全自動鋼卷轉運系統設計
2022-06-10 01:39:16查德根秦文順
冶金設備 2022年1期
查德根 秦文順
(上海寶菱冶金設備工程技術有限公司 上海 201900)
1 前言
鋼卷運輸系統是帶鋼生產車間重要的后部工序設備。目前,隨著智慧制造、無人化工廠等設計理念的開展和應用,鋼卷運輸系統的設計不僅要滿足鋼卷的上卷、運輸、卸卷和翻轉等多道工序的要求,還要保證鋼卷運輸安全、準確、快捷和信息的可追溯管理,以便最大限度地保障整個鋼廠物流的連續、高效和安全運行[1]。本文基于某特大型鋼廠熱軋廠和冷軋廠之間鋼卷物流高速、全自動轉運輸的生產需求以及運輸過程中的安全、可靠、平穩等品質需求,制訂滿足鋼卷全自動連續運行的生產時序圖,設計總體布置方案,提出先進的自動化控制方案和安全保護技術,并成功地應用于生產實踐中。
2 工藝流程的分析與制訂
2.1 功能需求及設計條件
某年產量約200萬噸大型鋼廠的熱軋廠和冷軋廠之間為約80米寬的主干馬路,根據鋼卷生產需要將熱軋廠的帶鋼運輸到冷軋廠,進行下一道工藝生產。采用傳統的地面運輸方案或者架空方案不能滿足地面人車正常通行以及鋼卷物流高效、安全運輸的綜合需求。用戶要求采用地面→地下→地面的運輸方案,即熱軋廠輸出的鋼卷1由地面運輸鏈2通過鋼卷提升移動機3將鋼卷運輸到地下運輸鏈4,地下運輸鏈4將鋼卷從熱軋廠出口側運輸到冷軋廠入口側,然后由冷軋廠入口側的鋼卷提升移動機5將鋼卷從地下運輸鏈吊運到冷軋廠地面運輸鏈6(圖1)。因此,需要設計一套專用全自動化的鋼卷轉運系統。
設計條件:最大運輸能力按年產量200萬噸,年生產時間按6500小時,最大鋼卷按卷重35噸,按平均卷重20噸計算生產節奏。
2.2 工藝流程分析與制訂
根據用戶的基本布置需求,基于物流距離短、效率高、滿足產能和自動化控制的設計原則[2],確定系統總體布置方案(圖1),并將鋼卷運輸系統總的工藝流程分解為三個階段:
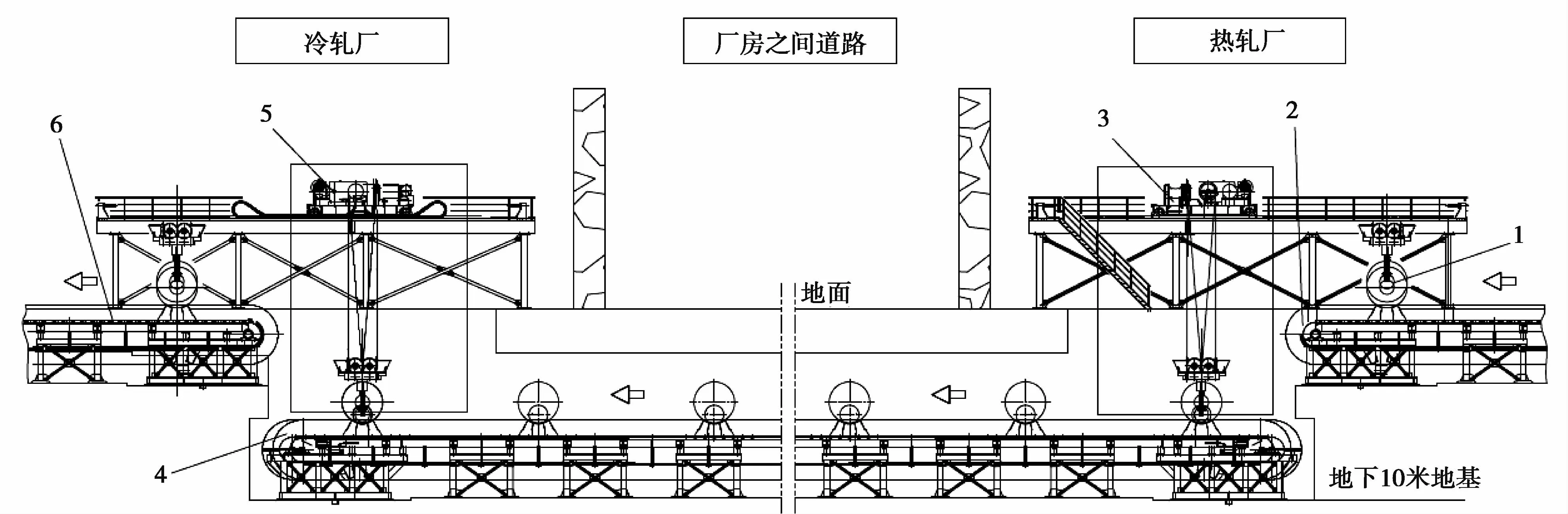
圖1 鋼卷運輸現場條件及總體布置
1)第一階段為運輸鏈入口側,由“提升移動機+鋼卷夾鉗”組成的鋼卷提升移動機(CTL1)和熱軋廠地面運輸鏈(CV1)等組成,完成鋼卷由熱軋廠地面運輸到地下運輸鏈(CV2)的工作(圖2a)。
2)第二階段為地下運輸鏈(CV2),位于垂直于地面馬路的地下隧道內,將鋼卷從熱軋廠入口側搬運到冷軋廠入口側。地下運輸鏈(CV2)雖然運輸鏈較長,但運行過程中運輸鏈的每個鞍座上都有鋼卷,相鄰鞍座之間的距離較短,相鄰鋼卷移動所需時間較短。設備參數可依據CTL1工作周期確定。
3)第三階段為運輸鏈出口側,通過提升移動機(CTL2)將鋼卷由地下運輸鏈(CV2)吊運到冷軋廠地面運輸鏈(CV3)。出口單元與入口單元的設備基本相同,運輸過程動作對稱,運行時間周期基本一致。
第一階段CTL1的工藝流程可進一步分解為八個步驟(圖2b):①打開的夾鉗位于地面運輸鏈CV1上鋼卷上方的初始等待位置→夾鉗落下到卷芯上方夾鉗閉合位置;②夾鉗閉合→夾緊鋼卷;③天車卷揚提升夾鉗和鋼卷;④天車移動小車運輸夾鉗和鋼卷到地下運輸鏈CV2上方;⑤卷揚將夾鉗和鋼卷降落到地下運輸鏈的等待鞍座上;⑥夾鉗打開,放置好鋼卷;⑦卷揚提升夾鉗到位;⑧移動小車移動返回,夾鉗回到下一卷鋼卷吊運等待位置,CTL1的運輸周期完成。
實際生產中,通過電氣自動控制可以實現以上三個階段的設備同時動作及各階段之間進行有序銜接。每個步驟之間可能是順序動作,也可以在互不干涉的情況下同時動作,以減少周期時間提高效率。其中,第一階段CTL1工作周期的需要時間最長,地下運輸鏈CV2以及出口側CTL2工作周期時間可以依據CTL1的周期時間確定。
3 生產時序圖的制訂
3.1 工藝動作分配表的制訂
根據產量需求等設計條件,計算并確定總的生產循環周期需滿足T≤150s,并作為CTL1循環周期的設計條件。
CTL1單元包括夾鉗、卷揚和走行機構三個工藝設備。工藝動作分別為打開和閉合、提升和下降、前進和后退。根據CTL1工藝流程的八個步驟(圖2b),得到鋼卷夾鉗、卷揚以及走行機構的動作在空間和時間上的分配關系(表1)。表中的“/”代表此過程無動作。
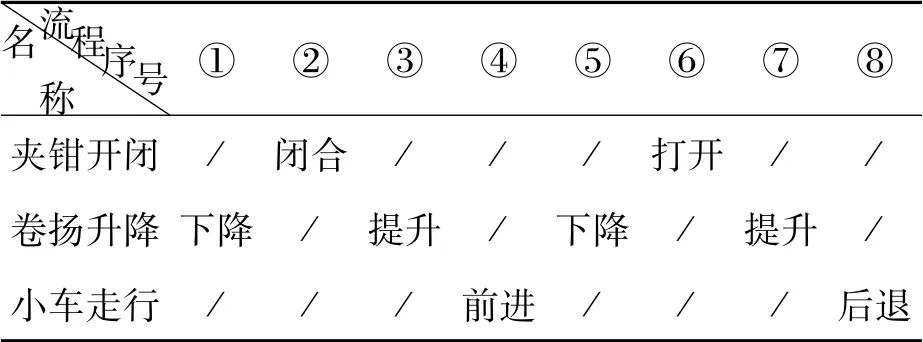
表1 CTL1工藝動作分配表
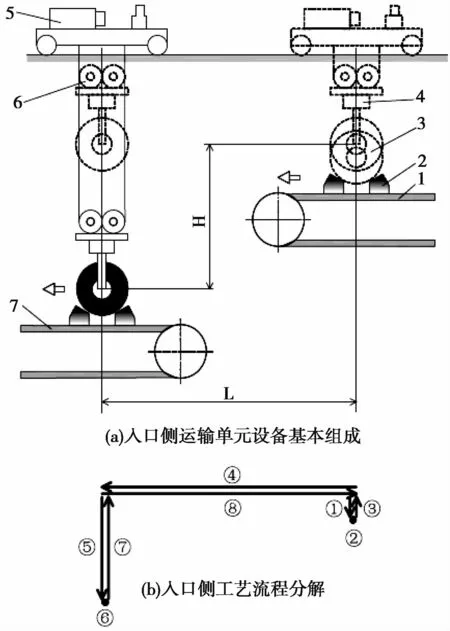
圖2 入口側運輸單元基本組成及工藝流程分解
3.2 生產時序圖的制訂
由表1運用機構運動學計算出三個工藝設備每一步運動的時間和速度,繪制出直角坐標式的生產時序圖。以工藝流程③天車卷揚提升過程為例,卷揚提升時間t=t1+t2+t3,分別對應低速、高速、低速三個時段。并通過合理設置加速、勻速和減速各參數,得到卷揚提升動作的時序圖(圖3)。以此類推,依據CTL1需要的最短循環周期,設計出與設備動作相適應的每個步驟的生產時序圖。
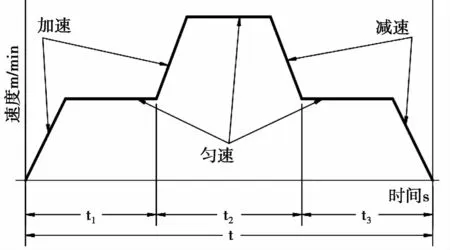
圖3 卷揚提升動作的時序圖
以時間為橫坐標,速度為縱坐標,分別建立夾鉗、卷揚、走行小車等設備單元在一個動作完整周期里的生產時序圖(圖4a~4c)。在此基礎上,綜合自動化生產控制、安全檢測等需求,預留出安全檢查和信息處理的時間[3],設計出在時間和空間關系上協調一致的全自動化轉運系統的生產時序圖(圖4d)。圖4所示坐標系中,鋼卷夾鉗的關閉為正,打開為負;走行小車中鋼卷前進運輸過程為正,回程為負;卷揚裝置的提升為正,下降為負。模式A為每一工作周期前的設備初始狀態自動檢查時間。模式B為重要工序間的控制信息自動處理時間。模式C應用了工序集中原則,在保證安全前提下有利于提高運輸效率,即在提升移動機回程中卷揚打開到離開鋼卷的安全開度后一邊提升,夾鉗一邊打開到夾持下一卷鋼卷需設定的寬度。將CTL1的一個運輸周期作為整個運輸系統的一個工作周期,并以此確定所有工藝設備的技術參數。
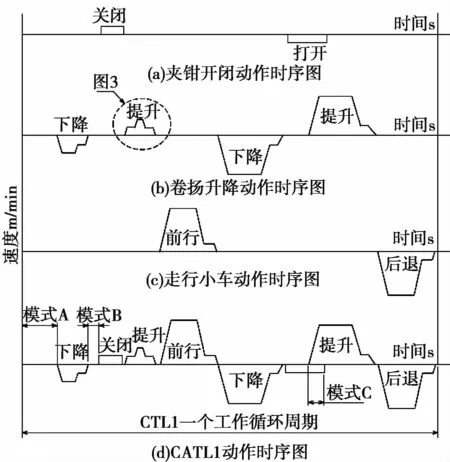
圖4 CTL1生產時序分解及匯總圖
4 轉運系統設計
4.1 技術參數及基本組成
以鋼卷最大重量作為設計載荷,依據以上生產時序圖里各工作單元的時間及速度,確定系統主要技術參數。主要內容包括:工作級別為A7、提升機升降速度50/160/500mm/s、走 行速度100/1500mm/s、夾鉗開閉速度Max.100mm/s、運輸鏈走行速度Max.250mm/s、系統工作周期≤150s以及運輸鏈、卷揚、走行、夾鉗等設備的馬達功率等技術參數。
轉運系統主要包括三套運輸鏈、兩套鋼卷提升移動機、兩套自動夾鉗以及電氣控制系統(圖1)。每套運輸鏈裝置均由主馬達、減速箱通過聯軸器驅動,帶動運輸鏈鞍座上的鋼卷步進式單向移動。通過電氣系統控制實現運輸鏈運行和停止,與鋼卷提升移動機協調動作,完成送卷(接卷)、等待、運輸等功能。鋼卷提升移動裝置依據天車設計標準進行,包括卷揚升降機構、走行小車機構以及鋼結構平臺支撐等部分。天車升降機構采用卷揚型式提升,由主電機通過聯軸器、減速箱等驅動卷揚卷筒,提起和放下鋼卷夾鉗及鋼卷。走行小車機構在小車軌道上往復移動以運輸提起的鋼卷和夾鉗,采用移動框架型式。卷揚、走行小車等均布置在移動車架上。鋼卷夾鉗用于夾持和打開鋼卷,采用電動平移式。減速電機通過扭力保護器帶動齒輪齒條,帶動夾鉗鉗腿作開閉運動。
各設備單元之間自動、高速、可靠的鋼卷轉運輸是系統實現自動化轉運的基礎[4]。各階段的動作、時間、空間位置自動銜接由電氣控制實現。電氣控制模式有手動控制、半自動控制和全自動控制模式,分別用于設備調試、局部調整以及正常生產的全自動控制。電氣傳動系統采用數字式多傳動變頻調速系統,采用整流回饋單元供電給鋼卷提升移動裝置的逆變器,驅動變頻專用電機運行。
4.2 工藝特點及關鍵技術
4.2.1 完善的自動安全保護技術
為確保系統自動高效運行,避免系統調試和運行過程中的誤動作,最大限度的保護設備及鋼卷,系統采取多重安全保護技術,主要包括:
1)提升裝置的超載、超速限制保護。在提升機構上設置有超載限制器,當載荷達到額定起重量的90%時發出提示性報警信號;當相應的起重量達到105%時延時停機;當相應的起重量達到110%額定起重量時立即切斷電源,并發出禁止性報警信號,夾鉗只能下降,不能上升;在鋼卷提升移送機電控系統的主起升機構設有超速保護開關,當下降速度為電機同步轉速的120% ~130%時系統自動切斷機構電源,制動器將機構抱死,避免事故發生。
2)提升裝置的停止限位保護。提升設置三級限位保護:重錘限位和旋轉予限位、旋轉終限位。下降設置兩級限位保護:旋轉予限位、旋轉終限位。上升非常限位:提升機構設置上升非常限位(重錘限位開關)。它可以保證當夾鉗提升到極限位置時,自動切斷總動力電源,并通過PLC發出報警信號。提升機構中設置有上升停止限位開關,當夾鉗運行到達上升停止限位時,提升停止上升。提升機構設置的下降停止限位,它可以保證當夾鉗下降到預定位置時停止下降。
3)走行小車走行停止的限位保護。走行機構設置兩級限位保護,運行予限位、運行終限位。帶電控系統的走行機構在靠近兩端部分均設有終點限位開關,當機構到達終點極限位置時自動停車。
4)適用于全自動生產的夾鉗設計。夾鉗的上升及下降高度根據來料鋼卷外徑自動計算確定,夾鉗開閉寬度根據來料鋼卷寬度設定。夾鉗設置有最大開口度、最小開口度電氣機械雙重限位保護。夾鉗自帶的扭力保護器可使得夾緊鋼卷后離合器打滑,鉗腿不再閉合。夾鉗負載時棘輪棘爪的保護裝置通過與重量傳感器聯鎖控制夾鉗不會被打開。夾鉗上設置的對孔、對邊光電傳感器,輔助提升機夾鉗高度和寬度的計算數據,提示夾鉗準確的高度和閉合寬度位置。夾鉗設置的載荷檢測傳感器動作與控制系統聯鎖,保證夾鉗不能被打開。夾鉗鋼卷上部和下端布置的位置感應傳感器與控制系統聯鎖,傳感器動作則夾鉗不能繼續落下以保護夾鉗和鋼卷。
4.2.2 可靠的工藝自動控制程序以及先進的自動化傳動及控制系統
圖5為入口單元CTL1生產周期開始系統準備階段自動檢查的工藝自動控制流程圖。通過自動控制系統確認提升移動機、夾鉗、鋼卷與入口運輸鏈所有信息需滿足自動化生產準備條件,保證系統的安全運行。
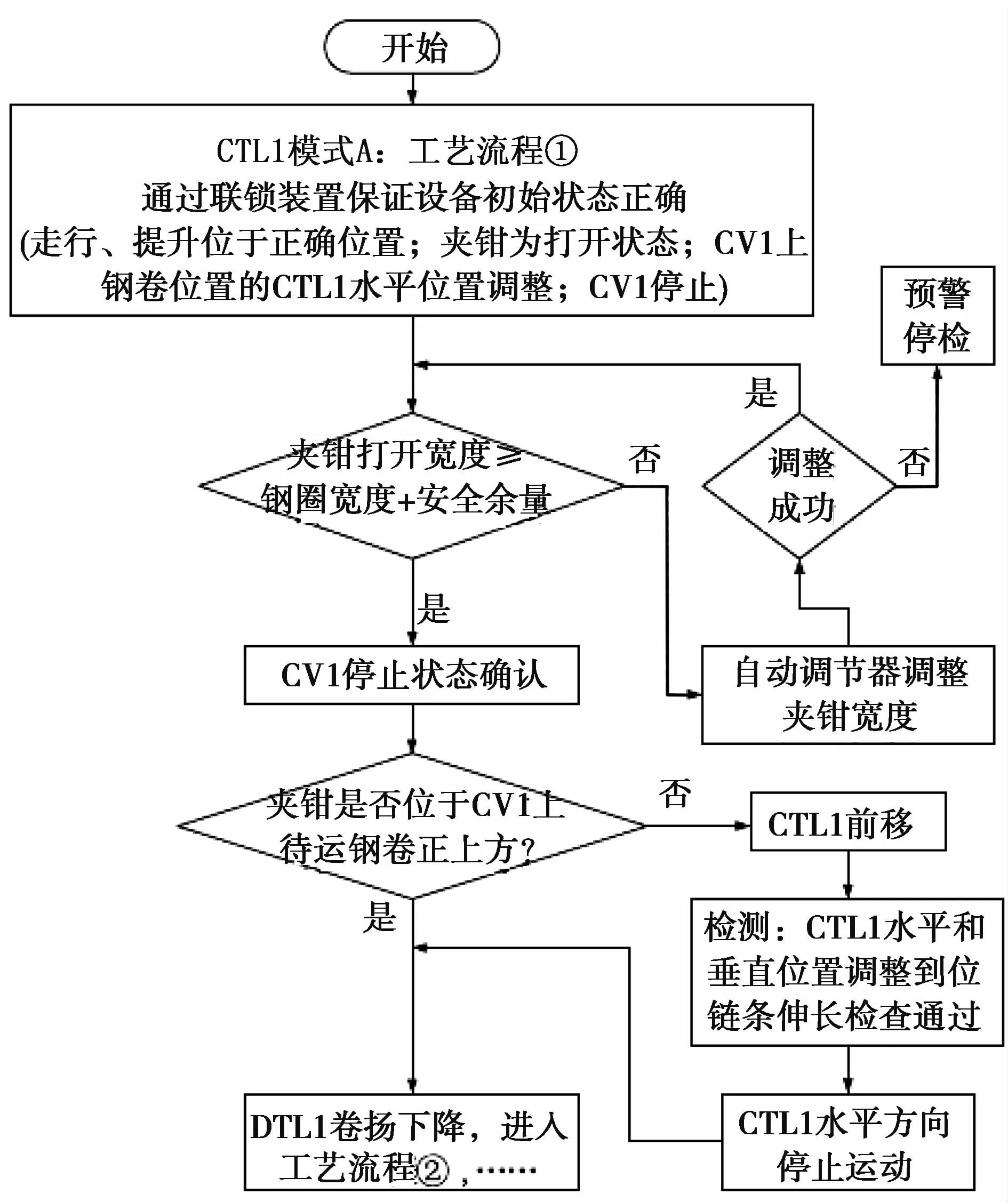
圖5 CTL1準備階段的檢查控制流程圖
系統的PLC控制系統為一套獨立系統,電氣傳動邏輯控制、信號采集、信號傳輸等功能均通過一套PLC系統集中控制。通過I/O信號傳遞和以太網通訊功能,PLC能夠實現采集鋼卷的外徑、寬度,以及前后運輸鏈的運行狀態、前后鞍座上有無鋼卷等數據和信號的功能。以采集的這些狀態、信號數據為依據進行計算,自動控制所有設備及裝置完成設計動作。系統具有自動位置控制(升降、走行和夾鉗開閉位置)、鋼卷卷芯高度計算、自動零位調整等功能。
5 結語
本鋼卷轉運輸系統將天車、運輸鏈及鋼卷夾鉗等技術集成,成功應用于某特大型鋼廠熱軋廠與冷軋廠之間的鋼卷運輸,極大地滿足了生產需求。也可以應用在冷軋廠的各相鄰工藝機組及機組與運輸鏈之間鋼卷的全自動運輸。隨著工業4.0和無人化工廠技術的不斷發展需求,該技術具有比較廣闊的工程應用前景。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
中國軍轉民(2017年6期)2018-01-31 02:22:28
家庭影院技術(2017年9期)2017-09-26 03:41:45
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
