絲粉協同高速激光熔覆不銹鋼層組織性能研究
2022-05-28 07:12:22韓彬胡春陽韓偉賈晨昕張琪蘇成明李美艷曹鵬
表面技術 2022年5期
關鍵詞:不銹鋼
韓彬,胡春陽,韓偉,賈晨昕,張琪,蘇成明,李美艷,曹鵬
絲粉協同高速激光熔覆不銹鋼層組織性能研究
韓彬1,胡春陽1,韓偉2,賈晨昕1,張琪1,蘇成明3,李美艷1,曹鵬3
(1.中國石油大學(華東)材料科學與工程學院,山東 青島 266580;2.中國石油四川石化有限責任公司,成都 611930;3.陜西天元智能再制造股份有限公司,西安 710018)
探究海洋工程裝備表面高效高質量強化及改性新技術,提高17-4PH不銹鋼層制備效率及綜合性能。采用高速激光熔覆技術制備17-4PH絲材、17-4PH絲材協同B4C粉末及17-4PH絲材協同Cr3C2粉末3種熔覆層。通過X射線衍射儀、掃描電鏡及能譜儀等儀器分析熔覆層的組織結構。利用顯微硬度計及電化學工作站測試熔覆層的硬度及耐蝕性。17-4PH絲材熔覆層主要為α相(馬氏體),而2種絲粉協同熔覆層的相結構除α相(馬氏體)外還出現γ相(奧氏體)。3種熔覆層組織及成分整體均勻,絲粉協同熔覆層晶界出現Cr、Nb等碳化物析出,表層分布碳化物顆粒。碳化物顆粒的添加提高了熔覆層硬度,尤其是B4C顆粒,其作為硬質相來增強熔覆層,在均勻細化晶粒的同時使得晶界和晶內析出大量第二相顆粒,硬度較未添加碳化物顆粒的17-4PH絲材熔覆層提升約35.53%。3種熔覆層在3.5%NaCl溶液中的耐腐蝕性均較好,尤其是協同添加Cr3C2顆粒的熔覆層,相較于17-4PH絲材熔覆層,其腐蝕電流密度由0.592 400 μA/cm2降低至0.014 094 μA/cm2,腐蝕電位由–0.314 05 V提高至–0.134 64 V。在40 mm/s的熔覆速度下,使用協同預熱的焊絲與同軸送進的粉末,高效高質量制備了不銹鋼層,充分結合了熱絲熔覆效率高及送粉熔覆成分易調節等優點。相較于17-4PH絲材熔覆層,2種絲粉協同熔覆層的物相均除α相外出現了γ相,碳化物的添加細化了組織,且晶界有新的析出相。17-4PH絲材協同B4C粉末熔覆層硬度顯著提高,而17-4PH絲材協同Cr3C2粉末熔覆層在3.5%NaCl溶液中的耐蝕性明顯提升。
絲粉協同;高速激光熔覆;17-4PH不銹鋼;B4C;Cr3C2;組織結構;顯微硬度;耐蝕性
海洋環境復雜多變,海洋工程裝備關鍵零部件表面性能及服役壽命在嚴苛工況下面臨嚴峻挑戰[1],亟需探究海洋工程裝備表面高效高質強化及改性新技術。目前對易失效零部件進行表面改性或者失效零件再制造的手段主要有鍍硬鉻、熱噴涂、堆焊、激光熔覆等,而激光熔覆快冷快熱的特點及通過對能量的精確控制,使得熱影響和稀釋都較小[2],高效高品質、綠色環保、經濟可靠的激光熔覆技術得到越來越廣泛的應用。為了提高激光熔覆效率,高速激光熔覆及超高速激光熔覆逐漸發展起來。韓彬等[3]通過對比研究傳統激光熔覆與高速激光熔覆鎳基合金層的組織和耐磨性,發現高速激光熔覆層的稀釋率更低,組織更細密,耐磨性也得到了提高。婁麗艷等[4]采用超高速激光熔覆開展了大量工作,制備了組織致密、性能良好的鎳基WC復合耐磨涂層、鈦合金阻燃涂層、CuAlNiCrFe高熵合金阻擴散涂層以及鋁合金耐磨涂層。
目前,激光熔覆使用的材料主要為金屬粉末,給料方式包括預置鋪粉[5-6]、同軸送粉[7]、旁軸送粉[8]等,多種材料激光熔覆層的組織結構、硬度、耐蝕性等獲得了廣泛研究[9-10]。激光熔絲采用金屬絲材作為材料,與粉末作為原料相比,具有加工效率高、材料利用率高、生產自由度大、表面成形質量好、生產效益高、無粉末污染等優點,得到了廣泛研究[11]。王強等[12]采用旁軸送絲在2.7 m/min的掃描速度下制備了17-4PH熔覆層,該研究發現隨激光功率的增加,熔覆層的高度先減小后增大,平均顯微硬度則逐漸提高,綜合考慮成形性、組織結構、熱影響及硬度等因素,2 600 W為最佳激光熔覆功率。此外,關于軸向送絲、側向送絲及各參數匹配影響的規律得到了一定的研究與發展。
在送絲高效激光熔覆的基礎上,結合粉末材料易調節的優點,絲粉協同激光熔覆得到廣泛研究。李福泉團隊在絲粉同步激光熔覆研究方面開展了大量工作,制備了WC/Ti-6Al-4V[13-14]及WC/Al[15-17]等多種復合材料,對激光熔覆功率、成形性、組織結構、硬度及耐磨性進行了研究。Syed等[18]通過旁軸送出Cu粉協同旁軸送進Ni絲的方法,成功制備了梯度合金激光熔覆層,并實現了熔覆層形狀、稀釋率、枝晶間距、材料分布、硬度及熱性能等方面的調控。但以上研究的熔覆速度和效率仍有待進一步提高。鑒于絲粉協同匹配影響及兩者與激光耦合作用的復雜性和不確定性,該方面的研究仍是表面改性及再制造領域中的難點、熱點問題,而且在高速激光掃描狀態下進行絲粉協同熔覆更有望推動其工業應用。
17-4PH不銹鋼因為兼具良好的機械性能和耐腐蝕性能,廣泛地應用于海洋平臺及海洋工程裝備。采用激光熔覆技術在海洋裝備關鍵零部件表面制備17-4PH不銹鋼層是對海洋裝備表面強化及改性的經濟且有效的方法。本文為了探究海洋工程裝備表面高效高質強化及改性新技術,提高海洋裝備關鍵零部件表面17-4PH不銹鋼層的制備效率及綜合性能,結合熱絲熔覆效率高及送粉熔覆成分易調節等優點,采用絲粉協同高速激光熔覆制備3種不銹鋼層,并研究B4C、Cr3C2碳化物顆粒添加對熔覆層組織性能的影響。
1 試驗
1.1 熔覆層制備
絲粉協同高速激光熔覆試驗的基板選用大小為100 mm×100 mm×15 mm的20#鋼,熔覆前對基板進行打磨除銹。熔覆絲材選用牌號為ER630、直徑為1.2 mm的17-4PH不銹鋼焊絲,其化學成分如表1所示。粉末為純度大于99%且直徑為45~150 μm的B4C顆粒及Cr3C2顆粒。
表1 17-4PH不銹鋼焊絲的化學成分
絲粉協同高速激光熔覆試驗在配備了Raycus RFL- A3000D光纖輸出半導體激光器的ProLC-3000MT成套設備上進行。將不銹鋼焊絲盤裝于送絲輪上,并預出絲至導電嘴,調整送絲結構的位置及方向并保證焊絲端部在熔覆過程中穩定地送至激光光斑照射在基板的中心,將所需碳化物顆粒置于送粉筒中,碳化物粉末經送粉系統均勻的由對稱分布于熔覆頭的四路送粉銅管送出,在數字化控制面板選擇并輸入熔覆工藝參數后開始試驗。絲粉協同的過程主要通過同軸送粉及旁軸送絲實現,通過控制送絲機構及送粉機構,控制焊絲與粉末的添加質量比約為12∶1。激光加工前,不銹鋼絲已通過熱絲電源及導電嘴預熱,送粉氣及保護氣均選用純度為99.99%的純氮氣。絲粉協同高速激光熔覆示意圖如圖1所示,激光熔覆的主要工藝參數如表2所示。

圖1 激光熔覆示意圖
1.2 組織結構表征及性能測試
1)成形良好的熔覆層打磨去渣后進行著色滲透探傷,無缺陷的熔覆層經電火花線切割成10 mm× 10 mm×10 mm的試樣后,將待測試面用水砂紙由粗到細磨制并拋光。
2)采用X`Pert PRO MPD X-射線衍射儀(XRD)分析3種熔覆層的物相組成,測試條件為:Cu Kα靶,電壓40 kV,電流40 mA,測試范圍2=20°~100°,掃描速度4 (°)/min。
3)待測面用王水腐蝕均勻后,采用JSM-7200F型掃描電子顯微鏡觀察3種熔覆層表面及截面的顯微組織,并通過配套的EDS能譜儀對微區元素及成分進行檢測分析。
4)采用HV-1000顯微硬度計測試3種熔覆層截面的顯微硬度,加載載荷為100 g,保載時間為15 s。從截面頂部到基體每隔0.1 mm測量顯微硬度,每個試樣截面檢測平行的3列硬度值并取平均值。
5)采用CS310電化學工作站測試3種熔覆層表面在3.5%NaCl溶液中的耐均勻腐蝕性能,17-4PH絲材高速激光熔覆層、17-4PH絲材協同B4C粉末高速激光熔覆層及17-4PH絲材協同Cr3C2粉末高速激光熔覆層,分別用銅線固定連接后采用環氧樹脂封裝,只漏出完整的待測表面作為工作電極,鉑片為輔助電極,飽和甘汞電極為參比電極。
表2 激光熔覆的工藝參數

Tab.2 Laser cladding process parameters
2 結果及分析
2.1 物相分析
圖2是17-4PH絲材高速激光熔覆層、17-4PH絲材協同B4C粉末高速激光熔覆層及17-4PH絲材協同Cr3C2粉末高速激光熔覆層的XRD圖譜。由圖2可見,17-4PH熔覆層主要為α相(馬氏體或鐵素體),這是因為熔覆層成分中C的含量特別低,體心四方的馬氏體晶格畸變非常小,XRD分析難以區分其與體心立方的鐵素體[19-21];17-4PH絲材協同B4C粉末熔覆層除了主要的α相(馬氏體或鐵素體)外,還出現了少量γ相(奧氏體);而在17-4PH絲材協同Cr3C2粉末熔覆層中,γ相(奧氏體)成為了主要相,而α相(馬氏體或鐵素體)含量很少。添加碳化物顆粒的2種絲粉協同熔覆層出現γ相(奧氏體)的原因主要是C元素的加入,其溶于γ-Fe形成有限固溶體,作為奧氏體形成元素擴大奧氏體區。此外,Cr3C2的熔點(1 890 ℃)低于B4C的熔點(2 450 ℃),在熔覆過程中,更多的Cr3C2顆粒完全熔融進入熔覆層組織,更多的C元素在17-4PH絲材協同Cr3C2粉末高速激光熔覆層中擴大奧氏體區,使得γ相(奧氏體)成為主相。需要注意的是,根據17-4PH不銹鋼特點[22-25],熔覆層中本應有少量的ε-Cu、NbC、M7C3及M23C6等沉淀相,但在其XRD圖譜中并沒有發現,這是由于熔覆層中Cu、Nb含量較少,且高速激光熔覆急冷急熱的加工特點使得各種析出很少,XRD沒有檢測出來。此外,為了避免嚴重的應力集中及熔覆層韌性惡化,2種絲粉協同熔覆層僅添加了少量的碳化物顆粒,難以在2種熔覆層中通過XRD分析出所添加碳化物的明顯特征峰。

圖2 3種高速激光熔覆層的XRD圖譜
2.2 顯微組織及微區成分分析
圖3為3種高速激光熔覆層表面的顯微組織。圖4為圖3對應微區的面掃描成分。17-4PH熔覆層表面組織為不同取向的板條馬氏體,成分均勻,未見明顯的成分偏析;17-4PH絲材協同B4C粉末熔覆層表面中的細長馬氏體排列整齊、形狀規則,且沿馬氏體取向出現了細小規則的等軸晶,晶界有明顯的析出相,析出位置中B、C、Nb、Mo、Cr等元素含量明顯偏高;而17-4PH絲材協同Cr3C2粉末熔覆層表面幾乎全部是大小均勻、形狀規則的等軸晶,僅剩少量的短小馬氏體組織,晶界有明顯析出,析出位置中Cr、C元素含量明顯偏高。值得注意的是,3種熔覆層中的馬氏體組織形貌并不相同,碳化物顆粒的添加使得熔覆層中的馬氏體相含量減少,且形態發生轉變。由3種熔覆層表面顯微組織可以確定XRD分析中的α相為馬氏體。
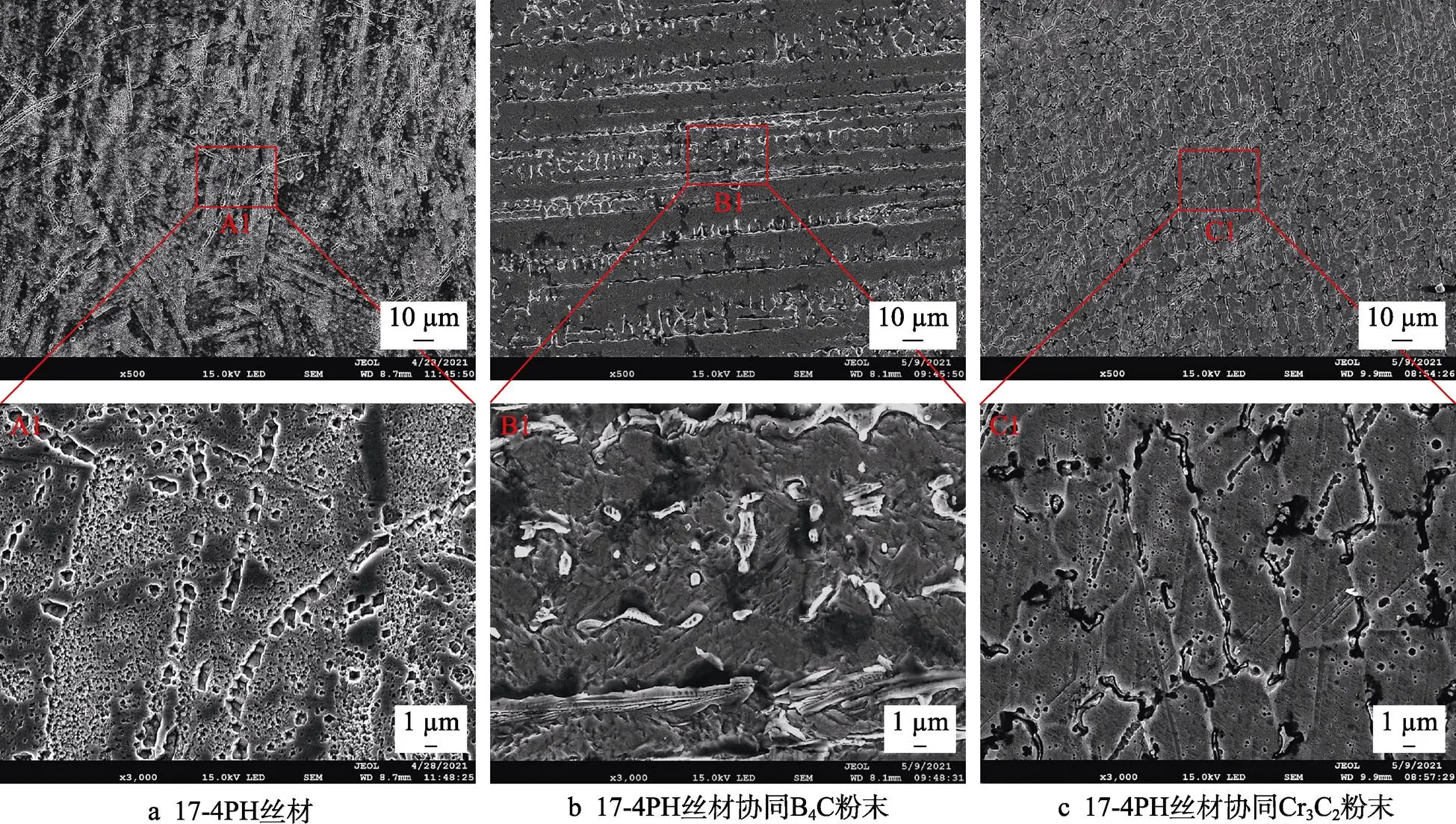
圖3 3種高速激光熔覆層表面的顯微組織
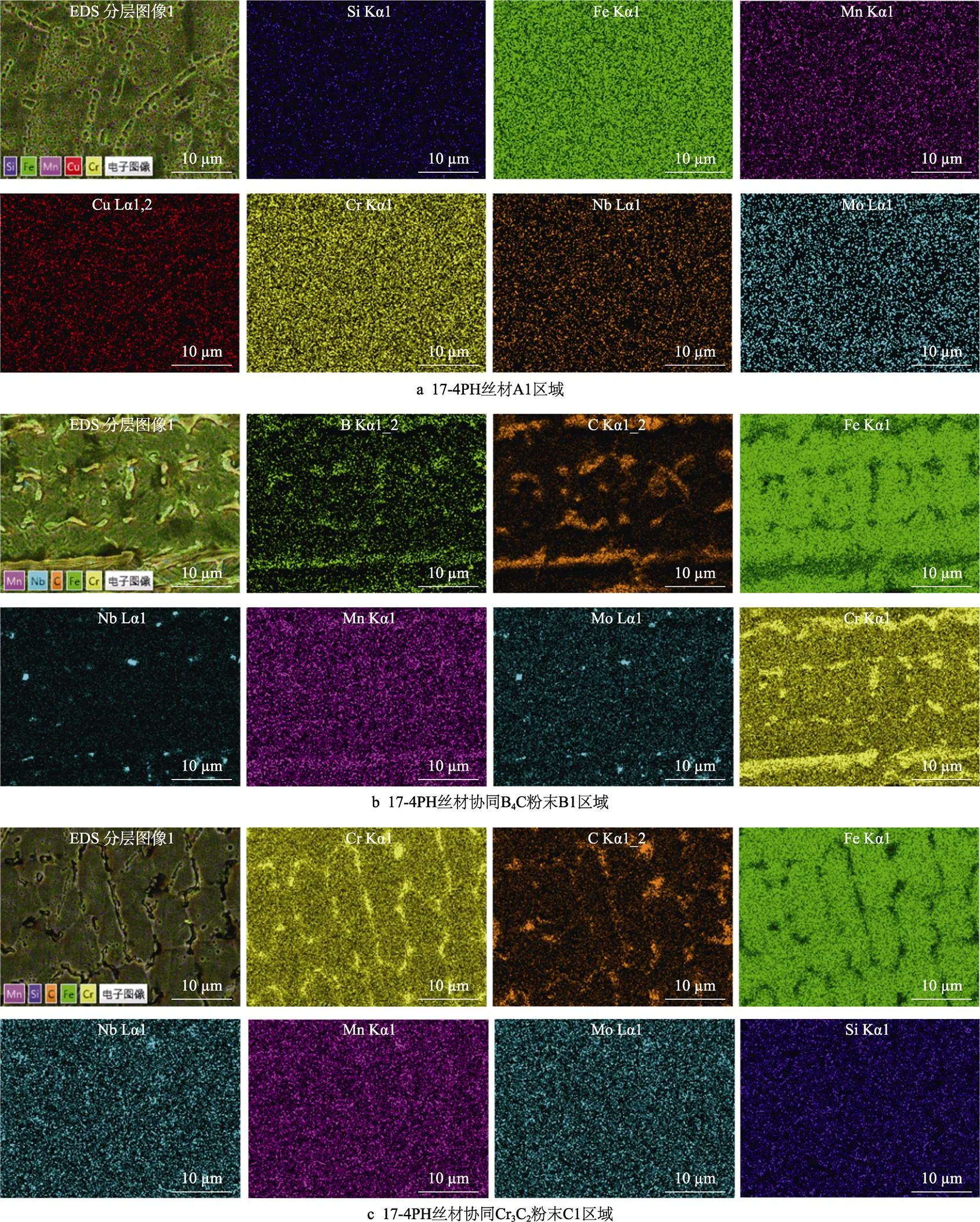
圖4 3種高速激光熔覆層表面微區的成分
圖5為3種高速激光熔覆層橫截面的顯微組織。圖6為圖5中標記微區的面掃描成分。3種熔覆層厚度均超過了1.5 mm,致密無缺陷,底部白亮層平面晶表明熔覆層與基體冶金結合良好,2種絲粉協同熔覆層表層成功分布了碳化物顆粒,在強化熔覆層表面的同時保證中下部熔覆層的韌性。17-4PH熔覆層截面組織及成分均勻,底部細小板條馬氏體垂直基體向上;中部馬氏體組織取向交錯;上部板條馬氏體更加細長。17-4PH絲材協同B4C粉末熔覆層的截面組織細密,有大量Cr、Nb、B的碳化物析出,截面底部除了細小的馬氏體外,還有垂直白亮層向上生長的柱狀晶,晶界有大量的析出物且晶內有大量的析出顆粒;熔覆層中部組織除馬氏體外,還存在大量為分區域擇優取向生長的均勻規則的柱狀晶;熔覆層的上部組織在中部馬氏體及柱狀晶的基礎上更加細化,且在頂部彌散分布了B4C顆粒,這些密度小的輕質顆粒難以下沉,提高了表層異質形核率,成為垂直其邊緣向外輻射生長細小枝晶的成核中心。17-4PH絲材協同Cr3C2粉末熔覆層的截面底部主要為垂直于平面晶向上生長的柱狀晶和胞狀晶,晶界有少量析出物;熔覆層中部主要為胞狀晶和等軸晶,晶界析出物增多;熔覆層上部分布著少量的Cr3C2顆粒,在顆粒表面形核并垂直向外生長成細小晶粒。值得注意的是,3種熔覆層中均未發現ε-Cu沉淀相。
2.3 橫截面顯微硬度分析
圖7為3種高速激光熔覆不銹鋼層截面的顯微硬度分布曲線。3種熔覆層的硬度較基體均有明顯提高,17-4PH熔覆層的平均顯微硬度為239.81HV0.1;與17-4PH熔覆層相比,17-4PH絲材協同B4C粉末熔覆層的平均顯微硬度有明顯提高,達到320.21HV0.1,提升幅度約為35.53%;而17-4PH絲材協同Cr3C2粉末熔覆層的平均顯微硬度變化不大,為255.66HV0.1,與17-4PH熔覆層相比僅提升約6.61%。這是因為17-4PH絲材協同B4C粉末熔覆層組織中出現大量析出物,第二相強化起到更好的效果,顯著提高了熔覆層硬度。
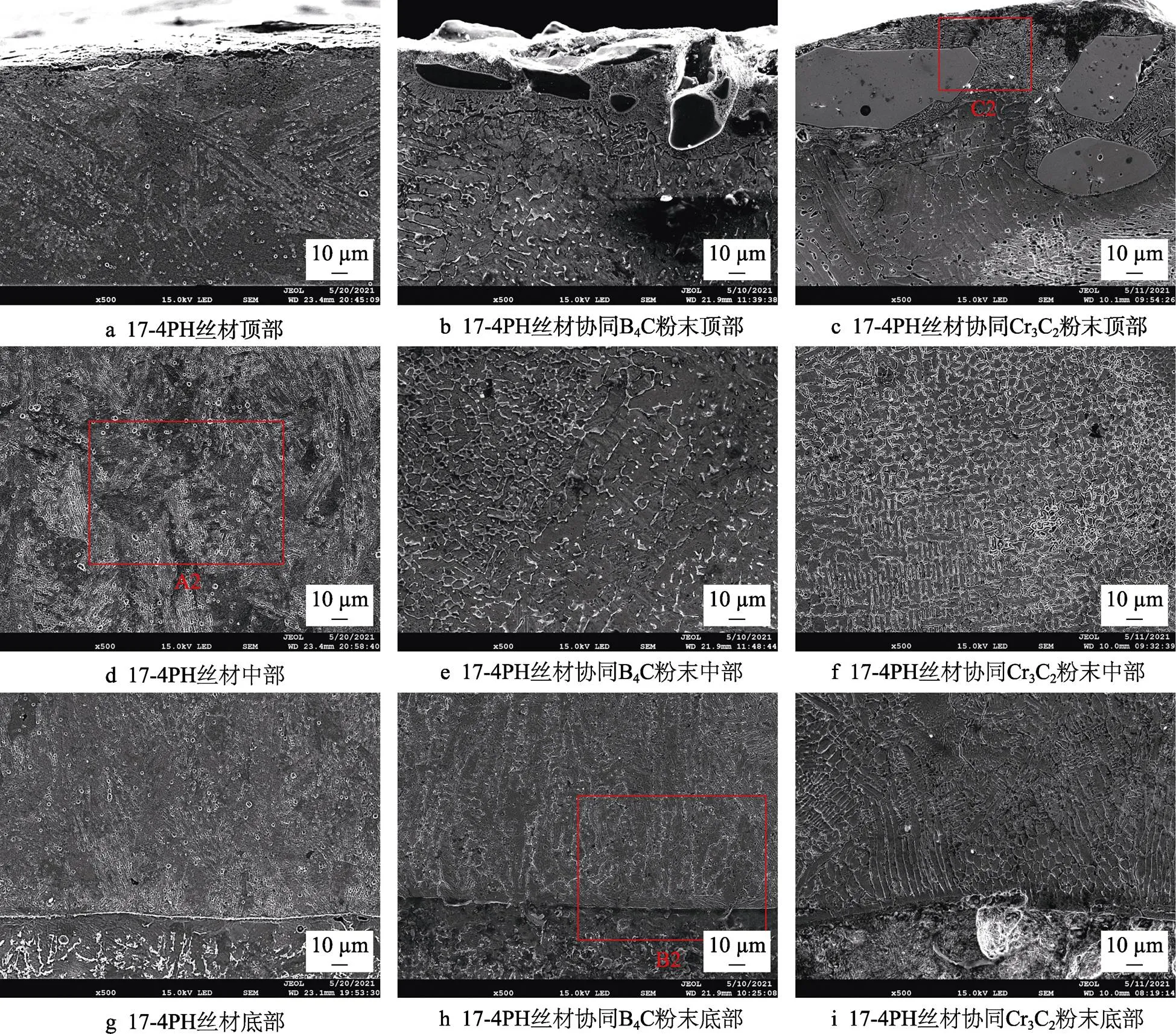
圖5 3種高速激光熔覆層橫截面的顯微組織
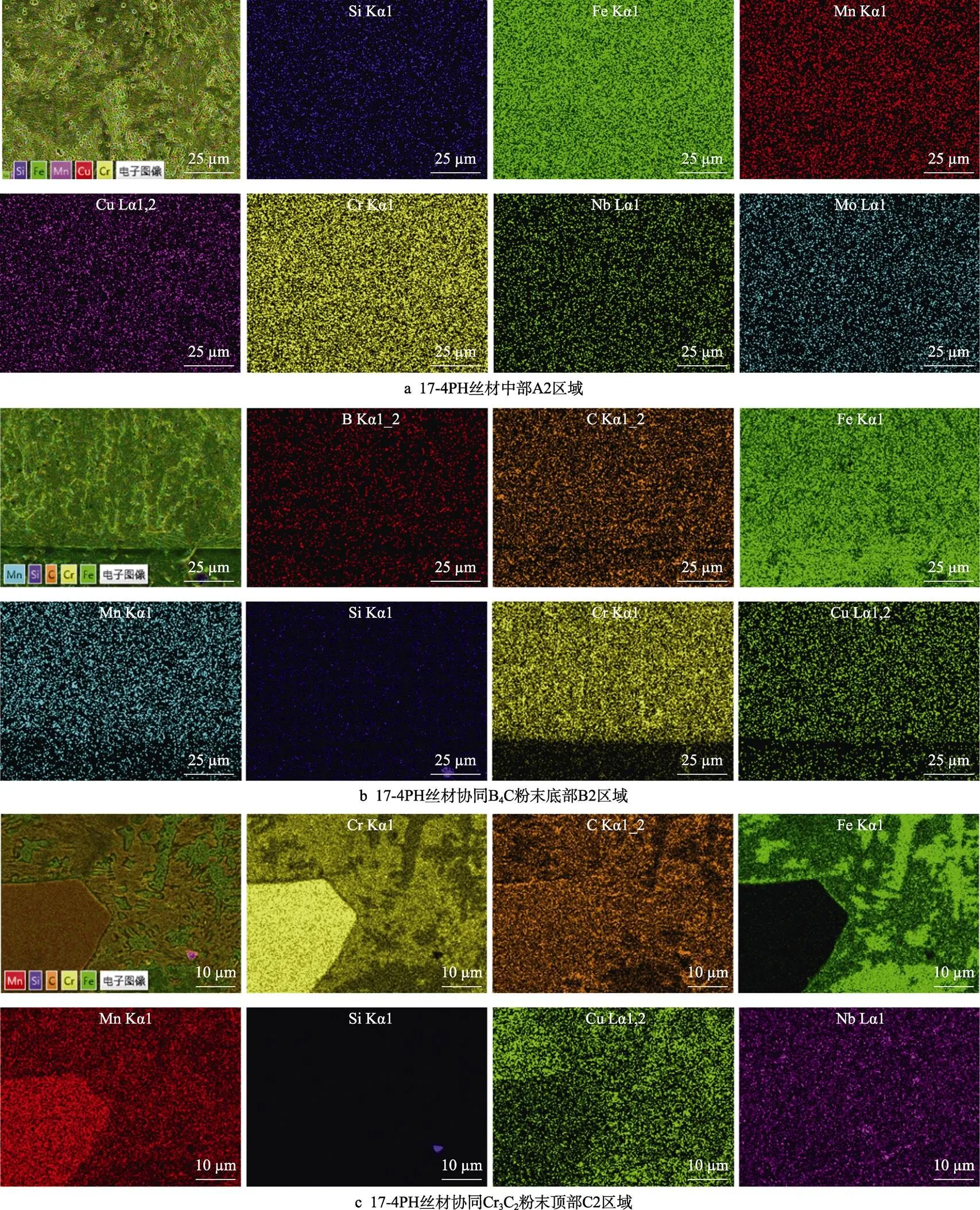
圖6 3種高速激光熔覆層橫截面微區的成分

圖7 3種高速激光熔覆層橫截面的顯微硬度
2.4 耐蝕性分析
圖8為3種高速激光熔覆不銹鋼層在3.5%NaCl溶液中的動電位極化曲線。經過擬合得到腐蝕電位(corr)和腐蝕電流密度(corr),如表3所示,兩者用于表征熔覆層的耐腐蝕性能。corr值越大、corr值越小,則熔覆層的耐蝕性越好。根據擬合得到的腐蝕電位及腐蝕電流密度可知,3種熔覆層均有良好的耐蝕性,這與17-4PH材料的特點及高速激光熔覆快速凝固冷卻細化組織有關。尤其是17-4PH絲材協同添加Cr3C2粉末的熔覆層的耐蝕性最好,主要有兩方面原因:一是與其奧氏體含量增多有關,奧氏體作為單相的面心立方結構,組織更加穩定,吉布斯自由能相對更低,位錯等微缺陷也比馬氏體組織少,奧氏體的增多提高了熔覆層的耐蝕性;二是完全熔融進入熔覆層的Cr3C2粉末,補充、甚至增加了熔覆層中的Cr元素,Cr元素提高了不銹鋼層的電極電位和鈍化能力,進而提高了熔覆層的耐蝕性。而17-4PH絲材協同添加B4C粉末熔覆層的耐蝕性低于17-4PH絲材熔覆層,主要是因為熔覆層雖然出現了少量的奧氏體,但其耐蝕性的提高效果遠不如碳化物硬質相的添加導致腐蝕應力下微裂紋及大量晶界析出微電池對耐蝕性的惡化影響。

圖8 3種高速激光熔覆層的動電位極化曲線
表3 3種高速激光熔覆層的腐蝕電位和腐蝕電流密度
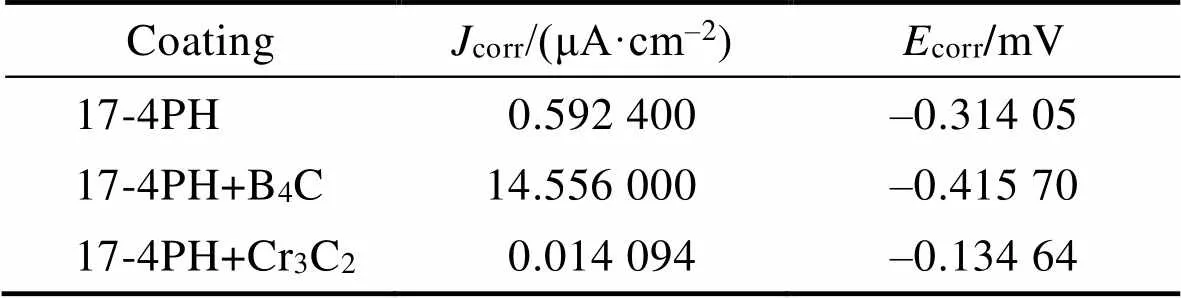
Tab.3 Corrosion potential and current density of three kinds of high speed laser cladding coatings
3 結論
1)結合熱絲熔覆效率高及送粉熔覆成分易調節等優點,在40 mm/s的熔覆速度下,高效率地制備了17-4PH絲材、17-4PH絲材協同B4C粉末及17-4PH絲材協同Cr3C2粉末3種成形良好無缺陷的不銹鋼層,拓展了海洋工程裝備表面高效高質強化及改性新技術,提高了17-4PH不銹鋼層的制備效率。
2)3種熔覆層與基體冶金結合良好,2種絲粉協同熔覆層表層分布了碳化物顆粒,碳化物的添加細化了組織,晶界有碳化物析出。17-4PH絲材熔覆層的物相為α相(馬氏體),添加碳化物的絲粉協同熔覆層的物相為α相(馬氏體)和γ相(奧氏體),這是因為C元素的融入擴大了奧氏體區。尤其是較低熔點的Cr3C2顆粒熔融進入熔覆層提供了更多的C元素,使得17-4PH絲材協同Cr3C2粉末熔覆層中γ相(奧氏體)成為主相。
3)協同添加B4C顆粒能夠顯著提高17-4PH不銹鋼層的硬度,其硬度的提高主要是析出大量碳化物引起的第二相強化起作用。3種熔覆層在3.5%NaCl溶液中均呈現出優良的耐蝕性,尤其是協同添加Cr3C2粉末的熔覆層能進一步提高17-4PH不銹鋼層的耐蝕性,這主要是奧氏體的大量存在及Cr元素補充所起的作用。
[1] 劉二勇, 曾志翔, 趙文杰. 海水環境中金屬材料腐蝕磨損及耐磨防腐一體化技術的研究進展[J]. 表面技術, 2017, 46(11): 149-157.
LIU Er-yong, ZENG Zhi-xiang, ZHAO Wen-jie. Corrosive Wear and Integrated Anti-Wear & Anti-Corrosion Tech-no-logy Metallic Materials in Seawater[J]. Surface Techno-logy, 2017, 46(11): 149-157.
[2] 張世一, 王勇, 韓彬, 等. 激光熔覆多主元高熵合金涂層的研究進展[J]. 材料導報, 2017, 31(S1): 485-488, 513.
ZHANG Shi-yi, WANG Yong, HAN Bin, et al. Progress in Laser Clad Multi-Principal-Element High Entropy AlloyCoatings[J]. Materials Review, 2017, 31(S1): 485-488, 513.
[3] 李朝暉, 李美艷, 韓彬, 等. 高壓柱塞高速激光熔覆鎳基合金涂層組織和耐磨性[J]. 表面技術, 2020, 49(10): 45-54.
LI Zhao-hui, LI Mei-yan, HAN Bin, et al. High-Pressure Plunger High-Speed Laser Cladding Nickel-Based Alloy Coating Structure and Wear Resistance[J]. Surface Techno-logy, 2020, 49(10): 45-54.
[4] 婁麗艷, 張煜, 徐慶龍, 等. 超高速激光熔覆低稀釋率金屬涂層微觀組織及性能[J]. 中國表面工程, 2020, 33(2): 149-159.
LOU Li-yan, ZHANG Yu, XU Qing-long, et al. Micros-tructure and Properties of Metallic Coatings with Low Dilution Ratio by High Speed Laser Cladding[J]. China Surface Engineering, 2020, 33(2): 149-159.
[5] ZHANG Shi-yi, HAN Bin, LI Mei-yan, et al. Micros-truc-ture and High Temperature Erosion Behavior of Laser Cla-d-ded CoCrFeNiSi High Entropy Alloy Coating[J]. Sur-face and Coatings Technology, 2021, 417: 127218.
[6] ZHANG Qi, LI Mei-yan, HAN Bin, et al. Investigation on Microstructures and Properties of Al1.5CoCrFeMnNi High Entropy Alloy Coating before and after Ultrasonic Impact Treatment[J]. Journal of Alloys and Compounds, 2021, 884: 160989.
[7] 李云峰, 石巖. WC對激光熔覆層組織及耐磨耐沖擊性的影響[J]. 中國表面工程, 2021, 34(2): 104-113.
LI Yun-feng, SHI Yan. Effect of WC on Microstructure, Wear Resistance and Impact Resistance of Laser CladdingLayer[J]. China Surface Engineering, 2021, 34(2): 104-113.
[8] 賈亞洲, 肖珺, 陳樹君, 等. 旁軸送粉式激光掃描熔覆工藝研究[J]. 焊接, 2017(6): 47-50, 71.
JIA Ya-zhou, XIAO Jun, CHEN Shu-jun, et al. Study on Laser Cladding Technology with Side Feeding Powder[J]. Welding & Joining, 2017(6): 47-50, 71.
[9] 韓晨陽, 孫耀寧, 徐一飛, 等. 激光熔覆鎳基合金磨損及電化學腐蝕性能研究[J]. 表面技術, 2021, 50(11): 103-110.
HAN Chen-yang, SUN Yao-ning, XU Yi-fei, et al. Rese-arch on Wear and Electrochemical Corrosion Properties of Laser Cladding Nickel Base Alloy[J]. Surface Techno-logy, 2021, 50(11): 103-110.
[10] 周子鈞, 姜芙林, 宋鵬芳, 等. 激光熔覆高熵合金涂層的耐腐蝕性能研究進展[J]. 表面技術, 2021, 50(12): 257-270.
ZHOU Zi-jun, JIANG Fu-lin, SONG Peng-fang, et al. Advances in Corrosion Resistance of High Entropy Alloy Coatings Prepared by Laser Cladding[J]. Surface Techno-logy, 2021, 50(12): 257-270.
[11] 果春煥, 嚴家印, 王澤昌, 等. 金屬激光熔絲增材制造工藝的研究進展[J]. 熱加工工藝, 2020, 49(16): 5-10.
GUO Chun-huan, YAN Jia-yin, WANG Ze-chang, et al. Research Progress on Metal Laser Fuse Additive Manu-fac-turing Process[J]. Hot Working Technology, 2020, 49(16): 5-10.
[12] 王強, 李洋洋, 楊洪波, 等. 激光功率對17-4PH絲材激光熔覆組織及硬度的影響[J]. 表面技術, 2021, 50(3): 191-197.
WANG Qiang, LI Yang-yang, YANG Hong-bo, et al. Effect of Laser Power on Laser Cladding Structure and Hardness of 17-4PH Wire[J]. Surface Technology, 2021, 50(3): 191-197.
[13] 李福泉, 高振增, 李俐群, 等. TC4表面絲粉同步激光熔覆制備復合材料層的微觀組織和性能[J]. 稀有金屬材料與工程, 2017, 46(1): 177-182.
LI Fu-quan, GAO Zhen-zeng, LI Li-qun, et al. Micros-tructure and Properties of Compound Layer Fabricated by Coincident Wire-Powder Laser Cladding on TC4 Sur-face[J]. Rare Metal Materials and Engineering, 2017, 46(1): 177-182.
[14] 李福泉, 高振增, 李俐群, 等. Ti6Al4V表面絲粉同步激光熔覆制備復合材料層工藝研究[J]. 應用激光, 2014, 34(6): 471-476.
LI Fu-quan, GAO Zhen-zeng, LI Li-qun, et al. Compound Layer Fabricated by Coincident Wire-Powder Laser Clad-ding on Ti6Al4V Surface[J]. Applied Laser, 2014, 34(6): 471-476.
[15] 李福泉, 李明偉, 馮鑫友, 等. 絲粉同步激光沉積制備WCp/Al復合材料構件工藝[J]. 中國有色金屬學報, 2019, 29(2): 270-278.
LI Fu-quan, LI Ming-wei, FENG Xin-you, et al. Process of WCp/Al Matrix Compound Fabricated by Coincident Wire-Powder Laser Deposition[J]. The Chinese Journal of Nonferrous Metals, 2019, 29(2): 270-278.
[16] 李福泉, 張陽, 陳彥賓, 等. 絲粉同步送進激光沉積制備鋁基復合材料的顯微組織[J]. 中國有色金屬學報, 2015, 25(9): 2510-2516.
LI Fu-quan, ZHANG Yang, CHEN Yan-bin, et al. Micro-structure of Al Matrix Compound Fabricated by Coinci-dent Wire-Powder Feeding in Laser Deposition[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(9): 2510-2516.
[17] LI Fu-quan, GAO Zhen-zeng, ZHANG Yang, et al. Allo-ying Effect of Titanium on WCp/Al Composite Fabri-ca-ted by Coincident Wire-Powder Laser Deposition[J]. Materials & Design, 2016, 93: 370-378.
[18] SYED W U H, PINKERTON A J, LIU Zhu, et al. Coin-cident Wire and Powder Deposition by Laser to Form Compositionally Graded Material[J]. Surface and Coatings Technology, 2007, 201(16-17): 7083-7091.
[19] SUN Yu, HEBERT R J, AINDOW M. Effect of Laser Scan Length on the Microstructure of Additively Manu-factured 17-4PH Stainless Steel Thin-Walled Parts[J]. Additive Manufacturing, 2020, 35: 101302.
[20] SUN Yu, HEBERT R J, AINDOW M. Effect of Heat Treatments on Microstructural Evolution of Additively Manufactured and Wrought 17-4PH Stainless Steel[J]. Materials & Design, 2018, 156: 429-440.
[21] VUNNAM S, SABOO A, SUDBRACK C, et al. Effect of Powder Chemical Composition on the As-Built Micros-tructure of 17-4 PH Stainless Steel Processed by Selective Laser Melting[J]. Additive Manufacturing, 2019, 30: 100876.
[22] 吳曉瑜, 林鑫, 呂曉衛, 等. 激光立體成形17-4 PH不銹鋼組織性能研究[J]. 中國激光, 2011, 38(2): 0203005.
WU Xiao-yu, LIN Xin, Lü Xiao-wei, et al. Study on Mic-rostructure and Mechanical Properties of Laser Solid For-ming 17-4PH Stainless Steel[J]. Chinese Journal of Lasers, 2011, 38(2): 0203005.
[23] 楊曉. 17-4PH不銹鋼性能和組織研究[D]. 哈爾濱: 哈爾濱工程大學, 2007.
YANG Xiao. The Properties and Macrostructures of 17-4PHStainless Steel[D]. Harbin: Harbin Engineering University, 2007.
[24] 鄒紅, 王均, 李聰, 等. 17-4PH不銹鋼350 ℃長期時效組織演化的透射電鏡觀察[J]. 核動力工程, 2005, 26(4): 397-401, 409.
ZOU Hong, WANG Jun, LI Cong, et al. Study on Micros-tructure Transformation of 17-4PH Stainless Steel after Long-Term Aging at 350 ℃[J]. Nuclear Power Enginee-ring, 2005, 26(4): 397-401, 409.
[25] 王均. 核反應堆用17-4PH不銹鋼的性能研究[D]. 成都: 四川大學, 2007.
WANG Jun. Study on the Properties of a 17-4PH Stainless Steel Used in a Nuclear Reactor[D]. Chengdu: Sichuan University, 2007.
Microstructure and Properties of Stainless Steel Coatings by Coincident Wire-powder High Speed Laser Cladding
1,1,2,1,1,3,1,3
(1. School of Materials Science and Engineering, China University of Petroleum (East China), Shandong Qingdao 266580, China; 2. PetroChina Sichuan Petrochemical Company Limited, Chengdu 611930, China; 3. Shaanxi Tianyuan Intelligent Remanufacturing Co., Ltd., Xi'an 710018, China)
In order to explore the new technology of high-efficiency and high-quality surface strengthening and modification of offshore engineering equipment, and improve the preparation efficiency and comprehensive performance of 17-4PH stainless steel layer. Three cladding layers of 17-4PH wire, 17-4PH wire with B4C powder and 17-4PH wire with Cr3C2powder were prepared by high-speed laser cladding technology. The microstructure of the cladding layer was analyzed by X-ray diffraction, scanning electron microscope and energy dispersive spectrometer. The hardness and corrosion resistance of the cladding layer were tested by microhardness tester and electrochemical workstation. The results show that the cladding layer of 17-4PH wire is mainly α phase (martensite), and the two kinds of silk powder cooperate with the phase structure of the cladding layer α in addition to phase (martensite), it also appears γ phase (austenite); The microstructure and composition of the three cladding layers are uniform as a whole. Carbide precipitation such as Cr and Nb appears at the grain boundary of the wire powder cooperative cladding layer, and carbide particles are distributed on the surface layer; The addition of carbide particles improves the hardness of the cladding layer, especially the addition of B4C particles. It not only acts as a hard phase reinforced cladding layer to uniformly refine the grains, but also precipitates a large number of second phase particles at the grain boundary and in the crystal. The hardness is about 35.53% higher than that of the 17-4PH wire cladding layer without carbide particles; The corrosion resistance of the three cladding layers in 3.5wt.%NaCl solution is good, especially the cladding layer with Cr3C2particles added together. Compared with the 17-4PH wire cladding layer, the corrosion current density is 0.592 400 μA/cm2reduced to 0.014 094 μA/cm2, the corrosion potential increased from –0.314 05 V to –0.134 64 V. In this paper, the stainless steel layer is prepared with high efficiency and high quality with the co preheated welding wire and coaxial powder at the cladding speed of 40 mm/s, which fully combines the advantages of high hot wire cladding efficiency and easy adjustment of powder feeding cladding composition; Compared with the 17-4PH wire cladding layer, the phases of the two silk powder cooperative cladding layers are eliminated α out of phase γ. The addition of carbide refines the structure, and there are new precipitates at the grain boundary; The hardness of 17-4PH wire and B4C powder cladding layer is significantly improved, while the corrosion resistance of 17-4PH wire and Cr3C2powder cladding layer in 3.5wt.% NaCl solution is significantly improved.
coincident wire-powder; high speed laser cladding; 17-4PH; B4C; Cr3C2; microstructure; microhardness; corrosion resistance
TG178
A
1001-3660(2022)05-0015-09
10.16490/j.cnki.issn.1001-3660.2022.05.002
2022–02–28;
2022–04–12
2022-02-28;
2022-04-12
國家自然科學基金項目(51771228);中石油重大科技合作項目(ZD2019–184–004);中央高校基本科研業務費資助(20CX05009A)
National Natural Science Foundation of China (51771228); Major Scientific and Technological Cooperation Projects of CNPC (ZD2019-184-004); the Fundamental Research Funds for the Central Universities (20CX05009A)
韓彬(1973—),男,博士,教授,主要研究方向為金屬失效及表面工程、新材料焊接技術。
HAN Bin (1973-), Male, Doctor, Professor, Research focus: metal failure and surface engineering, new material welding technology.
韓彬, 胡春陽, 韓偉, 等. 絲粉協同高速激光熔覆不銹鋼層組織性能研究[J]. 表面技術, 2022, 51(5): 15-23.
HAN Bin, HU Chun-yang, HAN Wei, et al. Microstructure and Properties of Stainless Steel Coatings by Coincident Wire-powder High Speed Laser Cladding[J]. Surface Technology, 2022, 51(5): 15-23.
責任編輯:萬長清
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
