貼片蜂鳴器功能可靠性研究
2022-05-30 12:09:53古湘龍湯龍張勇
電子產品世界 2022年8期
古湘龍 湯龍 張勇
摘 要:貼片蜂鳴器由于其體積小,可SMT貼裝生產等優點在家電控制電路板生產中運用得越來越普遍,也是電子制造輕量化、SMT集成化的發展趨勢要求。但是,貼片蜂鳴器加工工藝相較于THT蜂鳴器較更復雜,同樣故障率也更高。本文通過對甲公司出現的質量問題分析,從降低故障率提高質量的角度,希望能為貼片蜂鳴器的質量可靠性提升盡一份力。
關鍵詞:貼片蜂鳴器;無訊響;可靠性提升
1 引言
蜂鳴器是一種一體化構造的電子訊響器,能發出蜜蜂一樣喻叫的聲音,當然發出的聲音比蜜蜂叫聲響得多。采用直流電壓供電,普遍應用于計算機、打印機、報警器、定時器等電子產品中做發聲器件。
蜂鳴器分為壓電式蜂鳴器和電磁式蜂鳴器,在此我們是圍繞壓電式蜂鳴器展開講述的,壓電式蜂鳴器主要組成結構有多諧振蕩器、壓電蜂鳴片、阻抗匹配器及共鳴箱、外殼等組成。多諧振蕩器由晶體管或集成電路構成,當接通電源后(1.5-15 V直流工作電壓),多諧振蕩器起振,輸出1.5-2.5 kHz的音頻信號,阻抗匹配器推進壓電蜂鳴片進行發聲。壓電蜂鳴片由鋯鈦酸鉛或鈮鎂酸鉛壓電陶瓷材料制成,在陶瓷片的兩面鍍上銀電極,經極化和老化處置后,再與黃銅片或不銹鋼片粘在一起。空調主板上使用的多為單面結構的發聲單元。即用一片圓形壓電元件和金屬片等組合而成。把其固定在一個腔體內,就形成壓電陶瓷蜂鳴器。
目前,空調用蜂鳴器幾乎都采用壓電陶瓷片,其具有壓電效應。即壓電陶瓷片在受力作用后,其厚度上發生機械變形,導致其表面上出現電荷或在其電極上產生電位差,當陶瓷蜂鳴器施加一個壓電片的極化方向相同的電壓時,則極化強度增強,陶瓷片就沿徑向伸長。反之,當外加電壓方向與陶瓷片極化方向相反時,極化強度減弱,陶瓷片就沿徑向收縮。即“電致伸縮”現象。由于粘膠在陶瓷片上的金屬片既不擴張也不收縮。當陶瓷片產生“電致伸縮”現象時陶瓷片徑向伸縮變為彎曲振動。當陶瓷片產生時大時小,時上時下的振動,前期周圍的空氣發出相應的聲波,當聲波與共振腔體產生共振時,就可以聽到比較大的聲音了。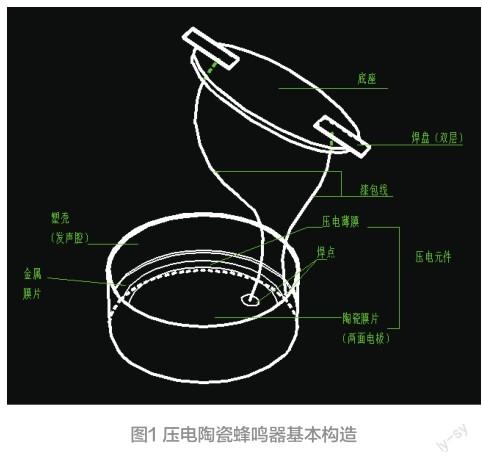
2 失靈原因及失效機理分析
貼片蜂鳴器通過貼裝焊接組裝后,經過在線電測出現大量蜂鳴器開短路異常,通過對異常品的解剖、X光、模擬實驗等大量異常數據樣本的比對分析,發現其故障現象存在以下3個方面影響。
(1)廠家制作過程工藝粗糙引起的故障不良,如蜂鳴器焊盤與壓電片間漏焊接,僅用膠水固定,連接不穩定,測試過程呈現開路現象。廠家焊接出現虛焊冷焊,周轉及使用過程出現脫焊,焊料使用不當,膜片異物等制程低級問題如下圖3。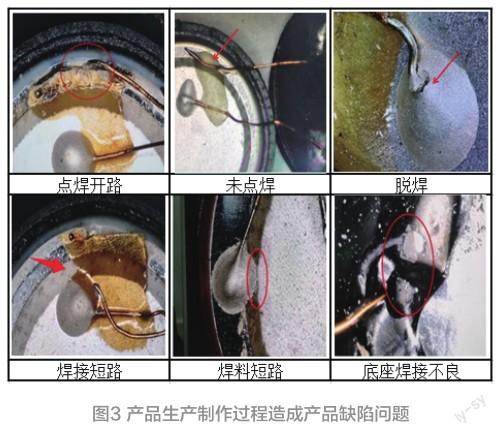
供應商生產產品本身質量可靠性差,同時相應的質量監控手段缺乏,需完善提高。
(2)器件受熱環境不同引發故障率上漲,核查該蜂鳴器共使用在四款線控器上,其中1款貼裝面在B面(雙面板的第二次回流焊接面)使用過程僅承受一遍回流焊溫度影響,其他3款的貼裝面在A面,第一次回流焊接便進行了貼裝,在使用過程中需承受兩遍回流焊溫度影響(回流焊峰值溫度達245±5 ℃,器件通過波峰焊時不涉及焊接,所受溫度影響可忽略)。通過對此類下線樣品的復核,發現其失效形式主要為漆包線漆膜脫落,與另一根漆包線或壓電片電極產生短路。
通過統計各款線控器的總制作數及其因材質受熱產生故障的總下線故障率后發現,承受一遍回流焊溫度影響的蜂鳴器下線率要遠低于承受兩遍回流焊接溫度影響的的蜂鳴器。可見通過回流焊次數對蜂鳴器本身材質的耐熱性能存在明顯的關聯,如圖4。

(3)蜂鳴器內部壓電片制作過程中未注重環境溫濕度管控導致壓合殘留水汽,經使用過程回流焊受高溫膨脹引起陶瓷層產生開裂;蜂鳴片生產過程中,陶瓷層與基片膠合制程作業現場環境濕度過高,膠水中吸附濕氣,導致膠合后中間粘結層存在氣泡,在產品經過使用端回流焊高溫時,陶瓷底部膠水層的氣泡受高溫影響膨脹,將陶瓷層頂開裂,最終引起不良發生;生產使用過程回流焊接物料受熱溫度急劇上升(240±5 ℃),水汽膨脹造成彈片開裂,陶瓷膜片開裂形變錯位造成上下電極接觸形成短路或不穩定短路以及電容值小故障。故障蜂鳴器解剖后陶瓷膜片情況如圖6。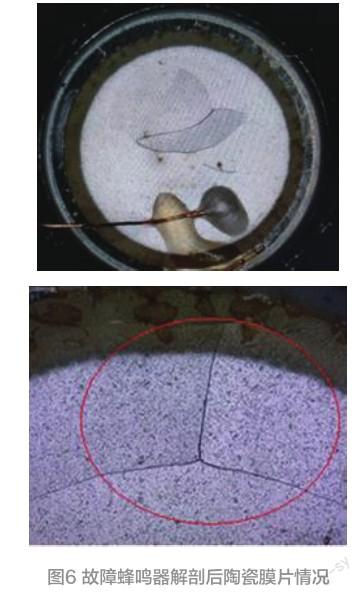

3 可靠性提升
方案一:生產制造工藝及控制加嚴
針對點焊機漏焊、焊點異常過程有效控制,制作過程調整點焊機設置,將點焊機的計數調整為整條工裝蜂鳴片的數量20片,點焊時設備在進行20片時會進行報警提示,防止整條工裝中個別未點焊。同時,針對蜂鳴片點焊質量檢查由人工檢查更改為CCD的放大全檢,通過放大將點焊不良以及打膠不良進行挑出。并將控制要求添加入作業指導書知道現場生產。出貨加嚴抽檢,批量驗證未出現低級制作問題引發的生產下線。
優化手操器回流焊接工藝流程,調整器件位置,首先從多次焊接受熱方面降低影響,并同時提升核心材料耐熱性能。
1.通過優化電路及整體線控器設計,將蜂鳴器調整至B面焊接,減少焊接受熱次數。
2.將內部漆包線材質更換成耐熱性能更佳的型號,由P180改為E180,提升漆包線承受焊接溫度能力。
針對環境濕氣引起蜂鳴片過回流焊升溫膨脹開裂,制定以下措施進行整改優化。
1.針對陶瓷片膠合生產車間增強房間密封性,隔層玻璃由單層更改為雙層,同時增加除濕機空調等設施。將制作加工環境溫度恒定在18-28 ℃,40-70% RH條件下。
2.物料來料包裝形式由普通的編帶包裝更改為真空包裝,且內置干燥劑和濕度卡,確保物料中途不會再次受潮。
3.出貨前100%電測,進行回流焊測試,并且在點焊前增加120 ℃高溫烘烤4小時,確保最大程度在高溫下將不良催化在內部發生出來。
4 結語
本文結合大量失效品分析,對我司貼片蜂鳴器失效原因及失效機理進行分析,分析結果表明貼片蜂鳴器耐焊接能力差且制程工藝受人為因素影響大,制造工藝問題突出。過程使用焊接熱加工容易引起器件產生失效。經過對貼片蜂鳴器的失效機理分析,確定采取優化過程生產工藝和提升貼片蜂鳴器材質耐焊接熱能力,經過實際實驗驗證可以大幅度提高貼片蜂鳴器的耐焊接熱性能及可靠性。同時提升供應商制程環境溫濕度管控水平,避免陶瓷片二次受熱開裂。從器件本身和加工使用過程兩方面入手,該整改思路可靠,相關整改方案已經得到實際跟蹤驗證,貼片蜂鳴器質量可靠性得到有效提升,該整改思路及可靠性提升方案行業均可借鑒。
參考文獻:
[1] 褚濤.耐高溫PNN-PSN-PMN-PZT壓電陶瓷的制備及器件性能研究[J].材料保護,2016,22(S1):12-14.
[2] 韓雪飛.壓電陶瓷及蜂鳴器的制備與性能[J].機械工程材料, 2017,35(02):54-56.
[3] 陳明軒.蜂鳴器抗耐熱性失效研究與應用[J].電子產品世界,2019, 26(08):41-43.