金屬錸粉單管還原爐自動控制系統
2022-06-26 04:47:04程惠倫
世界有色金屬 2022年4期
1 引言
還原爐是生產金屬錸粉的重要生產設備。爐管內通還原性H
和中性保護N
氣氛,用于金屬錸粉的還原。其具體工作原理為:①先將物料裝入裝料舟皿;②由液壓推桿將裝料舟皿推入還原爐內;③在滿足工藝要求的H
(還原介質)氣氛和溫度下,物料逐步與H
完成還原反應;④經過冷卻裝置冷卻;⑤產品出爐。設備主要由推舟裝置、耐高溫(保溫)爐體、耐高溫爐管、冷卻裝置、支架、水氣管路、料舟、檢測儀表、主側推控制系統、溫度控制系統等組成。
為了使產品達到較高的純度和合適的粒度,我司采取兩段法生產金屬錸粉:使用2臺單管還原爐設置不同溫度段進行連續性生產。設備投入生產后,逐步暴露出了一些問題:設備運行不穩定、自動化程度低、工人勞動強度大等。
在充分分析、吸收和消化了整套設備、產品需求、控制技術后,在原有設備的基礎上,設計了一套更加完善可靠的自動控制系統,保證了生產的連續性、降低了工人的勞動強度、提高了生產效率。
2 設備現狀
升級改造前2臺單管還原爐的結構如圖1所示。
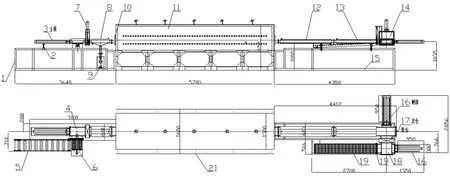
爐殼為一長方體,由型鋼和鋼板焊接而成。爐殼內由數節矩形耐火爐襯連接砌筑而成。加熱元件均勻分布于爐襯的上、下部。爐襯與爐殼之間采用隔熱性能好的保溫層。
InSAR技術包括圖像配準、去平地效應、干涉圖濾波、相位解纏等步驟[3].相位解纏作為其中一個環節,其算法優劣直接影響測量精度,是整個InSAR測量技術成功與否最為關鍵的部分[4-5].由于設備固有噪聲和自然環境噪聲影響,局部相位殘差點增多,形成不可靠數據斑塊,使該區域相位解纏出現漏解或錯解,導致InSAR圖像恢復失敗,是InSAR相位解纏算法中需要克服的一個難題[6-7].
電爐爐管采用耐高溫不銹鋼制成。進料爐管、加熱爐管、出料爐管三部分連成一體,且具有良好的密封性,以利于工作時通保護氣體。出料管焊有冷卻水套,以保證產品出爐前的降溫。
資本主義社會與合理化進程有著密不可分的聯系。馬克斯·韋伯寫道:“資本主義精神的發展似乎最好理解為合理主義整體發展的一部分,并且似應能夠從合理主義對生活基本問題的原則立場中推演出來。”[22]51他還將宗教社會學與社會經濟關系聯系起來,確認由新教倫理生發的勤奮勞動、誠實經營刺激著理性的工具化擴張,構成理性工具化的文化根源。借助于天職的概念,倫理從宗教信仰轉向了世俗信念,系統而合理的追逐利潤的價值觀構成了資本主義之精神。理性成就了世俗信念的倫理觀,卻瓦解了理性超越與批判力量,價值合理性被遮蔽。
人工將物料放置于第一還原爐的進料輸送平臺,物料自動進入還原爐進行還原方應,并自動出爐;再由人工將還原后的物料搬運至第二個還原爐的進料輸送平臺,進行第二段的還原與出爐。
3 存在問題
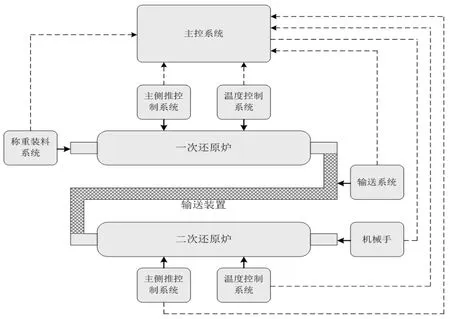
升級后的系統結構如圖2所示。
(1)設備卡舟、碎舟的情況突出。
各子系統的人機界面集成在昆侖通態觸摸屏上,通過觸摸屏可設置進料重量、平鋪高度、進舟時間、溫度控制參數、介質流量、機械手控制等參數。對各子系統重要數據進行歸檔,可隨時查看工藝曲線打印報表數據。
(2)勞動強度大、勞動低值低效。
生產工藝為每十幾分鐘進出一個舟皿,每次都需要人工稱料、布料、耙料、裝舟、出料、倒料、清舟、收塵、輸送等作業,操作時間長,勞動強度高。在人工布料、運輸過程中,難免發生摻雜、物料在空氣中停留時間過長導致物料氧化等情況。
爐膛加熱區共5區,各加熱區的控制是獨立的,溫度控制柜由5組TCW-32ZK控制器組成,并分別與5個溫區熱電偶連接,能對爐膛內5段加熱溫度進行測量、顯示與自動控制。
(3)分散式儀表控制、信息集成度低。
改設備僅對舟皿的運行和5段加熱溫度進行了自動控制,而且5段加熱溫度采用了5臺相互獨立的單回路島電溫控儀表進行控制。不能氫氣流量、氮氣流量、爐壓、溫度等均未進行集中采集和數據記錄,不能有效的進行工藝數據分析。
機械電氣一體化設備的管道是設備重要的組成部分,因此,在安裝管道階段,工作人員更應完善自身的工作素養,提高專業能力,在人員安排中把控好安裝工作的每一步。同時,對于管道的購置也應由擁有專業技術以及經驗豐富的技術人士參與,在保證質量的前提下,選擇價格最優的管道,確保機械電氣一體化設備能夠盡快的投入到生產之中,推進經濟效益最大化目標的進程。最后,在安裝管道階段,技術人員應確保技術的先進性,將最完善、最符合設備實情的管道安裝方案設計規劃好,并嚴格按照設備安裝相關規定施工,同時嚴格把關安裝設備的每一步,爭取做到無后顧之憂。
(4)重要控制參數采用手動控制,無法確保工藝執行的準確性。
診斷:①主動脈夾層(Standford A型);②高血壓病。即行完善相關檢查,排除手術禁忌,患者于當日在全麻、體外循環下行Bentall+全弓置換+降主動脈支架植入術,患者植入生物瓣膜;術后安返ICU。
金屬錸粉質量主要是通過溫度、進舟時間和氫氣流量來控制。該設備進舟時間控制采用時間繼電器實現、氫氣流量通過手動閥門控制。在日常生產中,員工執行工藝紀律存在偏差,導致產品質量波動。
4 升級方案
結合設備現狀、存在問題、工藝需求,主要從以下四個方面著手進行方案設計:
(1) 提高控制的精度。解決舟皿過(欠)推的問題;5段加熱溫度協調控制,改善溫度場分布。
(2) 提高設備的自動化水平,減少人工操作環節、降低勞動強度。
(3) 實現系統全集成,對生產過程的所有環節進行集中監控、數據記錄,為進一步分析研究生產過程做好準備。
與其他工程項目質量管理的單項性不同的是,BIM技術能夠實現建筑工程項目管理的全生命周期性,并能夠實現信息溝通的充分和共享性,相對于傳統的建筑工程管理方法的低效性、階段性,BIM技術可以充分應用于建筑工程項目管理的設計階段、決策階段、施工階段以及后期的運行維護等各個階段。
教師要求學生從遺傳物質的“信息流”角度理解蛋白質與核酸的關系,理解生命歷程中基因選擇性表達的具體過程:在特定時間DNA分子上特定的基因轉錄為mRNA,核糖體以mRNA為模板合成肽鏈,該過程中需要tRNA運載不同的氨基酸,mRNA密碼子與tRNA的反密碼子相互識別,決定肽鏈的氨基酸組成及排列順序。蛋白質結構多樣性的根本原因是基因的多樣性。
具體的升級方案為:
案例教學一般是由教師根據所學內容,結合目前技術的發展,給學生制定一個范圍,讓學生在此范圍內查找相關實例,對實例進行相關技術的討論,最終以小組答辯的形式給出成績。在學生答辯時,不僅教師提問,其他學生也可以就相關內容提出疑問,增強互動性。案例教學在石河子大學電氣工程及其自動化專業已經實施四屆,效果逐漸體現:學生對于課程的興趣提高,查閱文獻和閱讀文獻的技能也不斷增長,這反映在學生做畢業設計時對文獻的查閱和快速反應上,對學生的幫助很大。
公司層面的控制是指存在于公司整體層面,對業務層面實施的控制措施產生普遍、深遠影響的控制,體現公司的風險管理理念、風險承受能力、公司治理監控水平、對道德價值觀的遵守、人員素質與發展水平以及職責權力分工。根據《企業本部控制基本規范》,公司層面控制的主要內容包括內部環境、風險評估、信息與溝通及內部監督四個部分,其基本要求主要體現在企業體制、機制、規章、制度等方面。
(5) 將原有的液壓主推系統改造成伺服電機系統。精準設置推進速度和位移、將限位開關改造成非接觸式的,解決卡舟的問題。通過伺服電機設定推送距離加上尾部非接觸距離開關的雙重保護,確保舟皿不過推和欠推。防止側推時,舟皿不到位導致舟皿卡舟現象發生。通過時間計算,分析計算舟皿所在爐膛位置、爐膛內舟皿數量,生產時間。實現可視化生產。
(6)在爐頭增加物料自動測量卸料系統,實現物料自動稱重裝料;在兩臺還原爐之間增加一套輸送裝置,使一次還原周皿自動輸送到二次還原爐頭;增加一套機械手,完成周皿的自動倒料和清舟。
(7) 采用西門子1500系列控制系統作為主控制器和數據采集、記錄服務器。實現對還原爐主側推控制、溫度控制、稱重裝料系統、輸送裝置、機械手等的集中統一控制,實現對5段加熱溫度的協調控制。
(8) 優化系統自帶歐姆龍PLC控制程序,通過步進流程設置各倉門開啟步驟,氣體置換壓力流量時間可調。還原過程中氫氣流量可控。自動點火、自動排水。
設備投入生產以后,逐步暴露出以下問題:
5 主控系統
主控系統分別實現與稱重裝料系統、2套主側推系統、2套溫度控制系統、輸送系統、機械手之間的通訊,對整個還原工序進行集中采集、協調控制。
主控系統采用西門子全集成自動化(TIA)控制系統S7-1500系列控制器,遵循工業自動化領域的國際標準,著眼于滿足先進自動化理念的所有需求,并結合系統完整性和對第三方系統的開放性,以一致的軟件和硬件接口,可實現與運營層、管理層數據的無縫集成。
TIA博途軟件為全集成自動化的實現提供了統一的工程平臺。是工業領域第一個帶有“組態設計環境”的自動化軟件。自動執行工程組態任務、連接產品生命周期管理與自動化工程組態、基于云平臺的高效組態、虛擬調試、集成能源管理、設備與信息安全、云服務數據采集、通過通信網絡處理物聯網數據。
稱重裝料系統、輸送系統選用西門子S7-1200控制器,通過Profinet與主控系統通訊;主側推系統采用歐姆龍PLC,通過工業以太網與主控系統通訊;溫度控制系統為智能溫度控制表,通過Modbus與主控系統通訊;機械手與主控系統之間采用Profinet通訊。
(4) 對吹掃系統進行優化,提高氫氣、氮氣的控制精度,確保系統安全和氫氣控制精度。
KUKA:KR-10
在還原過程中,經常出現舟皿過(欠)推情況,導致側推無法將舟皿推出,更有甚者將舟皿擊碎,嚴重影響了生產的連續性,產生了安全隱患。
6 溫度控制
穩定且符合工藝要求的溫度是還原過程的關鍵,對產品的品質起到了至關重要的作用。在還原爐內,溫度場相互影響,僅靠5段加熱溫度單回路的PID溫度控制器不足以保證加熱溫度的穩定和精度。本工藝中,兩段還原爐分別有各自的加熱升溫曲線要求。加熱升溫曲線要求如圖3所示。
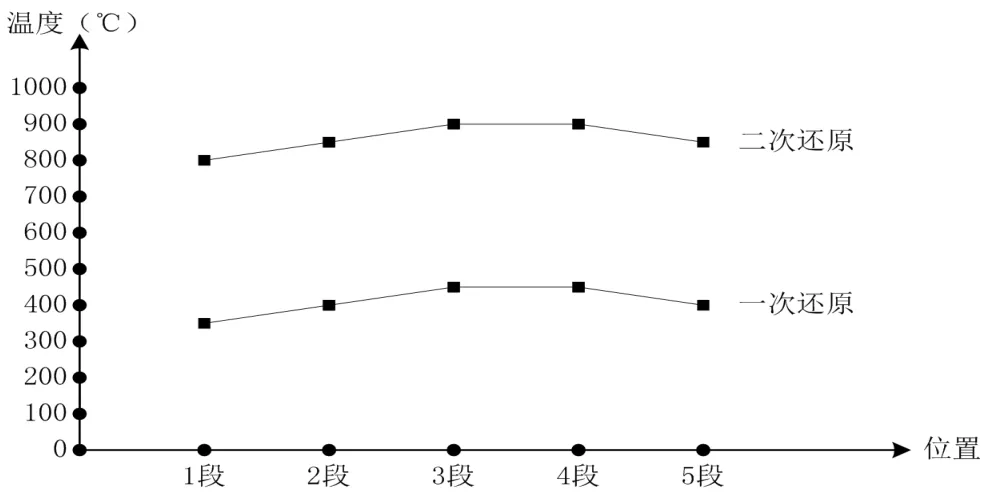
本文設計了一種多入多出的智能協調溫度控制器,實現了對還原爐加熱溫度的穩定和精確控制,同時也實現了節能的目標。算法結構如圖4所示。
儀表電纜絕緣層的厚度主要與導體的截面積、耐壓等級、絕緣材質等有關,絕緣層厚度應不小于所選用電纜相關標準的規定。絕緣層還作為儀表電纜絕緣線芯的識別標識,通常采用阿拉伯數字、標準顏色來區分多芯電纜的不同線芯或標明線芯的功能。

在智能協調控制器中即考慮了各段溫度的相互影響,對溫度場進行了整體分析,又考慮了冷氣體對爐內溫度影響;即考慮了進出料倉門開啟對溫度的影響,又考慮了物料重量對熱量吸收的影響。
7 機械手控制
機械手是一種能自動化定位控制并可重新編程序以變動的多功能機器,它有多個自由度,可用來搬運物體以完成在各個不同環境中工作。目前工業機械手主要用于流水線傳送、焊接、裝配、機床加工、鑄造、熱處理等方面,無論數量、品種和性能方面都能滿足工業生產發展的需要。
機械手主要由執行機構、驅動機構和控制系統構成。執行機構包括手部、手臂和軀干。手部裝在手臂前端,可以轉動、開閉手指。機械手手部的構造系統模仿人的手指,分為無關節、固定關節和自由關節三種。手指的數量又可以分為二指、三指、四指等,其中以二指用得最多。可根據夾持對象的形狀和大小配備多種形狀和尺寸的夾頭,以適應操作的需要。手臂的作用是引導手指準確地抓住工件,并運送到所需要的位置上。軀干是安裝手臂、動力源和各種執行機構的機架。驅動機構主要有四種:液壓驅動、氣壓驅動、電氣驅動和機械驅動。其中以電氣、氣動用得最多,占90%以上,液壓、機械驅動用得較少。液壓驅動主要是通過液壓缸、閥、油箱等實現傳動。氣壓驅動所采用的元件為氣壓缸、氣馬達、氣閥等。控制系統可以根據動作的要求,設計采用數字順序控制,它首先要編制程序加以儲存,然后再根據規定的程序,控制機械手工作。
采用kuka KR 10機械手實行產品回收和舟皿堆垛。主要參數如下:
(1)機器人型號
總的來說,初中體育教學評價其關鍵在于應結合體育教學的目標。新課改的有效深入為體育教學評價帶來了新的活力,體育教師應當注重教學評價的有效深入,在保證評價的指導性作用的同時,還應當注重學生多方面能力的有效發展。
稱重裝料系統由稱重計量模塊、給料倉、鋪料裝置、電氣控制系統等組成的系統。采用梅特勒托利多稱重傳感器對裝料重量進行精確測量,粉料進入舟皿后,通過鋪料裝置對舟皿內粉料進行平鋪。平鋪完成,物料通過平帶輸送機送入還原爐爐管內。主側推系統在原有歐姆龍plc控制基礎是上進行優化與拓展,增加對伺服電機控制程序,優化舟皿入爐、出爐控制流程,提高設備運行的安全性和控制精度。溫度控制采用富士多功能溫控表,在觸摸屏上設置溫控程序與多功能表進行通訊,實現還原爐的溫度控制。機械手采用KUKA品牌,將舟皿從還原爐尾部平帶上取出并將錸粉倒入產品回收桶內。吹掃后,堆垛擺放。
最大可搬重量10kg
配套機器人控制柜和示教器
控制系統:KR C4 compact
(2)機器人取件抓手
根據舟皿尺寸(350*280*7mm),設計抓手,卡主舟皿的短邊,通過手抓控制箱控制舟皿的加持、翻轉和松開等動作。手抓與機械手采用法蘭連接。主要控制元器件有氣缸、電磁閥、光電開關和吹掃裝置。
從倫理學角度看,“愛情中的道德是以平等、愛情與義務的統一、以戀愛雙方的愛情為基礎的”。[1](P168)心理學家弗洛姆在《愛的藝術》中寫道,愛情的基本要素包括“給予、關心、責任心、尊重和了解”。[2](P32)這些要素相互依賴、相互促進,給予與關心引發愛情的可能性;責任心是愛情延續的重要條件;尊重和了解則是愛情成功的核心要素。了解是指認識真實的對方,而尊重是在了解的基礎上努力使對方成長并實現自我發展。在《勇敢者》中,不管是戴安娜與雷或是湯米與吉娜都因為某些不符合愛情倫理的行為致使他們的感情最終破裂。
y(默認補償)=-4.859+3.224x1-2.633x2+2.018x3+2.723z1-0.982z2+0.375z3+
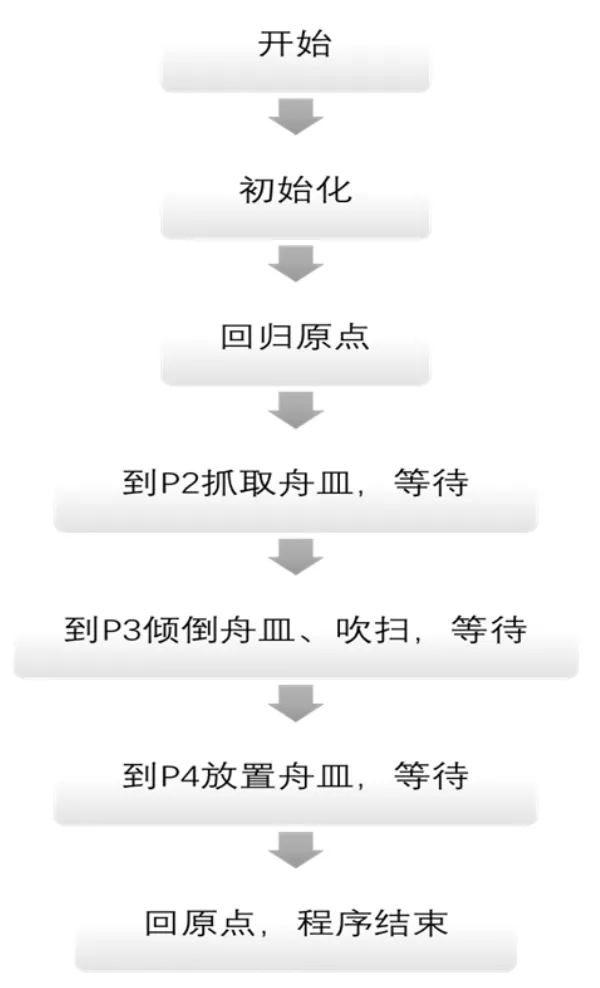
(3)程序流程
機械手主要完成三個動作,取料-傾倒吹掃-堆垛。具體。簡要流程圖如下:
(4)與PLC通訊
(2)從時間演變來看,成都平原城市群縣域經濟實力存在排名變化,整體變化相對較小.上升型縣域主要分布在成都市區周圍,下降型縣域主要分布于經濟實力相對薄弱的研究區外圍,實力相對穩定的縣(區)占到研究區的51.7%,空間分布比較分散.
采用Profinet協議實現KR 10與S7-1200通訊,主要操作如下:
網線連接至控制柜門上的KLI端口,另一端連接到交換機,PLC也連接到交換機,使用機械手默認網段。
在博圖軟件組態中,導入GSD文件,設置通訊參數。
使用WorkVisual對KUKA進行設置,修改設備名稱(與PLC端相同)進行地址映射,生成代碼,下載。
8 結語
針對金屬錸粉單管還原爐的現狀,設計了模塊化、主控協調的升級方案,解決了生產不穩定、勞動強度大、生產過程不能集中監控與記錄的問題。采用西門子全集成自動化(TIA)控制系統做為主控系統,與各模塊化的工作單元采用多種通訊方式,最終實現了生產監控的高度集成和協調控制。針對還原爐加熱溫度這一生產中的關鍵控制點,設計了智能協調溫度控制器,滿足了工藝需求,提高了生產安全性穩定性和控制精度。利用機械手、輸送皮帶,解決勞動強度高的問題。
[1]廖常初。S7-1200/1500PLC應用技術[M].北京:機械工業出版社,2018.
[2]麥桂飛,PLC編程技術的靈活教學與運用[J].廣東教育(職教版),2015,61(3):87-88.
[3]郁漢琪,郭健. 可編程序控制器原理及應用[M]. 北京:中國電力出版社,2004.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
工業設計(2016年12期)2016-04-16 02:52:00