06:29:38