熒光磁粉檢測閥體表面的方法研究
2022-05-30 10:48:04欒林翰殷榮帥崔勃
品牌與標準化 2022年3期
欒林翰 殷榮帥 崔勃

【摘要】磁粉檢測是無損檢測的常見方法之一。本文先將磁粉檢測中常用的線圈法、中心導體法進行對比分析,然后結合GE公司對閥體表面檢測的具體要求,提出采用線圈法和中心導體法對閥體表面進行檢測。對于L/D小于2的特殊工件,只要靈敏度試片測試達到要求就可以用磁粉線圈法進行檢測。
【關鍵詞】閥體;磁粉檢測;靈敏度
【DOI編碼】10.3969/j.issn.1674-4977.2022.03.013
Study on Fluorescent Magnetic Particle Testing Method for Valve Body Surface
LUANLin-han1,YINRong-shuai2,CUI Bo3
(1.Fushun Dongyuan Nondestructive Testing Co.,Ltd.,Fushun 113000,China;2.Fushun CNPC testing Engineering Co.,Ltd.,Fushun 113000,China;3.Fushun Institute of Technological Innovation,Fushun 113000,China)
Abstract:Magnetic particle testing is one of the common methods of non-destructive testing. First,the coil method and center conductor method commonly used in magnetic particle testing are compared and analyzed,and then combined with the specific requirements of GE for valve body surface testing,it is proposed to adopt the coil method and center conductor method. The surface of the valve body is inspected. For special workpieces with L/D less than 2,as long as the sensitivity test piece test meets the requirements,the magnetic powder coil method can be used for testing.
Key words:valve body;magnetic particle detection;sensitivity
磁粉檢測法是利用漏磁場吸附磁粉形成磁痕顯示從而進行檢測的一種方法。漏磁場是鐵磁性材料磁化后,在不連續處或磁路截面發生變化處,磁感應線進入和離開表面時所形成的磁場。空氣中的磁導率遠遠小于鐵磁性材料的磁導率時就會形成漏磁場。如果已磁化的工件上存在不連續性或裂紋,則磁感應線會優先通過磁導率高的工件,導致部分磁感應線從缺陷下面繞過,形成壓縮,造成磁場強度增大。磁粉向此移動聚集得到肉眼可見的相關顯示,從而發現缺陷。磁粉檢測法適用于檢測板材、棒材、管材的鍛件、鑄件、焊接件的表面與磁力線方向盡可能垂直的缺陷。當工件中的缺陷與磁力線方向小于30°時,工件中的缺陷基本上發現不了,所以磁粉檢測法不適用于檢測工件中淺而寬的缺陷。線圈法、中心導體法是磁粉檢測中常用的兩種方法。
1線圈法
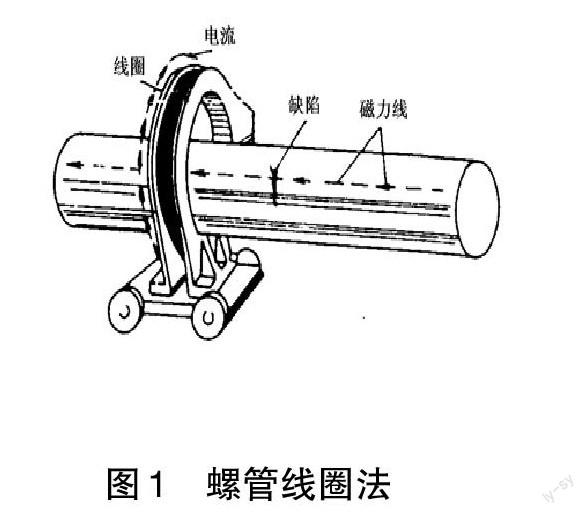
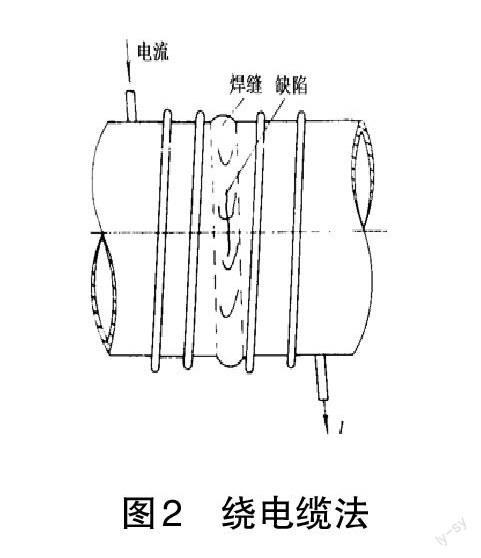
采用線圈法檢測工件的周向(橫向)缺陷時,將工件置于帶電線圈內或用軟電纜纏繞工件形成縱向磁場進行電磁檢測。線圈法主要用于焊縫、軸線、管子、棒材、鑄件和鍛件等長零件的磁粉檢測。檢測方法具體為螺管線圈法(見圖1)、繞電纜法(見圖2)。
1.1縱向磁化要求
1)工件在線圈中磁化與工件的長度L和直徑D之比(L/D)有密切關系,L/D愈小愈難磁化,所以,必須要求L/D≥2,若L/D<2,應采用與工件外徑相似的鐵磁性延長塊將工件接長,使L/D≥2;2)工件的縱軸應與線圈的軸線平行;3)要將工件緊貼線圈內壁放置進行磁化;4)對于長工件應分段磁化,并應有10%的有效磁場重疊;5)線圈的有效磁化區是從線圈端部向外延伸150 mm的范圍內,超過150 mm以外區域,磁化強度應采用標準試片確定。
1.2線圈法的優點
1)非電接觸;2)方法簡單;3)大型工件用繞電纜法很容易得到縱向磁場;4)有較高的檢測靈敏度。
1.3線圈法的注意事項
1)L/D值對退磁場和靈敏度有很大的影響,決定安匝數時要加以考慮;2)工件端面的缺陷會降低檢測靈敏度;3)為了將工件端部效應減至最小,應采用快速斷電的措施。
2中心導體法
中心導體法是從空心件的孔中鉆出導線,并將其置于孔中心,電流流經導體形成周向磁場(見圖3),因此,中心導體法又稱電流貫通法、穿棒法和芯棒法。該方法可用于檢查空心工件內外表面平行于電流的縱向不連續性,以及工件端部的徑向不連續性。由于內表面的磁場強度大于外表面,中心導體法可以更清晰地檢測出工件內表面的缺陷。內孔彎曲的工件,則使用軟電纜代替銅棒進行中心導體法磁化。
2.1中心導體法的優點
1)磁化電流不從工件上直接流過,不產生電弧;2)空心工件的內、外表面及端面都會產生周向磁場;3)重量輕的工件可用芯棒支承,多個小工件可穿在芯棒上一次磁化;4)一次通電,工件全長都能得到周向磁化;5)工藝方法簡單、檢測效率高;6)有較高的檢測靈敏度。
2.2中心導體法的缺點
1)對于厚壁、外表面缺陷的工件檢測靈敏度比內表面缺陷檢測低很多;2)檢查大直徑管件,采用偏置芯棒法檢測時需轉動工件進行多次磁化和檢驗;3)僅適用于有孔工件的檢驗。
3磁粉檢測的工藝規程及注意事項
磁粉檢測對表面光滑的鑄件檢測有較高的靈敏度,其工藝規程主要為:磁化規范—預處理—磁化工件—施加磁粉或磁懸液—磁痕分析評定—退磁—后處理。
為了工件表面檢測區域保持干燥,預處理時去除污穢、水垢、焊渣、油、油漆等影響檢測的無關物。熒光磁粉懸浮液檢查需要通過梨形的ASTM標準離心分離管進行分離處理,分離管最小刻度為0.05 mL。在讀數前,100 mL的磁粉懸浮液應在石油蒸餾懸浮液中沉淀大約60分鐘或水擊蒸餾液中沉淀大約30分鐘。評估要根據相應的標準對缺陷進行記錄和評定。退磁是當零件的殘留磁性干擾后續處理或使用時,應在完成檢驗后使零件恢復到磁中性狀態。后處理是檢測后對零件表面雜物進行處理。
4針對GE的產品檢測方案
被檢工件是GE公司的閥體。閥體是表面光潔度高的精密工件,出現的缺陷都很細微,并且工件多為圓柱形或圓餅形。缺陷產生方向很可能是縱向的,端面常出現橫向的缺陷。
4.1GE對產品檢測的要求
對閥體的磁粉檢測用的是固定式磁粉探傷機,線圈匝數為4(見圖4)。因為GE公司的閥體屬于表面高光潔度的工件,熒光磁粉都是有機載體,不可以用水作為載體,用水作為載體會使工件表面生銹影響工件的使用,同時用瓶(罐)裝的熒光磁粉也要檢測其濃度,達到GE公司規范標準之后才可以使用。根據GE公司規范,閥體檢測不允許使用接觸法,要對工件進行周向、縱向磁化,檢測表面任何方向的缺陷。
4.2具體檢測方案
根據GE公司提出的檢測要求制定檢測工藝規范,由于需要對工件進行縱向和橫向的磁化,所以,我們決定采用中心導體法和線圈法兩種方法對工件進行檢測。這批工件的檢測難度在于縱向磁化條件不符合標準。
中心導體法用于檢測工件內、外表面和電流方向平行的縱向缺陷和端面的徑向缺陷,磁體或通電導體通過筒體產生循環磁場。磁化規范見表1。
可以大致確定磁化電流,同時必須用靈敏度試片檢驗靈敏度是否達到要求。工件是由多個圓柱、圓餅組成,只要中間最大的靈敏度滿足就可以。中間的大圓柱有效直徑D=205mm,通過經驗公式得出磁化電流為1640~3280 A,在用靈敏度試片檢驗時發現,實際用4102A的電流靈敏度即可達到要求。
縱向磁化用的是線圈法,根據磁化規范計算,
1)當L/D≤4時,零件磁場強度計算公式為:
安-匝數=[35000/(1/0)]+2
2)當2≤L/D≤4時,零件磁場強度計算公式為:
安-匝數=45000/(L/D)
在使用線圈法時,當工件在線圈內被磁化,由于L/D小于2導致工件兩極會產生很大的磁極(磁鐵各部位的磁性強弱不同,靠近磁鐵兩端磁性特別強、吸附磁粉特別多的區域稱為磁極)。鐵磁性材料磁化時,由材料中磁極所產生的磁場稱為退磁場,它能削弱外加磁場。工件L/D越小,退磁場就越大。如果工件兩端磁化不夠,那么細小缺陷可能檢測不出來。為了增加L/D值使其大于2,可以在工件兩端加上磁極延長塊,這樣是達到了標準,但是要考慮到這是批量100%的檢測,若兩端加上磁極延長塊會大大增加工作量,延長工作時間,所以,兩端加上磁極延長塊方法不適用。
工作中確定是否可以用該種方法,要先確定靈敏度是否達到要求,用靈敏度試片進行測試。我們先將工件放入線圈中,采用縱向檢測方法時所用的電流大小,線圈匝數為4進行磁化,用靈敏度試片對工件的內外表面及橫截面進行檢驗,發
現靈敏度試片測出靈敏度都達到要求(見圖5)。
經過多次溝通與交流,GE工程師責任負責人在L/D小于2不符合標準而靈敏度試片檢測符合標準情況下同意檢測。在黑光燈下用熒光磁粉檢測,利用周向、縱向兩個方向的磁化,可以發現工件表面任何方向的缺陷。對工件檢測完成之后,檢測發現工件剩磁大于5高斯時需要退磁,退磁后的剩磁量不得超過3高斯。
5結語
美國GE公司的閥體,如果存在缺陷,相對比較難被發現。對此,我公司根據標準來制定工藝卡,通過比較磁粉、檢測方法、載液的不同,采用適用于檢測表面光潔度高的閥體工件的熒光磁粉法對工件進行檢測。該方法檢測靈敏度高、檢測速度快,并且不會損壞閥體。
【參考文獻】
[1]魏同鋒.閥體三通管的熒光磁粉檢測[J].中國標準化,2020(6):175-178+183.
[2]柳曉民,張幼德,龐東旭.用熒光磁粉檢測重要壓力容器的表面缺陷[J].壓力容器,2004,21(8):49-50.
[3]羅俊勇,張續,牟曦輝,等.非標準可見光照度下熒光磁粉檢測應用研究[J].四川化工,2017,20(2):39-41+47.
[4]鄭何程,馮建,盧繼平.表面裂紋熒光磁粉檢測分析[J].科技傳播,2013(23):155-156.