臥式加工中心巧設B軸回轉中心坐標
2022-06-20 09:54:40楊志
金屬加工(冷加工)
2022年5期
楊志
山推工程機械股份有限公司 山東濟寧 272073
1 序言
在實際生產加工中,臥式加工中心應用非常廣泛,主要用來加工一些箱體類和殼體類的零件,這些箱體類的零件主要由各種平面和成組的孔組成。由于箱體類的零件內部大部分裝的是齒輪,而齒輪又裝在傳動軸上,所以對這些成組的孔的同軸度要求非常高,一般是≤0.03mm。另外,箱體類的零件都比較大,孔距也比較大,在零件的一端進行一次鏜削加工非常困難,刀具的長度需要很長,且容易產生振動。因此,在實際加工中常用B軸旋轉180°的方法來進行兩面加工,其中一面加工完成后,另一面的孔的定位就需要通過計算得出,以使機床移動到正確的位置[1,2]。采用這種加工方法,就必須知道B軸的回轉中心在機械坐標系中的位置,也就是常說的回轉中心的坐標。
2 B軸回轉中心的確定
以FANUC 18iMB的系統為例,介紹確定回轉中心的坐標值的方法。常用的快速且簡單的方法是在主軸上裝一個基準校棒或者一把精鏜刀,在工作臺上用磁力表座裝夾一個千分表頭(盡量靠近工作臺中心),使表頭的測頭軸線與主軸軸線相垂直。采用手輪方式緩慢移動至校棒與千分表頭相接觸;然后上下移動Y軸,找到Y軸方向校棒的最高點,記錄表頭大針和小針的位置(大針一般通過移動X軸使其指示在零位)。此時不要移動各軸,記錄當前X軸的機械坐標,標記好千分表頭在校棒的位置,如圖1所示。之后移動Y軸至安全位置。
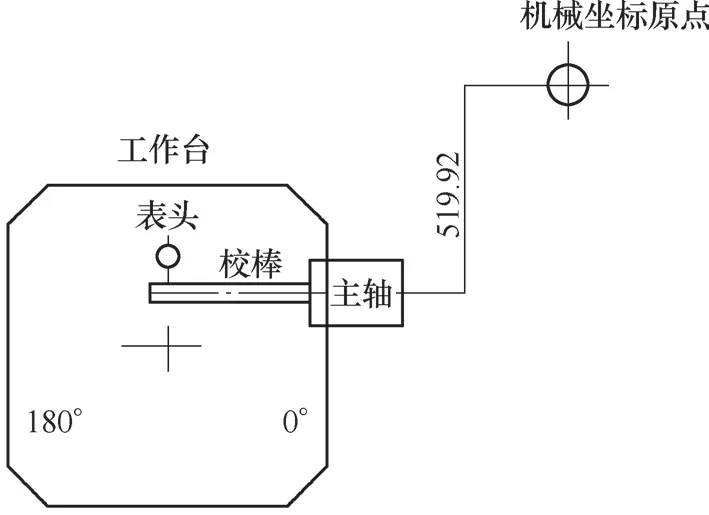
圖1 校棒位置示意
登錄APP查看全文
