高頻電刀的計量檢測與質量控制
2022-06-17 01:53:04馬娜
新型工業化 2022年5期
馬娜
甘肅省計量研究院醫學計量研究所,甘肅蘭州,730030
0 引言
自1924年高頻電刀正式投入臨床應用至今,以其高效快速切割、良好止血效果且操作便捷等優勢,很大程度上縮減了手術用時,盡可能減少了患者的失血量,目前在臨床手術中廣泛應用。高頻電刀的應用頻率較高,電流密度較大且有效面積小,臨床一旦使用不當,就會導致患者受傷,再加上高頻電刀在長期應用中,會對功率性能與電路檢測性能兩方面產生嚴重影響,降低安全性從而無法保證患者手術安全[1]。因此高頻電刀的定期質量控制計量檢測至關重要,近年來各醫療機構也逐漸認識到臨床應用高頻電刀的風險,大力開展質控計量檢測工作[2]。本文將深入探討高頻電刀計量檢測工作,旨在構建臨床應用高頻電刀質控體系,對保證臨床高頻電刀的應用安全性有重大意義。
1 高頻電刀工作原理概述
高頻電刀作為現代化科技產品,目前已經普遍用于各醫院臨床治療,成功取代了傳統機械手術刀,在臨床組織切割中工作模式主要包括單極、雙極兩類。高頻電刀也被稱作“高頻治療器”,可以在人體組織切割中運用電熱能,使得人體組織水分充分蒸發,從而凝固或分離組織。“高頻”代表控制電流輸出頻率范圍為300~2000kHz,主要設備組成包括高低壓電源、功率輸出、振蕩單元、電凝選擇、電切等[3]。電源單元主要包括電源變壓器,一般為200V初級電壓輸出,高低壓電路作為次級輸出。振蕩單元主要負責在高頻電刀工作中,利用振蕩線圈、電子管、電容、晶體管等產生高頻電流。功率輸出單元包括電子管和輸出功率調節電路,能夠放大高頻電流功率,并成功向電刀部件輸出。電切、電凝選擇單元主要經專用刀柄,根據臨床治療操作所需選擇相應的電切、電凝功率,即可完成人體組織切、凝任務。
按照醫用物理學原理,在臨床應用高頻電刀,人體組織接觸高頻電流,因為電刀的每次振蕩電脈沖時間較短,要實現離子遷移的難度較大,只能在具有黏滯性的體液內振動摩擦從而生熱。在應用高頻電刀切割過程中,一般情況下采用針形、刃形電極,由于有效面積較小,電極下組織內電流密度較大,所以通常會在一瞬間產生大量熱,這樣就會瞬時爆發性蒸發組織,形成不出血、平坦、較窄且僅有幾毫米深度的切口,并成功凝固血管內血液至一定深度,取代了切口結扎止血工作[4]。
2 資料與方法
2.1 一般資料
本次研究選取自2020年9月至同年11月期間,所在醫療機構臨床所用50臺高頻電刀為研究對象,運用FLUKE公司生產的QA-ES III電刀分析儀作為檢測設備。
2.2 方法
高頻電刀質量控制主要檢測指標包括輸出功率、高頻漏電、接觸電阻檢測、警報裝置、工作狀態提示等。根據相關規定檢測高頻電刀輸出功率,在電機電切、電凝分別設定75W、150W、225W、300W與30W、60W、90W、120W,還要設定12W、25W、37W、50W的雙極電切輸出功率。要求計量電刀輸出功率結果誤差控制在預先設定數值的±20%以內。在進行高頻漏電檢測中,需要在≤150mA單極模式下進行電極高頻漏電檢測與中性電極高頻漏電檢測,在≤60mA雙極模式下進行電極高頻漏電檢測。在警報裝置與工作狀態檢測中,需要對是否可以正常數字化顯示功率以及高頻電刀的聲光警報功能進行檢測。全部達標即為合格,其中存在任何一項檢測不達標情況,即不合格。
2.3 評判標準
以《醫用電氣設備》《高頻電刀校準規范》為本次評價依據[5-7],設定15~30℃檢測環境溫度范圍,控制環境濕度在80%以內,以及220V電壓、50Hz頻率,保證在檢測場所周圍不存在任何對高頻電刀正常工作造成影響的振動干擾情況。
3 結果
3.1 總體合格率
表1為本次高頻電刀性能檢測合格率結果,發現對50臺高頻電刀進行計量檢測后,其中有5臺不合格,不合格率為10%。
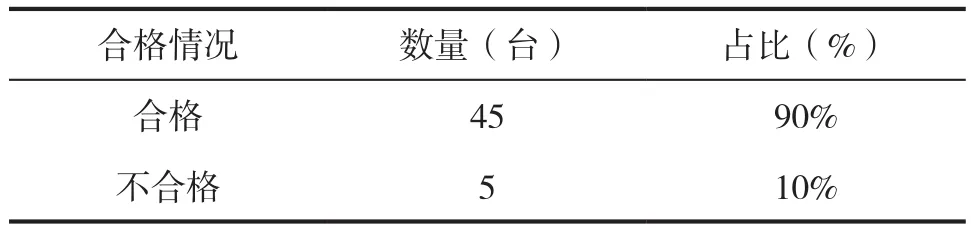
表1 高頻電刀檢測合格率結果
3.2 不同性能指標不合格對比
通過對本次高頻電刀質量控制進行計量檢測工作,發現共有2臺輸出功率不合格(其中包括1臺存在電極電切、電凝輸出功率不合格,1臺雙極電凝輸出功率不合格)與2臺高頻漏電流不合格(其中包括各1臺中性電極高頻漏電流不合格與1臺雙極電極高頻漏電流不合格)。這兩種高頻漏電流不合格情況見表2。
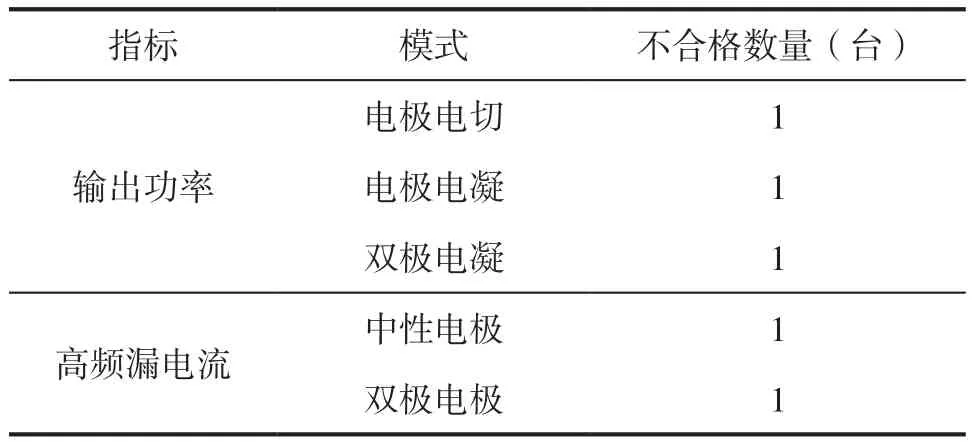
表2 不合格指標情況
3.3 使用年限合格率比較
對高頻電刀使用年限進行檢測,其中在25臺使用時間<3年的高頻電刀中,共有23臺合格,達到92%的合格率;在8臺使用時間在3~5年的高頻電刀中,共有7臺合格,達到87.5%的合格率;在13臺使用時間在5~8年的高頻電刀中,共有11臺合格,達到84.62的%合格率;在4臺使用時間大于8年的高頻電刀中,共有3臺合格,達到75%的合格率。
4 討論
4.1 檢測準備
在對高頻電刀進行質量控制計量檢測工作前期,需要保證已成功連接高頻電刀連接管路、電源,對設備接地情況仔細查看,確保電源的接地端子和設備外殼均正常短接,達到良好輔助接地情況。將設備開關打開后仔細查看是否存在設備電源開關受損,排除開關接觸不良情況,進行各項聲光指示檢查一切正常后關機[8]。不同生產廠家的高頻電刀,均要配備廠家生產的同類連接管路,避免電刀管路不配套影響計量檢測結果準確性,盡可能避免發生數據偏差。在成功連接后開機自檢,確定高頻電刀可以通暢連接管路之后即可正常開展計量檢測工作。
在初始界面需要顯示儀器設備的生產廠家、具體型號等基本信息。在預熱界面需要顯示Warming QA-ESII,在結束倒計時后代表預熱結束,通常情況下需要等待完成自動預熱后進入下一個界面,否則就極有可能引發數據偏差[9]。在校零界面通常會在開始測試之前校零,一定要避免校零過程中流過氣流,這樣可以避免氣流對校零精準度產生影響。在測試界面,以高頻電刀質量檢測相關技術標準規范為依據,將檢測儀、被檢測高頻電刀相連接,根據被檢測高頻電刀的說明書,正確安裝連接管路。
4.2 檢測過程
4.2.1 輸出功率
結合本次高頻電刀的質量控制計量檢測工作情況,發現在輸出功率指標檢測合格率較高的情況下依然存在檢測不合格情況,分別是電極電切、電凝輸出功率與雙極輸出功率不合格。在本次檢測中根據高頻電刀輸出功率的相關標準,與規定檢測誤差控制在±20%這一范圍相較,高頻電刀的輸出功率檢測誤差準確度明顯提升5%。這一結果可能是依據醫院設備質控管理、設備應用完好率與年度計量檢測所需設定。所以對于檢測高頻電刀輸出功率測量值基本在±15%~20%這一點應當加大關注,需要加強維護管理[10]。其中1臺輸出功率的計量檢測結果已經超出規定標準,一般情況下出現這一情況,可能是可調電位器阻值有所改變所致,現已完成調校,因此電導分析儀檢測結果達標。應用于不同手術類型中的高頻電刀以及手術中的不同人體組織區域,就要采取不同的輸出功率,不同組織電切、電凝所采取輸出功率并不相同,因此確保輸出功率準確性十分關鍵。用戶應當定期對手控、腳踏開關使用萬用表對其開關開路、電路電阻進行測量,并在控制連通狀態下維持在100Ω,斷開狀態下達到100Ω以上。檢查每一批高頻電刀的各輸出導線連續性,需要使用萬用表對電阻值進行測量并控制在2Ω以內。
對輸出功率在額定負載條件下檢測,需要調整負載參數。設備相應的額定負載也各有不同,一般情況下設定300~500ms延時。對輸出功率檢測相關參數完成設定后,依據原始記錄將功率逐次設定為50W、70W、120W、200W、300W,每一次檢測對功率變量調整后,都要等待大約半分鐘以保證測試數據穩定后,完成對所監測電流的記錄。根據試行技術相關標準規范,要控制輸出功率最大誤差范圍在±20%,Pmax控制在400W以內。
對輸出功率在不同負載條件下檢測,需要調整高頻電刀為持續操作狀態,相應的功率參數分別為雙極功率50W,電切功率100W,電凝功率100W,一般情況下設定300~500ms延時。對輸出功率檢測相關參數完成設定后,依據原始記錄負載逐次設定為10Ω、100Ω、200Ω、500Ω、1000Ω,每一次檢測調整負載后,都需要大約等待半分鐘,直至獲得穩定測試數據后詳細記錄每組數據。根據試行技術相關標準規范,要控制輸出功率最大誤差范圍在±20%,Pmax控制在400W以內。
4.2.2 高頻漏電流
在對高頻電刀進行高頻漏電流計量檢測中,如果高頻漏電流存在超標情況,假若屬于電刀自身存在的問題,可以對電位器阻值進行調節。通過選擇合適的回路極板,保證粘貼于合適位置,應當避免患者直接接觸手術床、儀器車、輸液架、金屬網等。中性電極高頻運作以地為基準的高頻電刀,產生高頻漏電流不合格情況,一般是因為高頻電流作為較小阻抗值回路,并不確定能夠達到預期回路流動,假若達到預期回路越小的阻抗值,就會相應產生越小的回路漏電流。因此控制高頻漏電流重點就在于,應當減小預期高頻接地回路的阻抗值,一旦完全隔離高頻并應用高頻與以地為基準設備的其他部分,在預期回路中會發生高頻電流流動情況,并不會產生高頻漏電流。可是因為分布存在高頻電流,所以幾乎不可能完全隔離,在任何電纜連接部位均可能產生高頻電流耦合現象。連接電纜應用過程中并不可能打圈,在一定程度上會增加產生漏電流的情況。一旦質量檢測高頻漏電流超標,需要根據實際情況采用絕緣、增加爬電距離、屏蔽電路等方法,對地和其他部分加強隔離處理。
4.2.3 安全警報檢測
依據軍隊試行相關檢測技術標準規定,完成對負極板回路檢測與聲光報警兩大功能檢測。
5 結語
總而言之,重視對臨床應用高頻電刀質量控制計量檢測工作,應確保高頻電刀的應用安全可靠,保證設備始終處于良好運行狀態,各指標均達標。通過本研究發現本次計量檢測基本達到90%的總合格率,輸出功率與高頻漏電流量指標超出誤差限值;合格率負相關使用年限,其中在25臺使用時間<3年的高頻電刀中,共有23臺合格,達到92%的合格率;在8臺使用時間在3~5年的高頻電刀中,共有7臺合格,達到87.5%合格率;得出需要對高頻電刀定期開展質量檢測,完善質量控制標準體系這一結論。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
現代畜牧科技(2021年9期)2021-10-13 06:38:48
裝備制造技術(2021年1期)2021-05-21 07:55:24
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
現代工業經濟和信息化(2016年6期)2016-05-17 05:36:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
中國衛生質量管理(2015年2期)2015-12-01 05:43:57
