無源復合材料修復加壓裝置設計與實現
2022-06-24 03:10:42汪余博蘇洪波王紫瀟戴京濤
機械工程與自動化 2022年3期
汪余博,蘇洪波,王紫瀟,王 兵,戴京濤
(海軍航空大學青島校區,山東 青島 266041)
0 引言
現代航空器復合材料應用廣泛[1,2],維護維修需求增大,尤其軍用航空器面臨著戰時應急維修的迫切需求[3],而在對復合材料進行損傷結構的膠接修理時,為了獲得良好的粘接強度,通常需要對膠接區域施加一定的壓力。目前常用的加壓方法有真空袋加壓、熱壓灌加壓、重物加壓等,但是真空袋加壓、熱壓灌加壓需要外部設備、電源、氣源支持,設備成本高,修理條件要求高;重物加壓不能夠完成曲面、下表面和垂直表面加壓。針對現有加壓方式的特點和局限性,本文設計了一種操作簡單快捷、不依賴外部條件的無源復合材料修復加壓裝置。以期更好地適應修理工作實際需要,特別是在工作環境相對艱苦,工具設備不齊全,電源、氣源無法獲取,時間緊迫等情況下,能夠實現快速對曲面、下表面以及垂直表面結構加壓,完成損傷修復任務。
1 無源復合材料修復加壓裝置結構設計
1.1 整體設計方案
無源復合材料修復加壓裝置是針對應急條件下對復合材料膠接修理加壓需求設計的,它必須具備無源操作、能夠加壓特殊位置復雜曲面的功能,基于此設計的無源加壓裝置主要由支撐工作壓板、限位自鎖裝置、錐度階梯滑桿和抽氣吸盤4部分組成,其結構示意圖如圖1所示,三維圖如圖2所示。

圖1 無源加壓裝置結構示意圖

圖2 無源加壓裝置三維圖
抽氣吸盤可以相對錐度階梯滑桿各個方向轉動,錐度階梯滑桿可以在限位自鎖裝置中滑動,限位自鎖裝置固定于支撐工作壓板上。加壓裝置通過吸盤牢固地固定在需要加壓的結構表面上,由支撐工作壓板向加壓表面施加壓力,并通過錐度階梯滑桿和限位自鎖裝置的配合進行限位及自鎖,從而完成加壓工作。
1.2 主要部件設計與實現
1.2.1 支撐工作壓板
支撐工作壓板由主框架和工作壓板組成,如圖3所示。

圖3 支撐工作壓板
主框架由鋁型材拼接制成,是其他裝配件的連接部件,四角安裝限位自鎖裝置,側面安裝工作壓板,起到固定及承受工作壓板所施加的壓力作用。
工作壓板采用鉚接工藝制作,兩側上緣與主框架連接,底面為加壓面,通過調節主框架在錐度階梯滑桿上的位置實現壓力的調節。工作壓板主要與膠接修理區域緊密貼合,對膠接修理區域直接施壓,并可以產生相應的彈性變形,以適應具有一定曲率的曲面結構。當然,工作壓板也可以直接對平面進行加壓,此時,不會產生彈性變形。
1.2.2 限位自鎖裝置
限位自鎖裝置由限位塊、限位自鎖銷釘組成。限位塊與主框架剛性連接,是施加壓力的關鍵構件之一,它承受所施加壓力的反作用力。限位塊上有滑動孔和限位自鎖銷釘連接螺紋孔,錐度階梯滑桿可以在限位塊滑動孔中滑動,限位自鎖銷釘與限位塊螺紋連接,銷釘伸出滑動孔3 mm~4 mm與錐度階梯滑桿配合,為支撐工作壓板提供定位及自鎖功能。限位自鎖裝置原理圖如圖4所示。

圖4 限位自鎖裝置原理圖
1.2.3 錐度階梯滑桿
4根錐度階梯滑桿連接4個抽氣吸盤,并為支撐工作壓板的上、下滑動提供軌道,其上的錐度階梯與自鎖定位銷釘配合起到限制定位及自鎖的作用。
1.2.4 抽氣吸盤
抽氣吸盤如圖5所示。吸盤通過萬向接頭與錐度階梯滑桿連接,主要將加壓裝置吸附并固定于結構表面,進而對修理區域進行加壓。吸盤的吸力大小決定了加壓裝置所能獲得的壓力大小,如果需要更大的壓力,則可以通過更換吸力更大的吸盤實現。

圖5 抽氣吸盤
2 無源加壓裝置工作原理
無源加壓裝置通過將吸盤吸附于工作表面,從而獲得相應的吸力,使整個裝置吸附于結構表面。裝置吸附后,可以調節主框架的高度,將工作壓板壓下,進而使工作壓板壓緊需要加壓的表面,此時限位自鎖銷釘在彈簧的作用下伸入錐度階梯滑桿階梯深槽處,對支撐工作壓板進行定位并自鎖,從而實現加壓。加壓過程中為保證吸附力可隨時對抽氣吸盤進行抽氣操作。加壓結束,抽出限位自鎖銷釘旋轉90°,解除限位自鎖裝置。整個加壓過程操作非常簡單,完全可以在3 min內完成加壓。由于本加壓裝置采用吸附式固定方式,因此可以對垂直表面及下表面進行加壓。加壓裝置在曲面結構下表面加壓的工作狀態如圖6所示。
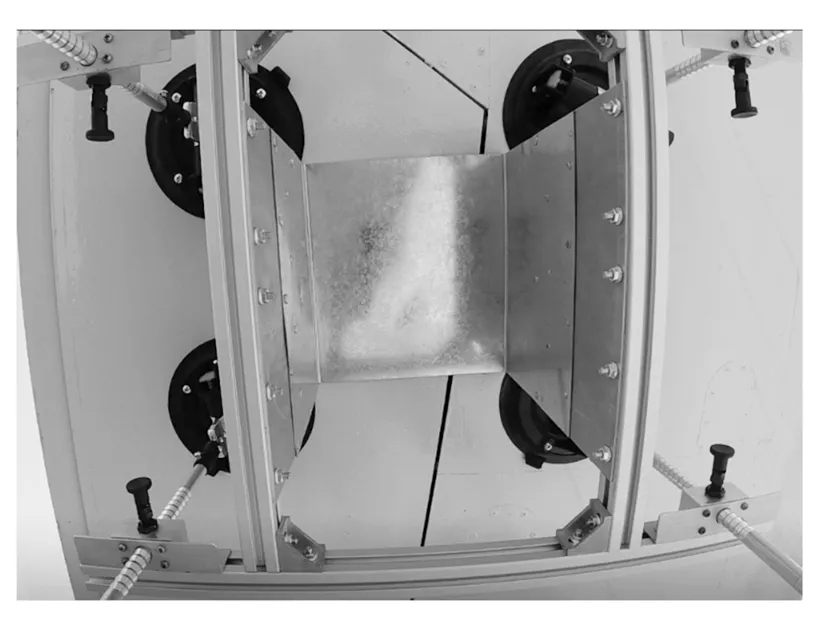
圖6 加壓裝置在曲面結構下表面加壓的工作狀態
3 結語
(1) 本加壓裝置采用無源模式,并巧妙設計了限位自鎖裝置,使得操作更為簡單方便,無需其他輔助設備即可實現加壓操作。
(2) 加壓裝置采用彈性較好的金屬面板作壓力板,可以同時適用于平面和曲面結構,并采用吸盤固定方式可以對下表面和垂直表面進行加壓,實現全方位加壓。
(3) 加壓裝置普及性好,不僅適用于復合材料修復加壓,在生活中也可以使用,具有較好的推廣使用價值。
