EPR堆型核電廠HK廠房吊車現場使用階段安裝
2022-06-14 03:23:44郭士芳GUOShifang肖鐵山XIAOTieshan
價值工程 2022年19期
郭士芳 GUO Shi-fang;肖鐵山 XIAO Tie-shan
(中國核工業二三建設有限公司,嘉興 314001)
0 引言
臺山EPR堆型核電站是中國首個也是唯一一座EPR堆型核電站,是全球單機容量最大,175萬千瓦級的壓水堆核電站,是目前世界上最先進的三代核電項目之一。EPR堆型核電站具有工期短、工程量大、技術新、要求高等特點,且沒有已經建成的EPR電站作為參考。HK廠房吊車作為核燃料廠房唯一的一臺大件吊裝設備,對核燃料廠房內設備的引入起著至關重要的作用。HK廠房吊車由吊車軌道和吊車本體兩大部分組成,其施工工期長,施工風險大,技術要求相對較高。
本文從HK廠房吊車軌道安裝和HK廠房吊車本體就位兩個方面進行描述,分析了施工關鍵環節的技術要點控制方法,提出了施工中存在的問題并找出解決措施,對施工過程中的相應質量風險進行了分析。本文對后繼EPR堆型核電站HK廠房吊車的施工有一定的指導意義,其他堆型核電廠HK廠房吊車的安裝也可參考借鑒[3]。
1 HK廠房吊車概述
1.1 HK廠房吊車的功能
HK廠房吊車的主要功能體現在兩個階段:現場安裝階段和核級使用階段。
現場安裝階段:用于核燃料廠房主要設備的安裝及各種材料的吊運,其中包括水下燃料儲存格架、新燃料升降機、燃料輸送系統、乏燃料橋式吊車、水池鋼襯里、水閘門等。
核級使用階段:引入新燃料組件容器,操作燃料組件抓具抓取燃料組件,操作旋轉水閘門等。
1.2 HK廠房吊車的組成
EPR堆型核電廠HK廠房吊車和其他堆型核電廠HK廠房吊車相比體積較大,安裝精度提高,需要安裝的部件數量多重量大,相對來說,EPR堆型核電廠HK廠房吊車安裝難度更大。
HK廠房吊車位于核燃料廠房27.7m平臺,最大起重量為23t,外形尺寸約17.3m×5.8m×3.6m(加上防傾翻裝置高約4.9m),它是由吊車軌道和吊車本體兩大部分組成。HK廠房吊車軌道由運行軌道、抗震導軌、防傾翻裝置軌道、電纜鏈系統等組成,HK廠房吊車由HK廠房吊車橋架、HK廠房吊車小車和提升機構組成。HK廠房吊車總體結構示意圖見圖1[1]。
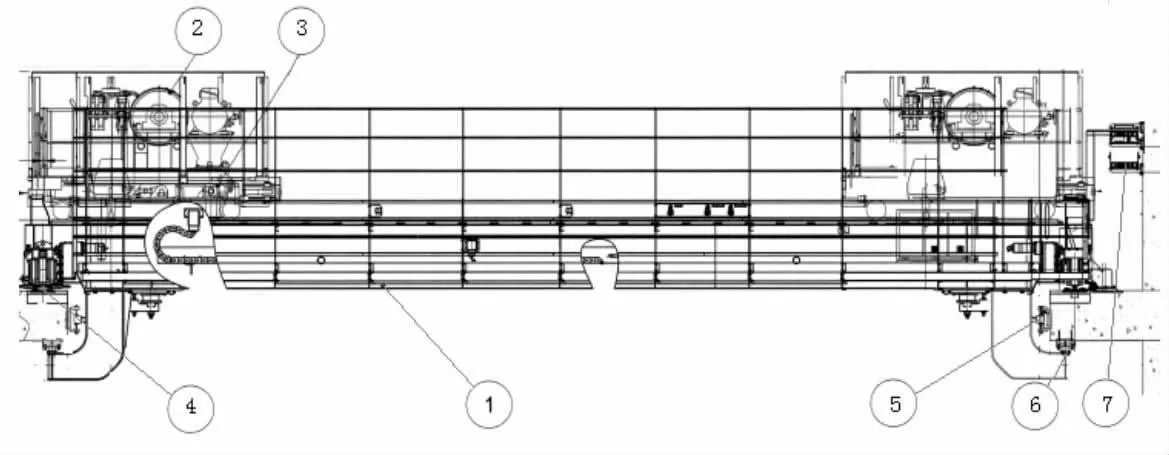
圖1 HK廠房吊車總體結構示意圖
1.3 HK廠房吊車安裝概述
HK廠房吊車現場使用階段的安裝分為兩個階段:HK廠房吊車軌道的安裝、HK廠房吊車本體安裝。
HK廠房吊車安裝的主要工序:運行軌道的安裝—抗震導軌的安裝—防傾翻裝置軌道的安裝—電纜鏈系統的安裝—HK廠房吊車橋架就位—HK廠房吊車小車就位—電氣連接等。其中在HK廠房吊車軌道安裝階段,運行軌道、抗震導軌、防傾翻裝置軌道以及電纜鏈系統的安裝不分先后順序,也可以同時安裝。
2 HK廠房吊車現場使用階段的安裝
2.1 HK廠房吊車安裝工藝關鍵點
2.1.1 HK廠房吊車軌道整體結構復雜
EPR堆型核電廠一期工程HK廠房吊車軌道的整體結構復雜,部件多,兩側軌道結構相同。抗震導軌位于承軌梁的側面,防傾翻裝置軌道位于承軌梁的底面,導致軌道部件安裝時沒有支撐面;兩條軌道錨固支撐結構數量多達170塊,位于側面的抗震導軌錨固支撐結構重量為54.5kg;抗震導軌和防傾翻裝置軌道安裝時沒有吊車可用,現場采用拉倒鏈的方法將軌道部件提升及就位,增加了安裝的風險與難度。
2.1.2 預埋結構特殊,超差處理難度大
①HK廠房吊車運行軌道的預埋件是由352根M24×370mm的螺桿組成,螺桿之間的距離為300±5mm,預埋螺桿數量眾多,單個固定和定位處理難度大,在一次灌漿時容易造成螺桿移位,導致最終位置不滿足要求。
EPR核電廠HK廠房吊車運行軌道預埋螺桿預埋時為了防止螺桿預埋之后位置超差,在螺桿預埋時用運行軌道的支撐板作為模版,首先將預埋螺桿安裝固定在支撐板上,調整螺桿伸出軌道支撐板的長度,將軌道支撐板就位在設計位置上,對運行軌道進行初步的調整(運行軌道在供貨時已經組裝在支撐板上),待運行軌道標高、位置度滿足要求后進行灌漿。這樣既保證了預埋螺桿的位置要求,也使得運行軌道的調整更加快捷方便。
②HK廠房吊車軌道的承梁為混凝土結構,導向軌側從墻面上懸臂伸出1.3m,承重軌側懸臂伸出1.5m,進行澆筑時承梁下沉的風險較大。
ERP堆型核電廠土建施工單位對HK廠房吊車承梁進行混凝土澆筑時因搭設的模板較薄,導致模板因混凝土擠壓變形較大,同時模板因重力作用下沉,最終導致承梁上的預埋板位置超差嚴重,最大超差量達到40mm,已經遠遠不能滿足抗震導軌和防傾翻裝置軌道標高和直線度的要求。
運行軌道標高要求為全長27785±10mm,±2mm/2000mm,為了使抗震導軌和防傾翻裝置軌道的安裝精度滿足要求,運行軌道的標高在設計允許的范圍內下調了8mm即27.777mm;另外兩條軌道的標高以運行軌道上表面的標高為基準,在進行預埋板驗收時其標高也相應降低8mm;同時由于錨固支撐結構為內圈焊接,焊接面較小,在滿足錨固支撐結構焊接的前提下,預埋板的位置度可接受;其余不滿足以上條件的預埋板,土建施工單位則重新進行預埋,使其滿足兩條軌道的安裝精度要求。
2.1.3 軌道安裝精度高
HK廠房吊車運行軌道標高要求為全長±2mm/2000mm,直線度全長±3mm、±1mm/2000mm;抗震導軌上表面標高±2mm/2000mm,直線度要求為±1mm,相對于運行軌道導向軌軸線的平行度要求為±1mm[2]。
軌道安裝精度較高,安裝時需要用連接螺栓和調整頂絲對軌道的標高、直線度等進行反復調整測量,測量人員全程跟蹤,及時對軌道進行測量調整。
2.1.4 焊接量大,焊接需要預熱和后熱,焊接后處理困難
HK廠房吊車抗震導軌有84塊錨固支撐結構,防傾翻裝置軌道有86塊錨固支撐結構,這些錨固支撐結構均為環狀,需要在環內進行焊接,見圖2;抗震導軌錨固支撐結構在焊接時需要預熱和后熱,預熱溫度≥125°。
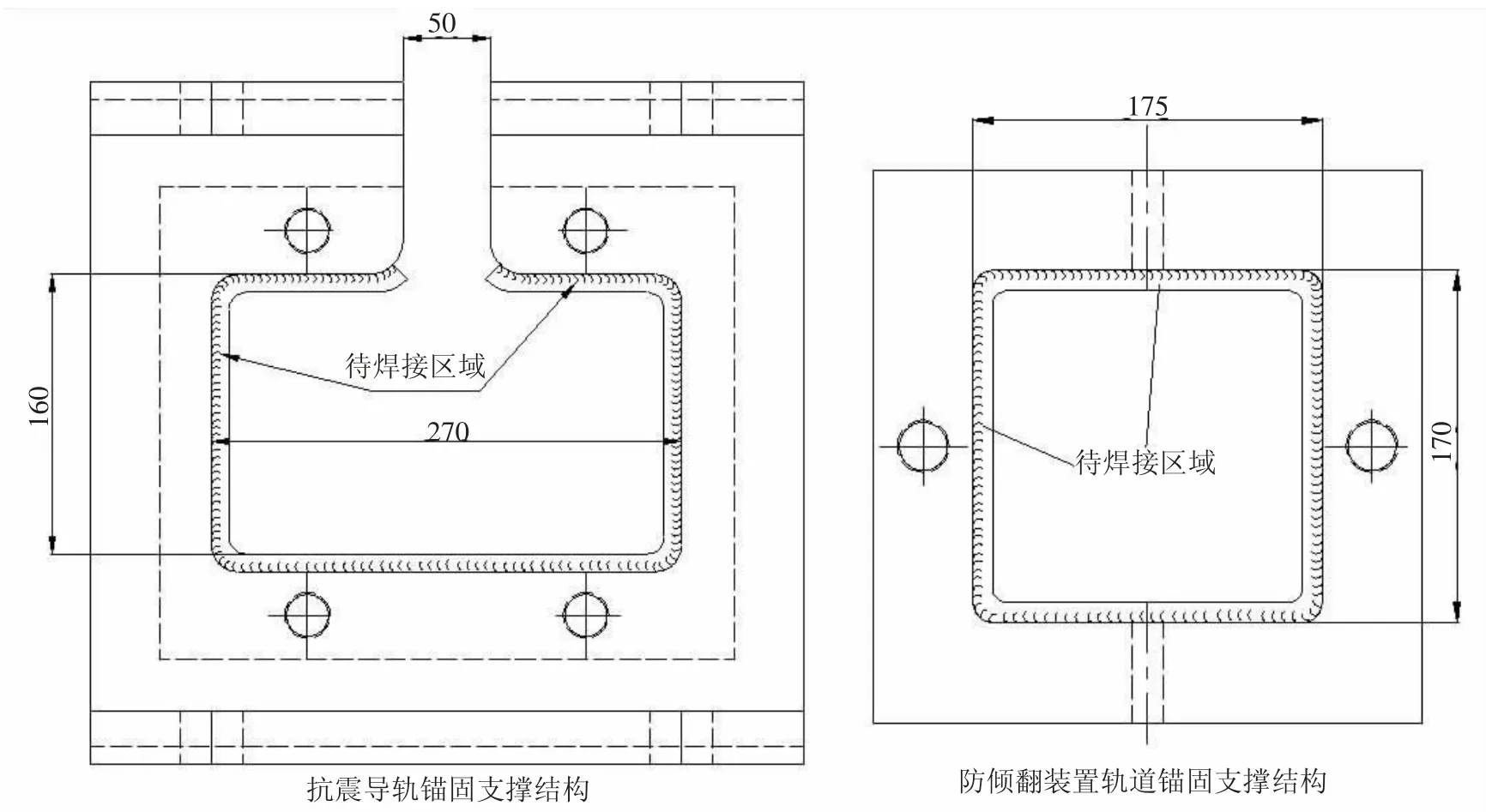
圖2 錨固支撐結構示意圖
兩條軌道的錨固支撐結構數量多,焊接量大,且全部為手工焊,焊接工期較長,焊接時的預熱和后熱增加了焊接的工期;抗震導軌的錨固支撐結構重量達54.5kg,且下方沒有固定的支撐結構,增加了焊接的難度;焊接完成后的無損檢測需要對焊縫進行打磨處理,而內部環狀結構空間小增加了打磨的難度。
EPR堆型核電現場用倒鏈和吊裝帶將錨固支撐結構提升至安裝位置,調整位置度后點焊固定,點焊時要盡量多的增加焊點使其能夠承受錨固支撐結構的重量;焊縫打磨時使用?125mm的砂輪片,小心操作避免對錨固支撐結構造成損傷,對于內側拐角砂輪片無法操作區域則采用直磨機進行打磨操作。
2.1.5 HK廠房吊車軌道均需進行二次灌漿
EPR堆型核電廠HK廠房吊車軌道的二次灌漿分兩個階段進行:待軌道就位好之后進行調整,滿足標高、直線度、水平度、跨距等的要求后將軌道固定好擰緊螺母進行第一階段的二次灌漿;之后檢查軌道參數若不符合要求再次進行調整,待軌道參數滿足要求后進行第二階段的二次灌漿;此次灌漿后軌道將無法再進行調整,所以一定要控制好軌道各項技術參數。
抗震導軌和防傾翻裝置軌道的二次灌漿一次完成,軌道參數調整后之后即可進行。
HK廠房吊車軌道二次灌漿的高度有要求:運行軌道第一階段的二次灌漿高度在運行軌道支撐板下方約50mm處,第二階段的二次灌漿高度和軌道支撐板保持一致或略低于軌道支撐板上表面;抗震導軌和防傾翻裝置軌道灌漿時高度不能超過軌道底板但要高于軌道底板的下表面。灌漿時也要注意對軌道的保護,避免敲擊、碰撞以及污染軌道。
2.1.6 運行軌道安裝完成后即就位HK廠房吊車橋架及小車
EPR堆型核電廠HK廠房吊車安裝時為了土建核燃料廠房封頂重大里程碑的實現,在運行軌道安裝完成后即將吊車橋架和小車吊裝就位。
因核燃料廠房吊車安裝區域移交較晚,HK廠房吊車軌道安裝沒有充裕的時間;同時抗震導軌和防傾翻裝置軌道預埋板超差問題處理時間超過3個月,而核燃料廠房封頂的時間迫在眉睫,經過大量的技術分析和業主認可,我們打破了設備安裝的傳統安裝順序,在運行軌道安裝完成后即將HK廠房吊車橋架和小車吊裝就位,隨后核燃料廠房進行了封頂。
HK廠房吊車橋架就位時距離土建墻體的最小尺寸為665mm,在吊裝過程中必須嚴密監控,在吊車橋架的4個端頭設置遛繩,避免和土建墻體發生撞擊;橋架就位前在運行軌道上方劃出一條垂直于時運行軌道的線,檢查兩側導向輪開口已調到最大,在橋架距離運行軌道上面約100mm時調整導向輪和運行軌道之間的位置,同時緩慢下降,使同側的兩個運行滾輪就位在兩側軌道劃出的線上,確保橋架就位時不發生偏斜。
2.2 問題分析及預防
2.2.1 預埋板超差
EPR堆型核電廠HK廠房吊車軌道安裝時因土建移交較晚、核燃料廠房測量微網點的布設不完整、土建腳手架干涉等問題造成了預埋板檢查延誤,待檢查發現預埋板超差后已沒有多余的時間等待土建單位完成預埋板的處理工作。
土建預埋板超差是核電安裝行業普遍存在的問題,若安裝單位能夠吸收處理固然很好,但這樣無疑增加了安裝的難度和風險,在設備安裝前期的預埋板檢查驗收十分重要。跟蹤現場施工進展,待條件具備后即可進行預埋板的驗收檢查,不必等設備正式安裝前才開始進行;若檢查發現預埋板超差,可以提前處理,避免影響后續設備安裝。
2.2.2 軌道對接間隙不滿足要求
HK廠房吊車運行軌道的對接間隙要求為1-2mm,在安裝工程中,經過多次調整始終無法滿足設計要求。對軌道的端頭進行檢查發現軌道橫切面和上表面不是垂直的狀態,后對軌道端頭進行打磨處理最終使其滿足對接間隙的要求。
設備的到貨驗收非常重要,設備開箱時需要對設備的狀態和重要接口尺寸進行檢查,將可能發生的問題及時處理。
2.2.3 軌道測量時數據不穩定
測量儀器的誤差、測量操作人員的更換、天氣及溫度的變化等均會造成測量數據的不穩定。在測量進行的過程中要選擇溫度變化不是很大的時段進行;測量人員保持穩定,既可以保證同一人員對測量誤差的一致性,也可以減少人員更換帶來的讀數誤差和視覺誤差。
HK廠房吊車運行軌道調整時發現第二天的測量數據和第一天有很大的誤差,經分析發現因測量時段不一致及太陽照射等原因使得運行軌道測量時溫差較大,從而導致前后兩天測量數據的誤差,后繼測量時將測量時段調整為太陽落山之后從而克服了溫差原因對測量數據的影響;軌道的測量專用工具在軌道上放置不穩也會造成前后測量數據的誤差較大。HK廠房吊車運行軌道上表面為圓弧結構,導致軌道的測量專用工具在軌道上放置不穩造成測量誤差大,后采用在軌道上表面劃出中心線的方法進行測量,保證了測量點的穩定,將測量數據的誤差控制在可接受的范圍內。
2.2.4 HK廠房吊車附件在核燃料廠房封頂后安裝難度增大
EPR堆型核電廠HK廠房吊車橋架和小車提前吊裝就位,抗震導軌、防傾翻裝置軌道、抗震導輪、防傾翻裝置等部件在核燃料廠房封頂之后進行安裝。因核燃料廠房內沒有其他可用的吊車,HK廠房吊車未安裝部件重量較大,需借助倒鏈、吊裝帶等吊裝工具進行起升并安裝就位,增加了吊裝作業的風險性,也存在設備部件損壞的隱患;同時,防傾翻裝置軌道和抗震導軌安裝時受HK廠房吊車橋架的影響,在測量時需要更改測量位置,并不時移動HK廠房吊車橋架,對軌道的測量精度有一定的影響。
2.3 綜述
EPR堆型核電廠HK廠房吊車的安裝目前進展順利,處理土建預埋件超差方面教訓較深刻,為后續吊車施工控制提供很好借鑒,改變吊裝順序滿足核燃料廠房封頂重大里程碑的實現也摸索了比較安全可靠的一系列應對措施,對后續工程有較大參考作用。
3 結束語
本文對EPR堆型核電廠HK廠房吊車的安裝特點和問題的分析預防等方面進行了重點的分析論述,驗證了核燃料廠房封頂之后再進行HK廠房吊車抗震導軌、防傾翻裝置軌道和其他附件安裝的可行性。文中的問題分析和預防措施對后續EPR堆型和其他堆型核電廠吊車的安裝有指導意義,對類似施工活動也有一定借鑒作用。
猜你喜歡
設備管理與維修(2022年21期)2022-12-28 07:34:58
設備管理與維修(2022年21期)2022-12-28 07:33:36
中國特種設備安全(2022年1期)2022-04-26 14:15:58
中國核電(2020年2期)2020-06-24 03:37:36
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中國核電(2018年4期)2018-12-28 06:43:48
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
中國核電(2017年1期)2017-05-17 06:10:11