一種石油管內(nèi)焊縫余高及刮槽深度的測量方法
2022-05-27 04:23:28余志白小亮
石油工業(yè)技術(shù)監(jiān)督 2022年5期
余志,白小亮
中國石油集團工程材料研究院有限公司(陜西 西安 710065)
0 引言
石油電焊管焊縫余高是焊縫外觀形狀控制的主要幾何參數(shù),大多數(shù)焊接產(chǎn)品標準對焊縫余高均有明確要求[1]。焊縫余高通常采用刮刀去除內(nèi)外毛刺,在實際生產(chǎn)中一般外毛刺的刮除質(zhì)量較好,但內(nèi)毛刺的刮除問題較多,容易在內(nèi)表面留下一定的毛刺余高或形成一道內(nèi)刮槽[2]。若焊縫位置管壁減薄,經(jīng)過長時間使用,應力釋放會造成管體變形,不僅會導致螺紋部分參數(shù)不合格而且嚴重時會使焊接結(jié)構(gòu)失效[3]。因此在石油管制造過程中,對內(nèi)焊縫余高及刮槽深度進行檢測非常必要。焊縫余高及刮槽深度的檢測類似于凸凹坑的檢測,業(yè)內(nèi)一直也在探索其測量手段。對于外表面焊縫基本用焊縫檢驗尺進行測量;但內(nèi)表面焊縫余高測量結(jié)果也會受試件表面平整度、測量者測量水平等因素影響,測量方法存在一定局限性[4]。例如,文獻[5]設計了一種表面凹坑的測量工具,利用相似三角形的原理測量凹坑深度,但其對測量位置的要求較苛刻,而且精度不夠。文獻[6]設計了一種基于視頻檢測技術(shù)的凹坑深度檢測裝置,利用數(shù)字圖像處理技術(shù)對所拍到凹坑進行處理,結(jié)合RAC兩步法及最小二乘法得到凹坑深度。但其對測量環(huán)境的要求較苛刻,光源不理想的情況下無法準確得到凹坑深度。文獻[7]研究開發(fā)了基于機器視覺的激光焊縫余高檢測技術(shù),通過重建焊縫表面點云,進行圖像校正與分析,獲取特征點并計算余高,但此方法并不適用于現(xiàn)場大量的檢測應用。文獻[8]利用激光掃描測量的方法進行焊縫檢測,利用對焊縫表面高度差的測量得到焊接缺陷的尺寸大小和形態(tài),此測量方法成本較大。文獻[9]提出了一種采用復型技術(shù)進行焊縫過渡角無損間接測量的方法,但該方法沒有測量出焊縫余高及刮槽深度的具體尺寸,無法滿足標準要求。文獻[10]利用自動讀取紅外溫感相機采集到的焊縫溫度數(shù)據(jù),基于相關(guān)算法計算出焊縫熔寬,進而繪制出焊縫熔寬實時變化曲線,但此方法不適用于內(nèi)焊縫檢測。
提出了基于測距傳感器和特定算法對內(nèi)焊縫刮槽深度進行精確測量的方法,建立了先定位再測量的操作方法,建立了刮槽深度、管體內(nèi)徑及測頭的幾何關(guān)系及其數(shù)學模型,推導出了刮槽深度與測頭、管體內(nèi)徑的計算公式。該方法具有破壞性小、檢測效率高、測量適用性廣等優(yōu)點,可用于類似管子內(nèi)壁凹坑深度的測量。
1 測量的數(shù)學原理
由于余高測量(凸出量)與刮槽測量(凹進量)相當,不再單獨列出,下面計算以刮槽的測量為例。先建立數(shù)學模型。如圖1所示,Si(i=1,2,…,n)代表刮槽每個點的測量位置,假設Smax代表刮槽深度最大的位置。O代表管體內(nèi)徑的實際圓心,r代表內(nèi)徑尺寸,mm。

圖1 內(nèi)焊縫刮槽深度測量的數(shù)學原理圖

而測量儀器的測量中心為O',測量時只能得到O'Si的長度,那么在△O O'S i中,O'Si為可測量值,需要求得OO'的長度和∠OO'Si,即可得到OS i,代入公式(1)和式(2)可以得到刮槽深度。
下面先求OO',由于△ABC內(nèi)心為管子的實際圓心,測量時令O'A為m,O'B為n,O'C為P,再令測量桿夾角兩兩互為120°,那么有:
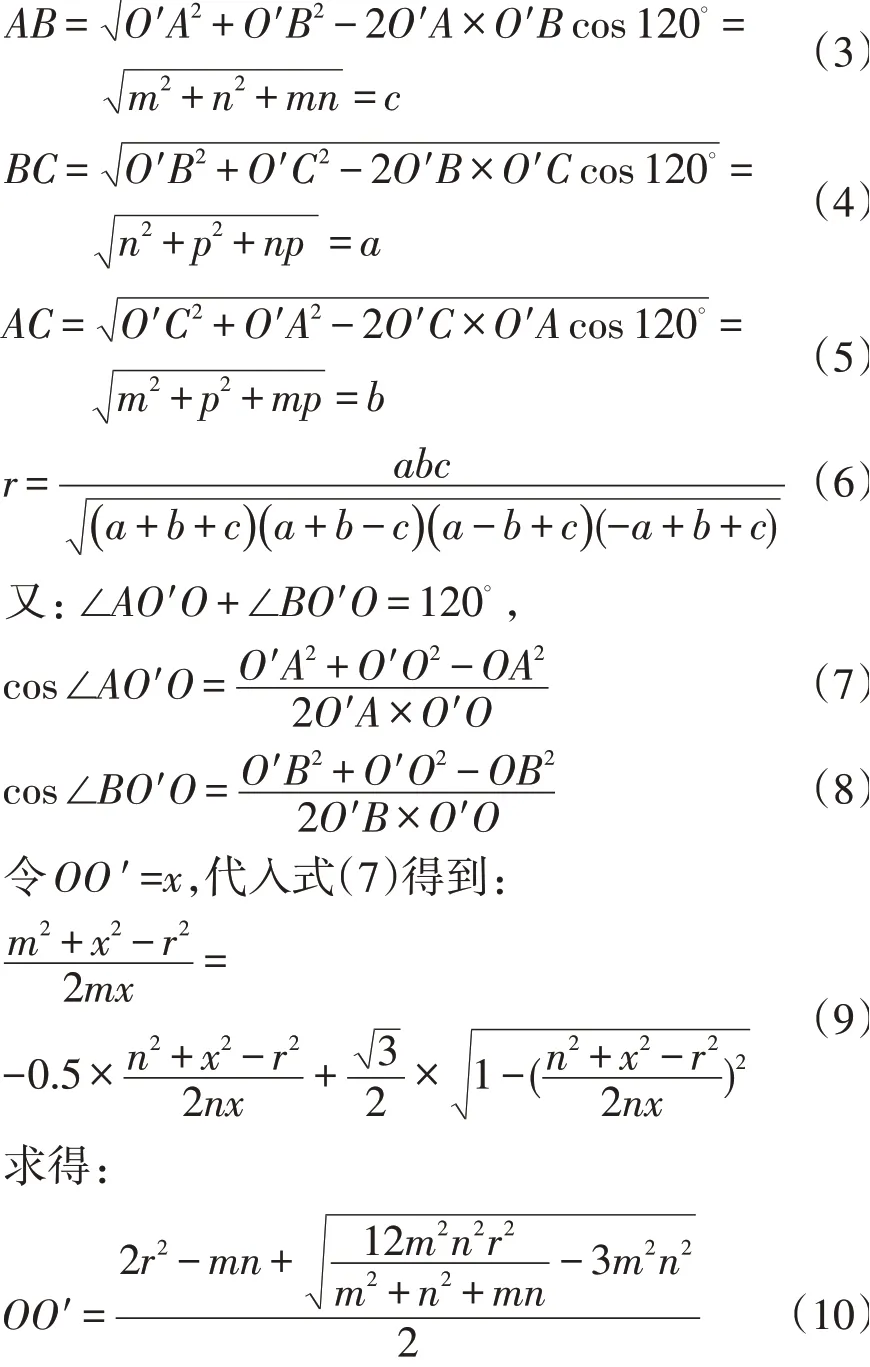
從焊縫刮槽位置S1開始測量,然后逐步測量至位置S n,每測量一個位置可得到測量桿圓心至測量位置的距離k。測量桿轉(zhuǎn)動的角度已知為α。最終每個測量點到管體實際圓心的距離OS n:

式中:r為管子內(nèi)徑,mm;m,n,p分別為3根固定測量桿的測量長度,mm;k為活動測桿的測量長度,mm;α為活動桿相對固定桿轉(zhuǎn)動的角度,(°)。
2 內(nèi)焊縫刮槽深度測量儀的設計
在實際測量時,可設計3根固定測量桿分別貼合管體內(nèi)壁,利用一根活動桿在焊縫刮槽上進行滑動測量,結(jié)構(gòu)如圖2所示。測量儀包括主框架1、可伸縮固定桿2、可伸縮活動桿3以及數(shù)字顯示器7,主框架1和測量頭4在同一平面上。主框架包括在同一平面內(nèi)的3個可伸縮固定桿和1個可伸縮活動桿,3個可伸縮固定桿角度固定為120°。可伸縮活動桿位于兩個可伸縮固定桿的夾角中,并且可在夾角范圍內(nèi)滑動,可伸縮活動桿與3個可伸縮固定桿同圓心。3個可伸縮固定桿與1個可伸縮活動桿均有測量頭,測量頭測量精度一致。數(shù)字顯示器設置在主桿的中間,數(shù)字顯示器中設有單片機,其上設有電源開關(guān)按鈕、回零按鈕、顯示屏。數(shù)字顯示器可顯示3個可伸縮固定桿測量頭距圓心的距離,也可顯示可伸縮活動桿與相鄰兩個可伸縮固定桿所成夾角。測量時,將可伸縮固定桿伸至管體內(nèi)壁固定,同時將可伸縮活動桿伸至內(nèi)壁缺陷處進行滑動,進行計數(shù)。
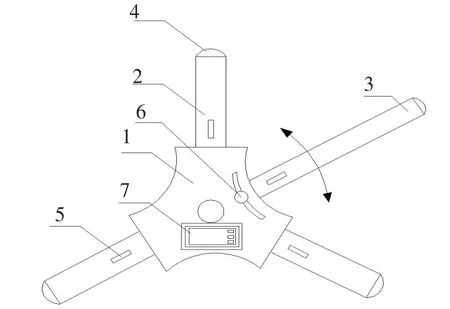
圖2 測量儀的結(jié)構(gòu)圖
測量儀主框架可由不銹鋼材質(zhì)制作,其中包括數(shù)顯面板、位移傳感器、角度傳感器、測頭等。數(shù)顯面板與角度傳感器、位移傳感器由電路聯(lián)通,可直接顯示測頭的位移和測量桿轉(zhuǎn)動的角度。位移傳感器選擇位移量程0~1 000 mm;線性誤差±0.1%;重復精度±0.02%;準確度±0.05%;測頭選擇測針各向觸發(fā)力1.0 N。
3 應用實例
采用上述檢測方法對焊縫表面余高進行測試,同時采用深度尺等量具對20個焊縫位置進行實測,將兩者進行對比驗證,偏差結(jié)果如圖3所示。通過對比實驗分析可知,與傳統(tǒng)的手工檢測方法相比,該測量方法具有精度高(能達到0.005 mm,量具一般是0.02 mm)、可靠性好等優(yōu)點,但在測量內(nèi)壁焊縫,附近存在較大干擾時,該測量可能會存在誤差。
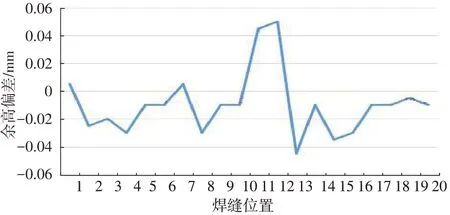
圖3 兩種方式的測量偏差
4 結(jié)論
1)建立了刮槽深度、管體內(nèi)徑及測頭的幾何關(guān)系及其數(shù)學模型,推導出了刮槽深度與測頭、管體內(nèi)徑的計算公式。該方法具有破壞性小、檢測效率高、測量適用性廣等優(yōu)點,可用于類似管子內(nèi)壁凹坑深度的測量,為相關(guān)裝置的開發(fā)提供設計思路。
2)通過測量實例比對,與傳統(tǒng)的手工檢測方法相比,該測量方法具有精度高(能達到0.005 mm,量具一般是0.02 mm)、可靠性好等優(yōu)點。
3)在其基礎上可對相關(guān)裝置進行改進,自動測量及存儲數(shù)據(jù),大大減少人工測量誤差及時間,提高現(xiàn)場檢測的效率。
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
中學生數(shù)理化·七年級數(shù)學人教版(2020年11期)2020-12-14 06:59:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中學生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
藝術(shù)品鑒證.中國藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國藝術(shù)金融(2018年12期)2018-08-26 06:03:48
中學生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
