基于氮化鋁基板的功率負載設計與制備
2022-06-18 08:00:12李豐王志會常青松白銳史光華
電子元器件與信息技術 2022年4期
關鍵詞:工藝
李豐,王志會,常青松,白銳,史光華
中國電子科技集團公司第十三研究所,河北石家莊,050051
0 引言
功率負載是微波系統中重要的一類通用元件。隨著功率器件在系統中的廣泛應用以及功率的不斷提升,功率負載對整個系統性能的影響就越發突出。微波功率負載在系統中主要起到匹配和吸收功率的作用,要求工作頻率更高、承受功率更大、尺寸更小,可靠性更高。傳統設計中采用氧化鈹陶瓷基板作為負載材料,其具有很高的熱導率和絕緣電阻,一直用作微波或射頻功率電阻的絕緣基板。但氧化鈹粉塵和粉末有害環境,需要特殊的技術處理。隨著歐盟Rohs標準的實施,在民用器件中禁止使用有毒性的氧化鈹陶瓷基板。近年來,隨著氮化鋁(AlN)材料的廣泛應用,業內已經使用氮化鋁陶瓷基板來取代氧化鈹陶瓷,制作功率電路和器件。
氮化鋁陶瓷基板的介電常數約為8.8MHz,熱導率為170W/m·K,熱膨脹系數為4.45×10-6/℃,與氧化鋁和氧化鈹基板比較,其熱導率較高,且熱膨脹系數較低,適合作微波功率負載基板材料[1-2]。
1 結構設計和版圖設計
微波電路在正常工作狀態時,功率負載電阻上沒有功率或承受很小的泄露功率。但如果系統內信號失配,線路和器件的方向性惡化和不平衡時,就會產生有害功率,需要負載電阻完全將這些有害功率完全吸收,保護系統內的重要電路不被燒毀。為了保證可靠性,負載電阻膜的最高溫度不能超過規定值,一般規定為150℃,為了限制電阻膜的最高溫度,陶瓷基板的熱導率就要高。負載電阻的基板結構如圖1所示。
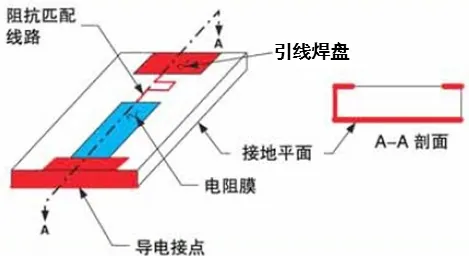
圖1 負載電阻的基板結構
負載電阻的一端通過側面方式與背面接地,另一端有阻抗匹配電路同特定電阻值相匹配,阻值一般為50Ω。大功率負載電阻一般將熱沉、陶瓷基板和引線焊接在一起,上面粘附氧化鋁(96%)瓷蓋,保護引線、印刷標識。
用氮化鋁基片制作微波功率負載,目標電性能規格如下:
(1)標準電阻值:50×(1±5%)Ω;
(2)額定功率(峰值):250W;
(3)頻率范圍:DC~2GHz;
(4)電壓駐波比(VSWR):1.30:1
(5)額定功率:100%@100℃;
降額到0%@150℃
(6)工作溫度范圍:-55℃~+150℃
氮化鋁功率負載基板的尺寸為9.5mm×9.5mm×1.5mm,利用微波仿真軟件對負載版圖進行設計,制作版圖如圖2所示。

圖2 微波功率負載的版圖設計
2 制備過程
2.1 基板制作
氮化鋁基板功率負載的基板制作工藝是關鍵。基板制作途徑通常有薄膜工藝、厚膜工藝、薄厚膜結合工藝[3-4]。
2.1.1 薄膜工藝
薄膜工藝流程:氮化鋁基板(50mm×50 mm×1mm)準備→基板清洗→濺射→光刻→電鍍(銅/鎳/金)→退火→激光調阻→砂輪劃片(9.5mm×9.5mm)→印刷電阻保護層[5]。
正式加工過兩個批次的產品,經篩選后,通過了規定的例行試驗。電阻材料為鎳鉻或氮化鉭,與陶瓷基板匹配良好,阻值穩定,溫度系數小,耐高溫、耐環境性能好。該工藝的缺點:要進行多次光刻,砂輪劃片效率低,上批量困難;側面接地要在焊接完后用導電膠完成,耐大電流性能、導熱性能差。
2.1.2 厚膜工藝
(1)厚膜工藝流程:氮化鋁基片(9.5mm×9.5mm)→基板清洗→印刷背面導體→烘干→印刷正面導體→烘干→燒結→側面接地連線→燒結→負載電阻制作→保護玻璃制作→激光調阻→電阻保護層制作。該途徑工藝簡單,沒有光刻、電鍍和砂輪劃片工藝,容易批量生產;側壁接地連線燒結工藝,耐大電流,散熱性能好。
(2)氮化鋁系導體漿料的選擇:氮化鋁系基板的導體漿料有ESL公司的9913銀漿料和9633-I銀鈀導體漿料,經過實驗發現,9633-I銀鈀導體漿料燒結膜厚不得超過12μm,否則導體表面會出現龜裂紋,而9633-I銀鈀導體漿料的性能比較穩定,因此采用9913銀漿料。
(3)氮化鋁系電阻漿料的選擇:氮化鋁系電阻漿料需要考察其穩定性、可靠性和匹配性。本方案采用AN615電阻漿料進行實驗,在制備過程中應充分考察電阻漿料與陶瓷基板的匹配性是否合適,否則會影響產品質量。主要表現在以下方面:①方阻值對燒結條件非常敏感,不容易穩定控制,燒結膜不夠光亮,不致密;②阻值不穩定。在125℃高溫儲存42天(1000小時),中間抽測,阻值不斷增長,阻值共增大5.04%~6.66%。③激光修調困難。在空氣氣氛中,激光照射下氮化鋁容易分解為氧化鋁和金屬鋁,導致修調區不能絕緣。
2.1.3 薄厚膜結合工藝
導體和側面接地采用厚膜工藝制作,電阻用薄膜工藝制作。加工流程:氮化鋁基板(9.5 mm×9.5mm)→印刷背面導體→烘干→印刷正面導體→烘干→燒結→側面接地連線→燒結→濺射薄膜電阻→激光調阻→印刷電阻保護層。
制作專門的工裝、掩膜后,僅將基板上電阻及搭接區露出來,濺射氮化鉭/鎳鉻薄膜電阻。濺射薄膜方阻控制在50×(1±10%)Ω/□以內。薄膜電阻的激光修調功率約為厚膜的十分之一,將電阻膜灼燒干凈,氮化鋁基板不受影響,仍然為絕緣狀態。嚴格控制各修調參數,阻值控制非常精確。為了保證大功率和高耐壓的需要,激光修調時以電阻為中心,從兩側對稱修調,修調模式為掃描修調。利用該工藝制作了兩個批次的產品,組裝后測試產品性能良好,工藝穩定可靠。
2.2 功率負載組裝工藝
微波功率負載組裝工藝流程:負載基板、熱沉和引線準備→焊接→清洗→粘接保護瓷蓋→成品。為了符合歐盟Rohs標準和國軍標要求,焊料使用無鉛焊錫片,焊接牢固可靠。負載散熱主要靠熱沉傳導,焊接面的氣孔率要小。
為了將對射頻參數的影響降到最小和散熱良好,粘接保護瓷蓋時膠黏劑的配方要嚴格控制,瓷蓋厚度要薄。實踐證明,粘接保護瓷蓋后,器件的電壓駐波比增加量小于0.05。
3 測試結果和性能分析
3.1 測試結果
利用厚膜導體、薄膜電阻工藝制作微波功率負載,并制作專門測試夾具對其參數進行測試。采用數字多用表測量電阻值,用矢量網絡分析儀測量微波參數。其中功率負載的電阻值范圍在±5%以內,在頻率范圍:DC~2GHz內,電壓駐波比(VSWR)<1.3:1,電性能參數達到預期的指標。
氮化鋁陶瓷基板選擇自制的精磨基板,性能穩定,同一批產品的射頻性能一致性非常好。不同批次的材料對工藝兼容性沒有任何影響。
3.2 性能分析
電阻膜的電阻溫度系數(RTC)是射頻功率負載穩定性的一個重要指標。該器件的電阻溫度系數計算公式如下:

式中,R1—— 基準溫度下的電阻值,Ω;
R2——測試溫度下的電阻值,Ω;
t1——基準溫度,℃;
t2——測試溫度,℃。
當t1為25℃,t2分別為125℃和-55℃。表2是微波功率負載的電阻溫度系數。
由表1可見,該薄膜電阻的電阻溫度系數為負,在-55℃~125℃范圍之內,溫度系數基本小于50×10-6/℃,非常穩定。
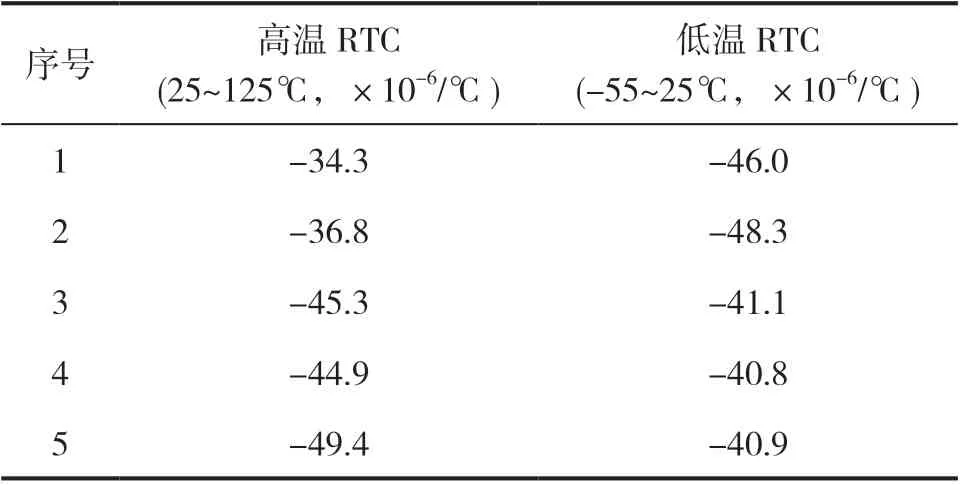
表1 射頻功率負載的電阻溫度系數
為了驗證該射頻功率負載的可靠性,考察了高溫貯存、溫度循環和高溫加電對產品性能的影響。射頻功率負載在125℃的高溫烘箱中高溫貯存1000小時后,測量阻值在高溫貯存前后的變化,計算變化率,具體數據見表2。
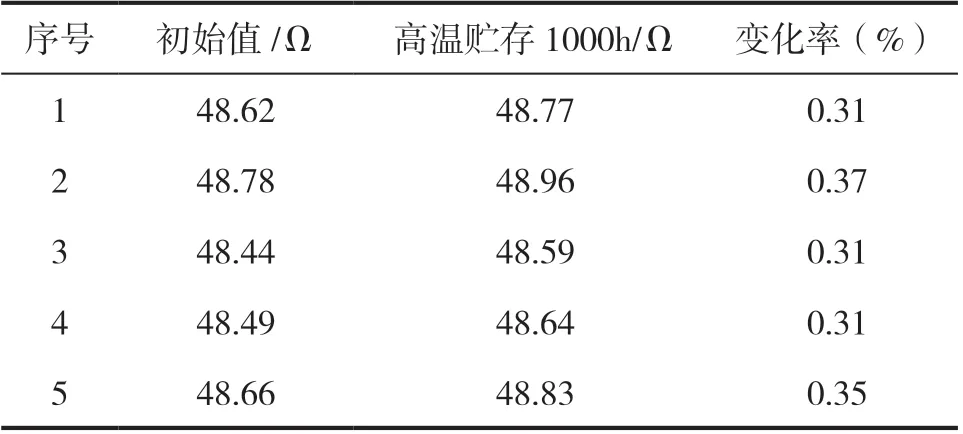
表2 高溫貯存(1000h)功率負載阻值變化
由表2可見,高溫儲存使功率負載的阻值向正的方向變化,一致性良好,小于0.37%。
在高溫儲存之后,產品接著進行溫度循環試驗,檢驗器件經受環境溫度迅速變化的能力。溫度循環試驗條件為:-55℃~+125℃;試驗時間:30分鐘,轉換時間≤5分鐘;循環次數:20次。阻值變化的具體數據見表3。
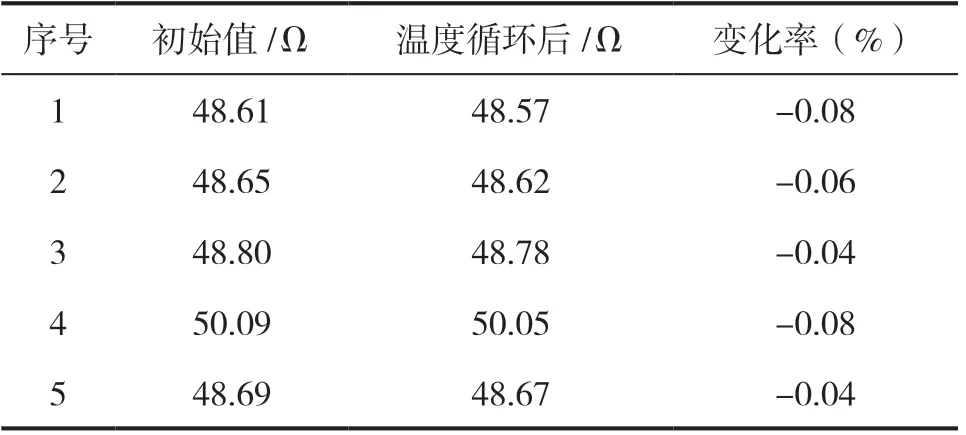
表3 溫度循環功率負載阻值變化
由表3可見,溫度循環使功率負載的阻值向負的方向變化,但是變化的比例很小。
高溫老煉試驗可以驗證負載功率在承受功率和散熱情況,同時驗證阻值惡化趨勢。將功率負載安裝在散熱器上,施加直流功率,功率值為額定功率的25%(約62.5W),試驗熱沉溫度為70℃±5℃;工作時間:168小時。
由表4可見,高溫老煉后功率負載的阻值略有增加,增加的幅度小于0.4%,功率負載的穩定性、可靠性良好。

表4 高溫老煉功率負載阻值變化
利用厚膜和薄膜工藝相結合的方法,制作的微波功率負載的電阻溫度系數很小(<50×10-6/℃),高溫貯存、溫度循環和高溫老煉對射頻功率負載的影響較小。可見該薄膜電阻與厚膜導體之間黏附性良好,與氮化鋁陶瓷基板的互相匹配良好,性能穩定。
4 結語
隨著環境保護的日益加強,使用氮化鋁陶瓷基板來取代氧化鈹陶瓷,制作功率電路和器件是大勢所趨。
本文將兩種工藝結合起來,用厚膜工藝制作導體和側面接地,用磁控濺射的薄膜工藝制作電阻,制作出了微波功率負載。其額定功率(峰值):250W,頻率范圍:DC~2GHz,電壓駐波比(VSWR):1.30:1。
該氮化鋁陶瓷基板微波功率負載的電阻溫度系數很小(<50×10-6/℃),高溫貯存、溫度循環和高溫老煉對功率負載的影響較小,工藝簡單實用,器件性能穩定可靠。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52