飛秒激光制備表面微納結構數值模擬與實驗研究
2022-06-09 07:13:24周忠鋒王宇鑫水樂峰
激光與紅外 2022年4期
關鍵詞:不銹鋼
王 昌,周忠鋒,王宇鑫,水樂峰
(內蒙古科技大學機械工程學院,內蒙古 包頭 014010)
1 引 言
表面形態是控制固體材料的光學、潤濕性、化學、生物學和機械性能的重要因素,飛秒激光技術使得材料表面的結構發生很大的變化,從而改變材料的表面光學特性和潤濕性能,在工業設計、醫療器械、商業發展等方面有著很大的應用前景[1]。在理論研究方面許媛等[2]通過求解一維熱傳導經典雙溫模型,得出了多光子電離對加工過程有著重要的影響。R V Davydov等[3]建立了用于模擬飛秒激光燒蝕金屬的狀態方程,并且將該方程與雙溫流體力學模型相結合,針對一些金屬進行了模擬計算,得到了較高的計算精度。這些理論模型可以解釋特定條件下的現象但并不具備廣泛地適用性,對于很多作用機理和現象不能很好的去解釋。
在實驗研究方面王豪放等[4]通過對飛秒激光燒蝕恒彈性合金研究,分析計算了飛秒激光加工下恒彈性合金材料的燒蝕閾值,提出了當加工的孔直徑大于激光燒蝕直徑時可采用旋切的方法。何霞等[5]使用自主搭建的飛秒激光加工平臺在鈹青銅材料表面加工出了微凹坑織構,并進行了磨損實驗,得到了摩擦系數和磨損量的變化關系。大多數文獻主要關注激光加工參數或環境介質對飛秒激光誘導的表面微結構形成的影響,對形成微納結構的機理研究不夠深入。另外,304不銹鋼是建筑、工業、醫藥等領域中使用最廣泛的傳統材料之一,是一種具有節省資源和高經濟效益特點的結構用鋼,飛秒激光在不銹鋼材料表面加工的微結構為其提供了特殊的表面性能,擴展了其作為新型功能材料的應用可能性。本文使用飛秒激光微加工技術,通過數值模擬和實驗相結合的方法,研究飛秒激光制備不銹鋼表面微納結構的特征。
2 飛秒激光燒蝕304不銹鋼的機理研究
飛秒激光燒蝕304不銹鋼的機理如圖1所示,首先在微觀上是不銹鋼材料表層的電子系統受到激光強大能量的影響躍遷為高能量的狀態,對應圖中的自由電子吸收能量轉化為熱電子、熱電子與光子進行耦合作用的過程,由于電子的比熱非常小,所以加熱過程在一瞬間即可完成。這樣的能量傳遞過程包含了多種電離機制,同時在這個變化過程中也伴隨著一些存在爭議的吸收機制,但無論用那種方法來解釋都是基于電聲耦合作用和光電耦合過程。緊接著是電子與晶格系統的耦合過程,通過這一過程激光能量傳遞到晶格,當晶格吸收足夠多的能量,不銹鋼的物理狀態就會發生熔化、蒸發甚至氣化等現象。由于電子-電子弛豫及電子-晶格弛豫的時間大于飛秒激光的脈沖寬度,因此晶格在脈沖作用的時間內基本保持原來的溫度,不發生明顯的升溫,從而實現“冷”加工。

圖1 飛秒激光燒蝕304不銹鋼的機理Fig.1 Femtosecond laser ablation mechanism of 304 stainless steel
3 理論模型
飛秒激光輻照不銹鋼材料時,根據傅里葉熱力學定律,經典雙溫模型的表達式表示為[6]:
(1)
(2)
式中,z代表垂直于靶材表面的方向;Te,Tl分別表示電子溫度和晶格溫度;g(Te-Tl)電聲耦合項。ke,ki分別表示電子和晶格的熱傳導率;Ce,Cl分別表示電子的比熱容和晶格的比熱容;g代表電子-聲子耦合系數;α表示材料對光的吸收系數,S(z,t)是激光熱源項,激光熱源項的表達式為:
S(z,t)=
(3)
式中,A為不銹鋼材料的表面透射率;F為激光能流密度。當電子溫度達到比晶格溫度高的多的溫度時,電子熱導率將逐漸減小,對于高激光能量密度以及表現出電子-聲子耦合的金屬(如金、銀)很容易出現這種情況,所以電子熱導率可以更精確的表示為:
(4)
其中,θe=Te/TF;θl=Tl/TF;TF為材料的費米溫度,χ和η為被加工材料的相關參數,在數值模擬計算中,304不銹鋼的物理參量如表1所示。
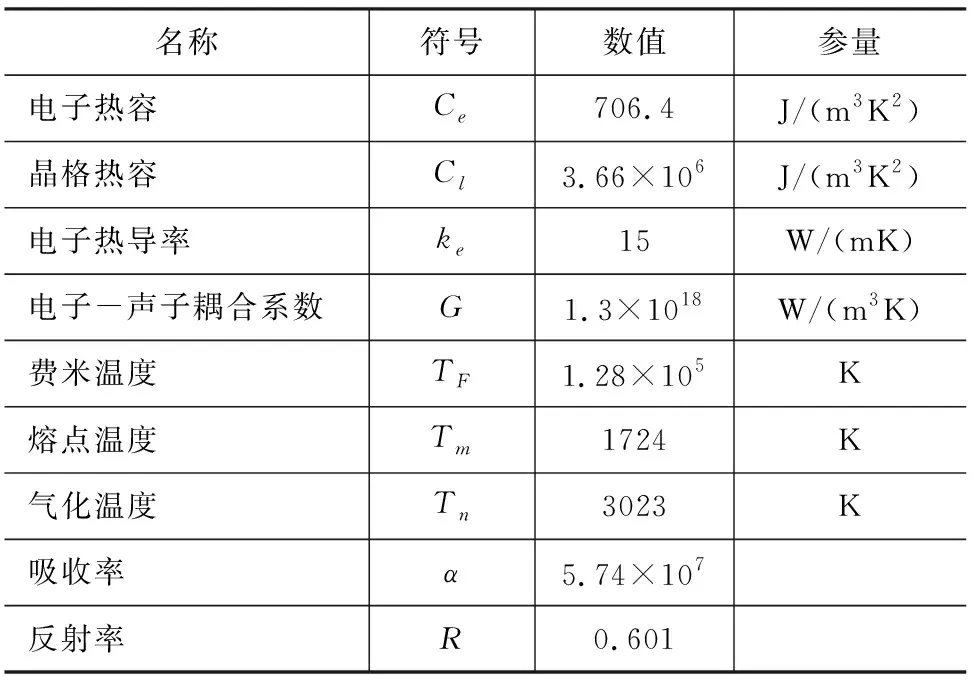
表1 數值模擬中304不銹鋼材料的物理參量Tab.1 Physical parameters of 304 stainless steel in numerical simulation
4 數值模擬計算
4.1 不同能量密度下電子和晶格的溫度變化分析
不同能量密度下電子和晶格的溫度變化如圖2所示,從圖中可以看出電子對能量的響應極為敏感,這是由于電子和晶格的熱容在數值上相差很大,當電子到達最高溫度時晶格的溫度還在持續上升,最終兩系統達到平衡狀態。電子系統之間、電子與晶格系統之間、晶格與晶格系統之間的能量耦合貫穿著整個平衡過程,整個能量耦合的非平衡過程在約8 ps左右完成。
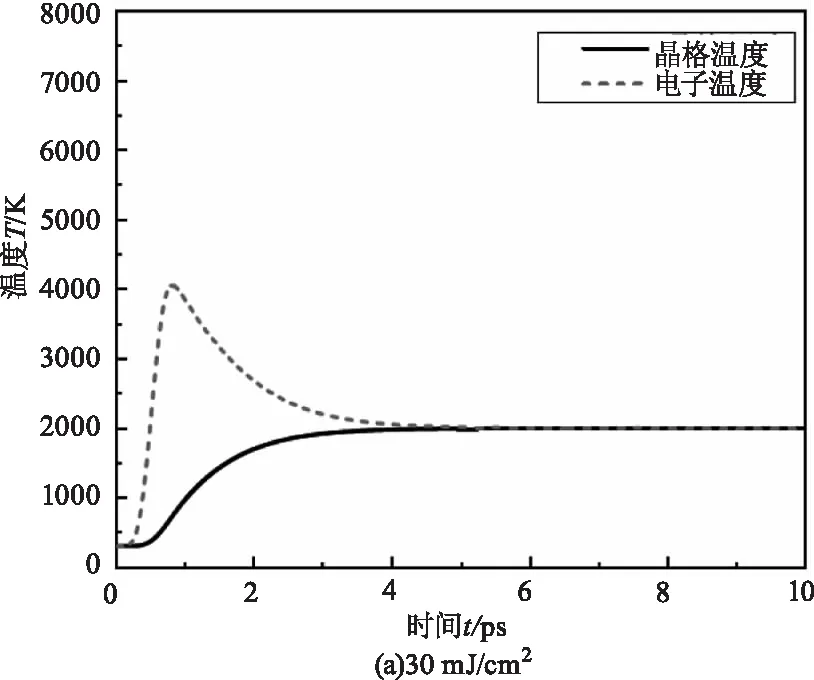
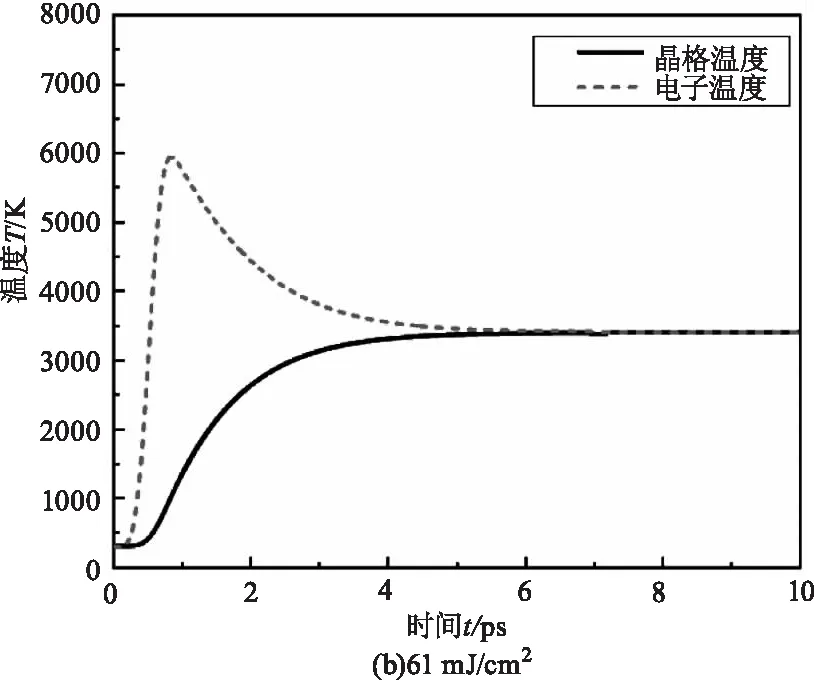

圖2 單脈沖作用時電子與晶格溫度場的變化Fig.2 Changes of electron and lattice temperature under single pulse
當能量密度為30 mJ/cm2時,如圖2(a)所示,整個電子系統大約需要0.50 ps達到的峰值溫度約為4400 K,緊接著電子溫度持續降低,晶格溫度持續上升,大約經過4 ps后電子和晶格達到該能量密度下的平衡狀態,平衡溫度約為2000 K,大于不銹鋼的熔化溫度,這時不銹鋼在激光作用下開始熔化,引起了更大的塑性變形,部分材料由固態轉化為液態。
當能量密度達到61 mJ/cm2,如圖2(b)所示,整個電子系統大約需要0.7 ps后達到峰值溫度約為6150 K,隨后電子溫度開始降低,晶格溫度持續升高,大約經過5.2 ps電子和晶格達到相對平衡狀態,這時不銹鋼表面溫度約為3100 K,超過了不銹鋼的汽化溫度。在激光的超強能量作用下加工區域的材料瞬間被氣化,在表面形成等離子體,同時在光斑周圍也會有少量的液態材料存在,我們可以認為該能量密度為本次數值模擬計算中不銹鋼材料的燒蝕閾值。
當能量密度達到100 mJ/cm2時,如圖2(c)所示,電子系統與晶格系統經過大約5.8 ps達到相對平衡狀態,這時表面溫度約為5000 K,遠遠大于我們前面確定的3100 K的燒蝕閾值,所以在該激光能量密度下會發生非常激烈的燒蝕現象。能量密度的增大會使各種弛豫時間增加,電子的比熱遠小于晶格,所以在趨于平衡的過程中電子的溫度降低的非常快,平衡后有可能出現晶格溫度略大于電子溫度的現象。
模擬計算了在30 mJ/cm2、61 mJ/cm2和100 mJ/cm2不同能量密度下晶格系統溫度響應分布,結果如圖3所示,由于電子系統的熱容很小所以導致電子系統在快速升溫后將能量傳遞給晶格系統,晶格系統溫度升高以后兩者的溫度迅速歸于平衡。另外激光作用于加工區域時,燒蝕深度隨著能量密度的增大而加深,從圖中可看出加工方向上大約可以燒蝕50 nm的材料,更深處的材料基本上不發生燒蝕作用,只起到了傳遞熱量的作用。

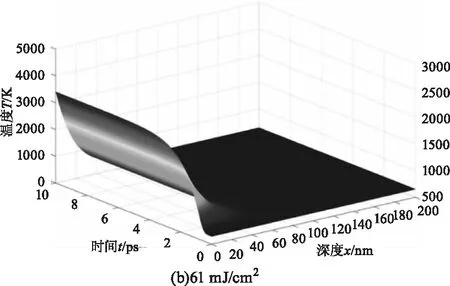

圖3 不同能量密度下晶格溫度分布Fig.3 Lattice temperature distribution under different energy densities
4.2 不同深度處電子和晶格的溫度變化分析
圖4是1 ps時不同激光能量密度下電子和晶格溫度在不同深度時的變化情況,從圖4(a)看出在飛秒脈沖結束時,電子系統的溫度隨著深度的不斷增加而迅速降低,并在深度約為70 nm時跟晶格系統的溫度相同,約為300 K。圖4(b)和圖4(c)幾乎在同一深度趨于平衡狀態,在80 nm之前都完成了平衡過程。在圖4(a)、圖4(b)和圖4(c)在40~80 nm的范圍內電子系統的溫度變化緩慢,這就說明在該范圍內電子與電子之間進行的能量傳遞取代電子直接吸收激光能量,成為這一過程中的主要能量演化過程。圖4(a)和圖4(b)在40 nm深處,上一層電子的溫度比該層電子的溫度高,所以電子之間以熱傳導的形式將溫度傳給該層電子,使得該層電子溫度升高,而該層電子又以電子聲子耦合作用將溫度傳給晶格,使得晶格溫度升高自身溫度降低,最終達到熱平衡。因此我們可以認為在該范圍內,主要是電子熱傳導效應對電子和晶格溫度的變化起主導作用。當深度大于40 nm時,電子溫度的變化越趨于平緩,因為在該深度范圍內上層電子和該層電子的溫度差很小,所以電子之間的熱傳導效應可以忽略,此時只有電子聲子耦合作用,使得電子晶格溫度發生變化,也可以說該深度范圍內電子聲子耦合作用對溫度的改變其關鍵性作用。經過上述分析我們可以看出飛秒激光微加工只是在材料的表面進行,對于更深處的材料不會參與加工過程。

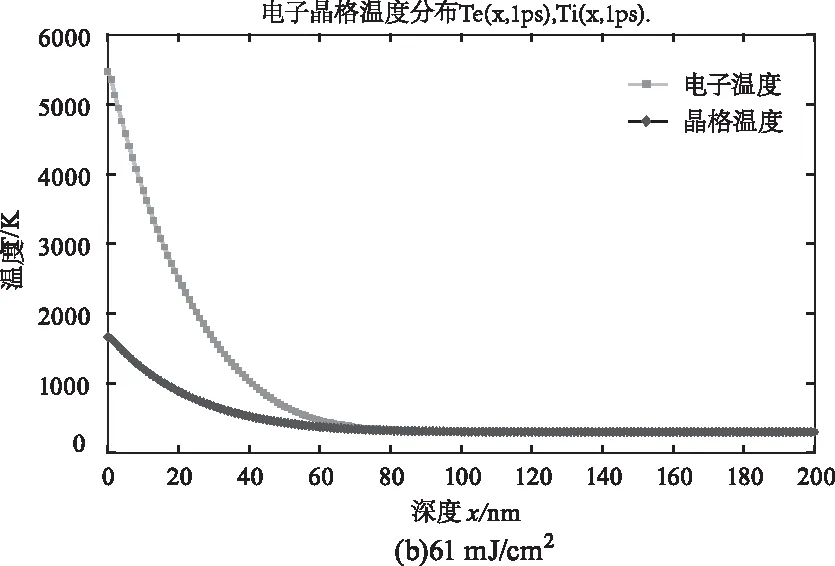
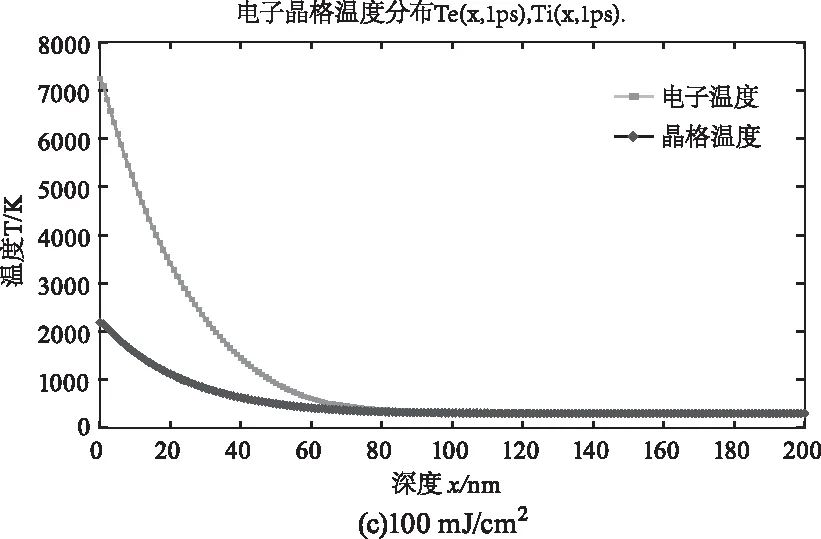
圖4 電子和晶格溫度在1ps時隨深度的變化Fig.4 The electron and lattice temperature changes with depth at 1 ps
5 實驗部分
飛秒激光微處理系統的示意圖如圖5所示,采用300 fs、1030 nm、激光頻率在1 kHz~1100 kHz之間可調,飛秒激光脈沖在時間與空間上均為高斯分布。
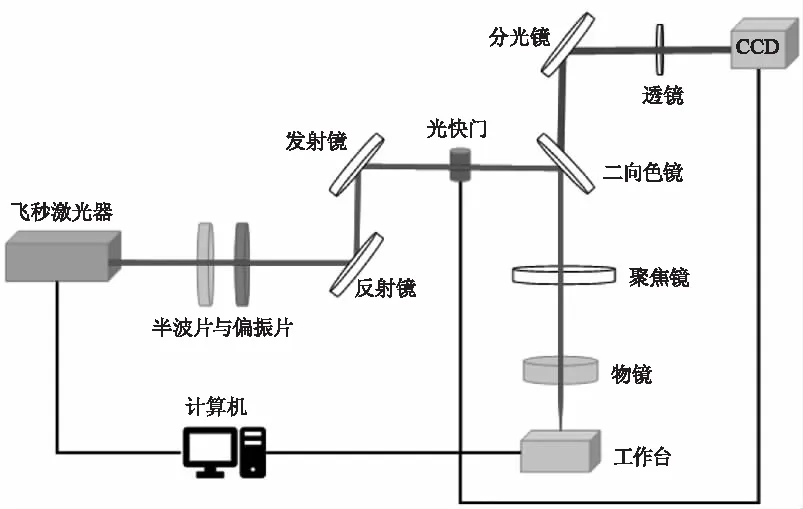
圖5 飛秒激光微納加工系統示意圖Fig.5 Schematic diagram of femtosecond laser micro-nano processing system
實驗中采用的樣品為厚0.2 mm的304不銹鋼矩形片,表面微孔加工采用略大于燒蝕閾值的能量密度為65 mJ/cm2的飛秒激光,使用改進的旋切法進行多邊形微孔加工。加工結束后測量了正七邊形的邊長和頂角到對邊的距離,顯微鏡下的尺寸如圖6所示,孔的設定尺寸和實際測量尺寸如表2和表3所示。設定的標準邊長為98 μm,經過實際測量邊長最大的誤差不超過2 μm,頂點到對邊的長度最大誤差不超過5 μm,在顯微鏡下沒有發現明顯的熔融物噴濺在不銹鋼上面的痕跡。對比文獻[7]中的飛秒激光沖擊打孔的方法,此種方法保證了不銹鋼微孔周圍的表面粗糙度,可以實現多種表面形狀的微孔加工。
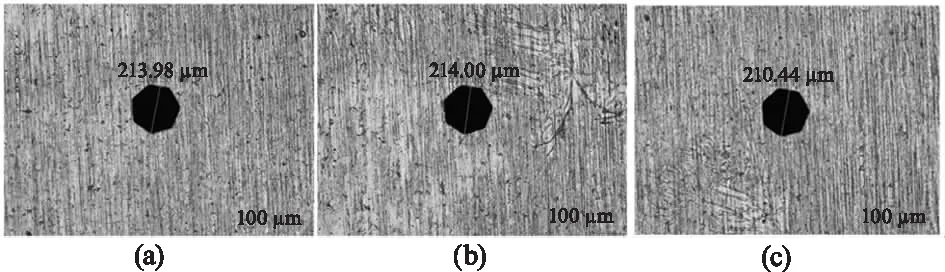
圖6 三個微孔的顯微圖像Fig.6 Microscopic images of three micropores
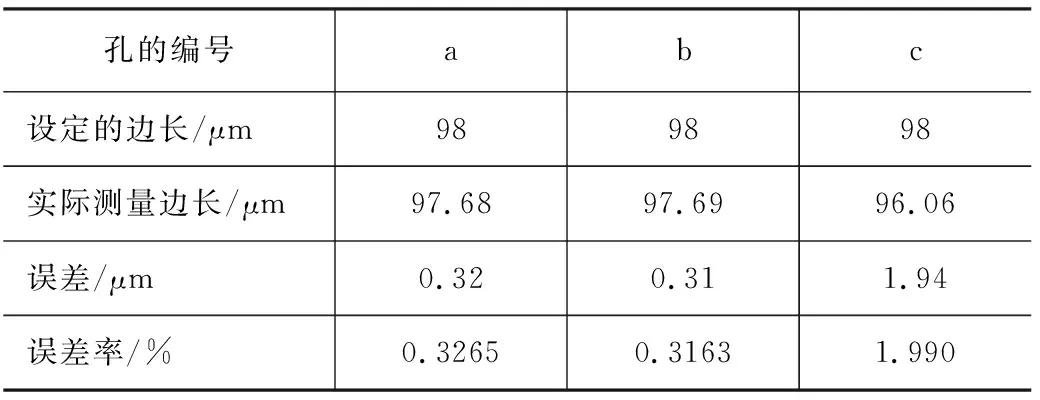
表2 微孔的參數及誤差(邊長)Tab.2 Parameters and errors of micro-holes(side length)

表3 微孔的參數及誤差(頂點到對邊的長度)Tab.3 Parameters and errors of micro-holes (length from vertex to opposite side)
圖7為三個孔在激光共聚焦顯微鏡下重建的三維形貌圖像,從圖像上可以看出最大孔深117.477 μm,每個微孔的孔底都不平整,有著一些較為尖銳的深小孔。在第一個孔的局部區域出現了熔融物堆積在不銹鋼表面的情況,最高的區域達到49.206 μm,其余兩個孔的周圍雖然在局部出現了非常微小的毛刺邊緣,但微孔周圍保持了原始的表面形貌,有著很高的加工質量。另外在三個微孔的內壁分布著周期性波紋結構,波紋結構的產生可以用自組織理論來解釋。值得注意的是,形成微孔孔底不平整的主要原因是因為能量的傳輸和累積不同造成的,能量累積導致過熱就會出現深小孔,而能量累積較少的區域燒蝕深度就會淺一些。
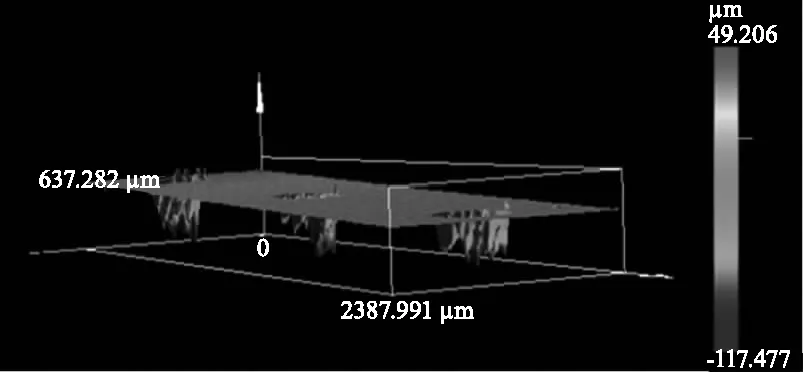
圖7 三個微孔的形貌圖Fig.7 Topography of three micropores
6 結 論
探究了飛秒激光燒蝕304不銹鋼制備表面微納結構的機理,通過理論分析和數值模擬相結合的方式進行理論研究。得到了電子系統和晶格系統在飛秒激光加載下的溫度演化規律,模擬了不同能量密度下電子與晶格系統的平衡過程,并在此基礎上模擬了隨著燒蝕深度的增加兩系統的溫度變化。結果表明隨著激光能量密度的增加,電子與晶格系統達到平衡所用的時間將會增加,并且隨著燒蝕深度的增加電子和晶格系統的溫度迅速降低,在約80 nm以內達到平衡。使用飛秒激光微納加工系統在304不銹鋼表面進行了多邊形微孔加工,微孔的內壁出現了條紋結構,微孔的邊緣較為平整,能夠保持原始的形貌特征和粗糙度。基于燒蝕304不銹鋼的機理,選擇合適的激光參數和加工方法,能夠制備其表面微納結構。
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16