焊接殼體組成內孔加工變形分析及工藝改進
2022-06-20 09:53:50徐偉秦立兵李松
金屬加工(冷加工)
2022年5期
徐偉,秦立兵,李松
中車青島四方車輛研究所有限公司 山東青島 266031
1 序言
圖1所示焊接殼體組成(以下簡稱殼體組成)是鉤緩裝置緩沖系統的重要部件之一。其內孔車削加工完成后,受結構焊接應力時效釋放和加工工藝性等因素影響,出現了較大的內孔變形,導致尺寸超差的慣性質量問題。經過對各型號殼體組成的內孔變形原因的分析[1],采用不同的工藝改進措施進行試驗驗證,基本查明了內孔產生變形的主要原因。

圖1 焊接殼體組成
通過改進殼體組成加工工藝過程,完善加工操作細節,最終解決了加工后變形造成尺寸超差的慣性質量問題。
2 殼體組成結構
公司已有30余種不同型號的殼體組成,每年生產數量達4000多件。殼體組成主要由拉環(見圖2)和殼體(見圖3)兩大零件經焊接組成。殼體外圓分布許多焊接金屬子件,整體結構屬于薄壁深孔類工件[2]。

圖2 拉環

圖3 殼體
3 原加工工藝分析
3.1 原加工工藝
殼體組成原加工工藝為:焊接→探傷→精車外圓工藝面→粗車內孔→放置72h釋放應力→精車內孔各尺寸和內螺紋→銑、鏜等加工殼體外形孔和槽。
3.2 存在的問題
圖4為T997殼體組成結構尺寸。對按原工藝加工的7個零件(用于裝配1列高鐵)進行尺寸測量,結果見表1。
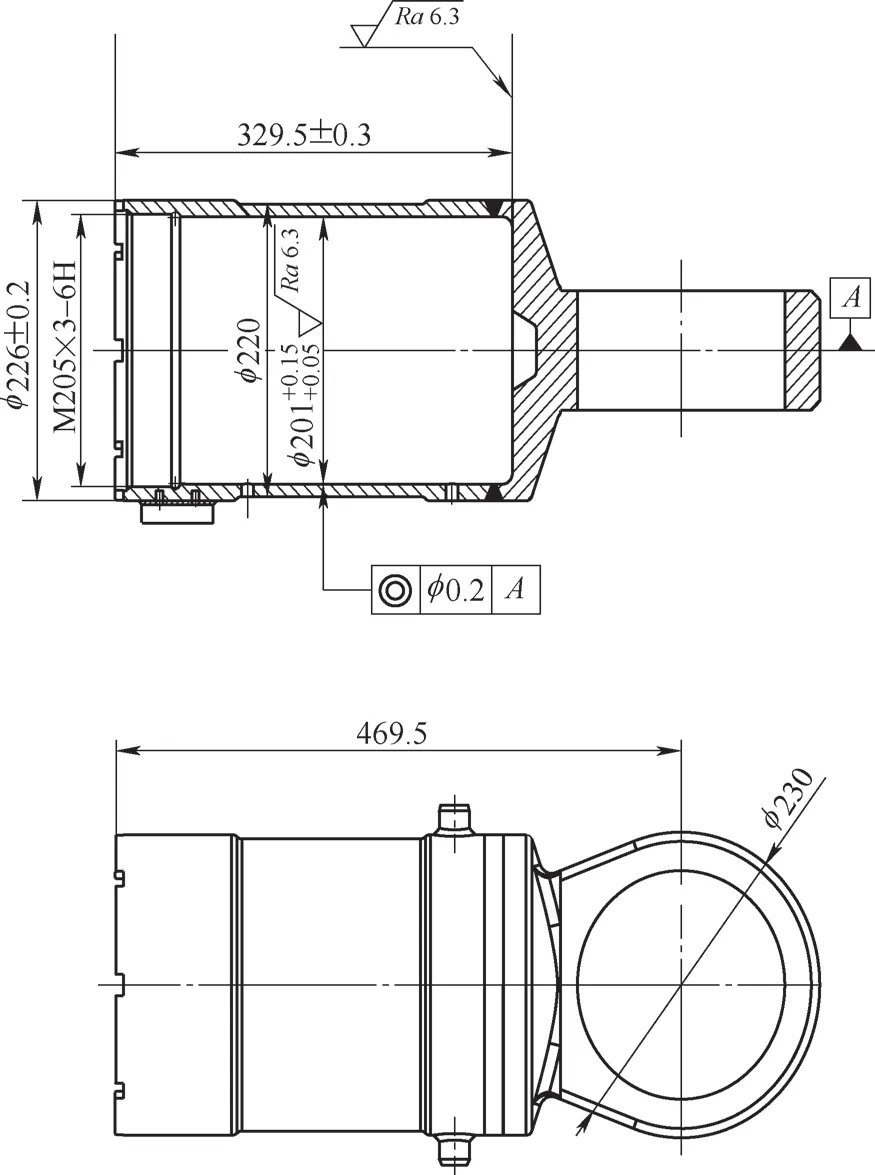
圖4 T997殼體組成結構尺寸
從表1中的測量結果看,凡外圓尺寸偏差大者,對應的內孔尺寸偏差也大,特別是尺寸偏差超過0.1mm的3個內孔超差的零件,均存在這個規律。

表1 T997殼體組成尺寸測量結果(單位:mm)
殼體內孔尺寸設計公差帶為0.1mm,加工完成后內孔尺寸偏差均在0.07~0.33mm,超差現象明顯,且數量占比近半,可以定性為慣性質量問題。……
登錄APP查看全文
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28
學與玩(2005年3期)2005-04-29 00:00:00
