昆玉鋼鐵棒材生產線工藝技術改進
2022-06-17 01:49:28高磊,王利
新疆鋼鐵 2022年1期
關鍵詞:優化
高 磊,王 利
(新疆昆玉鋼鐵有限公司)
前言
新疆昆玉鋼鐵有限公司是山東石橫特鋼集團的全資子公司,地處新疆伊犁州奎屯市。昆玉鋼鐵是一座長流程鋼鐵生產企業,于2012年投產,設計年產量200萬t建筑用鋼材(鋼筋混凝土用熱軋鋼筋),其中棒材產品年產120萬t。昆玉鋼鐵棒材生產線將“五切分軋制技術”與“棒材超細晶粒鋼軋制技術”有效融合,通過20余項先進技術的集成創新應用,其工藝裝備和技術達到國內領先水平。棒材主要產品規格為Φ12~Φ36mmHRB400E、HRB500E熱軋帶肋鋼筋,還能生產同規格的光圓鋼筋、精軋螺紋鋼、錨桿鋼筋等產品。
棒材產線投產以來,面臨一些技術難點:GB/T 1499.2-2018《鋼筋混凝土用熱軋帶肋鋼筋》,明確規定鋼筋的重量偏差等事項,現場生產控制難度增加,產品尺寸穩定性差;生產大規格棒材易發生彎曲脆斷;小規格材實行多切分軋制出現產品性能不穩定等。通過分析研究,對棒材工藝進行了優化,解決了存在的問題。
1 昆玉鋼鐵棒線工藝配置簡介
棒線主軋線布置18架軋機,所有軋機平立交錯、全連軋,短應力線高剛度、緊湊型布置。其中,粗軋6架(1H~6V),軋輥公稱直徑為Φ680~Φ580mm,7~12架為8架中軋機組(7H~12V),軋輥公稱直徑為Φ450mm。13~14架為預精軋機組(13H、14H/V),15~18架為精軋機組(15H,16H/V,17H,18H/V),軋輥公稱直徑為350mm,全線布置了3臺平立轉換軋機(軋機、聯合齒輪箱、鼓形齒連接軸隨旋轉框架進行旋轉,旋轉角度為90°)。昆玉鋼鐵棒線工藝流程見圖1。

圖1 昆玉鋼鐵棒材工藝流程
2 棒線軋鋼生產線技術難點及分析
2.1 實施GB/T 1499.2-2018面臨的問題
2018年11月GB/T《鋼筋混凝土用熱軋帶肋鋼筋》1499.2-2018正式實施后,對于鋼筋的重量偏差控制范圍有了更加嚴格的要求,明確規定了鋼筋的重量偏差不允許復檢,尤其是小規格Ф12mm由±7%提高到±6%,熱軋帶肋鋼筋負差率指標減小,控制難度增加。目前市場上普遍采用“車絲套筒”的方式來進行鋼材連接,一旦鋼材基圓直徑減小較多或者切分品種的線差較大,就有可能影響到部分鋼材的車絲效果,降低套筒連接的可靠性,因此存在較大的市場風險。因孔型設計的不完善,橫肋充滿度差,橫肋高度低,軋件脫槽困難,孔型充滿度不高,造成鋼材負差率低,產品尺寸穩定性差。
分析認為,必須對K1孔型的橫肋與軸線夾角β進行進一步優化,即適當增加β角,通過減少橫肋的傾斜角度來改善軋件脫槽和孔型充滿度問題,確保完成負差率指標,對K1加工要求進行優化,在國標范圍內對橫肋進行優化,保證產品質量的穩定性。
2.2 大規格材彎曲性能差
彎曲性能是鋼材工藝性能的一項重要指標,受成分、生產工藝、孔型設計、軋輥加工、彎曲條件等多方面影響。目前新疆市場加工彎芯一般為40~50mm(國標為HRB400E:6~25mm的彎芯直徑為4d,28~40mm的彎芯直徑為5d),不到國標彎芯直徑的一半,極易出現冷彎裂紋[1],尤其是大規格的在客戶使用過程中多次出現因彎曲脆斷的質量異議,對于脆斷樣品斷裂面進行分析發現存在較嚴重的偏析,金相組織晶粒度級別在8.0~8.5級,達不到超細晶粒鋼筋的國家標準要求。
2.3 多切分材性能線差大,產品性能穩定性差
生產小規格棒線采用多切分生產工藝,比如Φ12mm×5五切分,預切料邊部比中間的表面積與體積比大,邊部散熱快,溫降大,中間散熱慢,溫降小,軋件邊部溫度低中間溫高,切分后軋件強穿水降溫,發揮控軋優勢,軋件溫度迅速下降,迅速溫降使軋件溫差現象進一步加劇,軋件經過切分后,相同的控冷冷卻參數,但性能線差較大,Ф12mmHRB400E的邊線性能整體在420~430MPa,中線性能整體在470~480MPa,邊線與中線性能差較大,對產品性能穩定性帶來很大影響[2-3]。
3 優化措施
3.1 優化K1孔型系統,降低負差率控制難度
優化前后孔型主要參數對比見圖2、圖3、圖4。

優化前 優化后

優化前 優化后

優化前 優化后
(1)對K1孔型的橫肋與軸線夾角β進行優化,在國標允許的范圍內,在不改變橫肋斜角α的前提下,適當的增加K1孔型的橫肋高度h,減小橫肋頂寬b和橫肋底寬b1,從而減少橫肋體積,減少鋼材米重。
(2)為了兼顧K1孔型的充滿度和軋件脫槽的問題,適當的增加K1孔型橫肋與軸線夾角β。
(3)新國標實施后,鋼材的彎曲性能明顯改善,部分規格根據冷彎性能可取消橫肋底角的二次加工,進一步減少鋼材米重。
(4)孔型系統初步優化完成后,安排軋輥班加工軋輥,并針對某一品種規格進行試軋。
(5)通過對試軋結果進行統計、分析,進一步優化孔型系統的優化方案,直至最優。
(6)全面實施K1孔型系統優化方案(優化前后見表1),減小負差率控制難度,提高各品種的負差率。
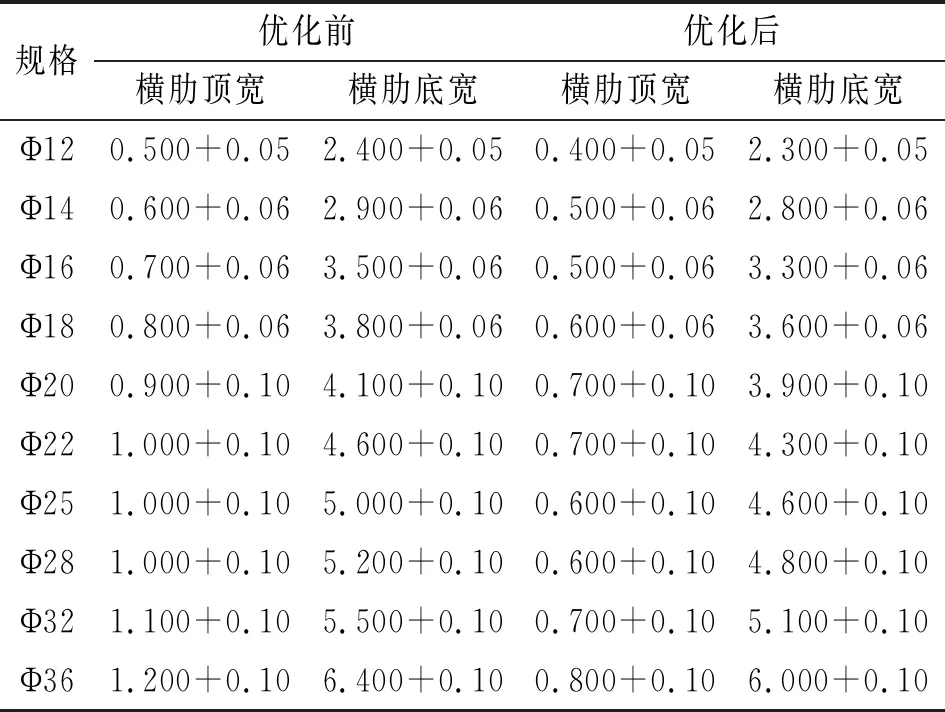
表1 棒線各規格產品優化前各品種橫肋尺寸對比 mm
≤Φ12mm規格的負差率由2020年的4.758%提升至4.77%。Φ14~Φ20mm規格負差率由2020年的4.058%提升至4.08%,≥Φ22mm規格負差率由2020年的3.167%提升至3.18%。通過對K1孔型的優化,提高產品質量穩定性。
3.2 提高大規格材彎曲性能的措施
分析冷彎裂紋位置是在橫肋根部,從變形裂紋來看是因應力集中造成的[1],為此必須改變橫肋根部受力狀態和應力集中現象。
(1)為了改變受力狀態,改變橫肋根部冷彎時的受力方向,將橫肋與鋼筋軸線的夾角β根據不同規格和生產運行情況,減少10~15°,既考慮到改變橫肋根部拉伸方向,減少橫肋根部受力,又要兼顧橫肋充滿度,提高單孔軋制量。
(2)為了減少橫肋根部應力集中現象,必須改變橫肋根部加工方式[2],由于螺紋銑程序無法實現橫肋與鋼筋表面弧形加工,因此只能通過刀頭改進來實現,但由于刀頭尺寸小,加工困難,為此提出對橫肋加工采用雙直線設計,使橫肋與鋼筋表面交接處有擴張,通過兩次加工完成,改善橫肋根部應力集中現象。
(3)為了減少橫肋根部擴張帶來的負差影響,減小橫肋頂寬和高度。
(4)調整開軋溫度、控軋控冷溫度,改善冷彎性能。
3.3 解決多切分材性能線差大的措施
(1)對控軋穿水襯管(進水口)內腔尺寸重新設計[3],考慮到軋件進入控軋穿水管的保證余量,將穿水襯管(進水口)內腔尺寸高寬比設計為1∶4,以減少冷卻帶來的軋件溫度差。另外從穿水襯管進水孔數量和分部情況看,在軋件左右兩側各有1個Φ10mm 孔,但在寬度方向上,即上下表面各僅有2個Φ10mm 孔,顯然寬度方向上冷卻不夠,兩側冷卻過度。為此將上下表面各增加到4個Φ10mm 孔,這樣設計與改進后的穿水襯管(進水口)內腔尺寸高寬比設計相匹配,另外考慮到由于進水孔的增加,為了保證軋件冷卻壓力不變,將總水壓由原來的1.8MPa改為2.0MPa。
(2)優化控冷穿水裝置冷卻工藝。軋制時,先將控冷第一段各線溫度調整,鋼材上冷床后取激冷樣,試樣按照從南線到北線逐支加長(方向可變化,但各線必須要區分),以便區分各線性能,根據激冷樣性能,通過分線調整控冷第二段溫度,減少性能差;假如某線性能屈服強度偏高,強屈比低,則適當提高此線冷床回火溫度;假如某線屈服強度偏低,強屈比高,則適當降低此線冷床回火溫度。
4 結束語
昆玉鋼鐵棒線工藝優化改進實踐表明:
(1)通過對成品軋輥K1孔型進行時間優化,在確保完成負差率指標的前提下,實現了產品質量的穩定性。
(2)通過優化孔型設計,改變了軋件受力狀態和減少了橫肋根部應力集中,改善了大規格化冷彎裂紋的現象,在保證產品質量的條件下,提高了軋輥使用壽命,換輥次數由優化前的6次/班,減少到了3次/班,減少了換輥孔次數,降低了輥耗的同時日產量明顯提高。
(3)通過對控軋襯管改進改善了預切料寬度方向上的溫差,分線調整進一步彌補因控制后溫度差異帶來的性能線差,提供了鋼材性能的穩定性,切分工藝生產的鋼筋性能差控制了15MPa以內,溫度差控制在30℃以內,避免了軋件上冷床后因軋件穿水冷卻不均帶來的性能差距和波浪彎問題。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45
