一鍵式澆注過程控制系統的構建
2022-05-27 09:07:08馬大江馬仁祿
中國鑄造裝備與技術 2022年3期
馬大江,馬仁祿
(中鋼集團邢臺機械軋輥有限公司,河北邢臺 054000)
0 引言
進入21 世紀以來,絕大部分鋼鐵企業已實現了全連鑄,但對于鑄造行業來說,受產品結構影響,模鑄仍占據重要的組成部分。長期以來,手工作業多,機械化、自動化程度低,工序穩定性較差,一直是影響產品質量、生產進度、成本控制的關鍵因素。隨著工藝技術及設備的不斷改進,鋼錠生產基本全部采用滑動水口進行澆注。相對于連鑄來說,鑄錠無中間包,澆注過程對澆速控制相對較差,已無法滿足安全可靠、穩定一致的質量要求。故在此主要就滑板水口一鍵式控制展開討論。
中鋼集團邢臺機械軋輥有限公司是中國政府投資創建的國內第一家專業生產冶金軋輥和冶金成臺(套)設備的冶金機械及備件制造企業,其近兩年大力發展智能工廠,在自動排產、設備智能改造、生產過程自動控制方面做了大量研究,其中產品生產過程一鍵化控制是很多工作中的一項,該文主要介紹澆注過程一鍵化控制的研究情況。
1 現狀
滑板水口通過液壓缸驅動滑動機構進行開合,調整水口開度可實現對澆速的控制。當下產品澆注時,根據工藝要求安裝不同直徑的滑動水口,澆注過程中開展水口進行澆注,冒口點沖時根據工藝要求時間適當關閉水口,控制澆速。但實際控制過程中:
(1)隨著鋼液面不斷降低,澆速呈不斷下降趨勢,與鑄造理論中提出的開澆、跟流、展流、收流工藝不符。
(2)隨著滑動水口使用次數增加,澆注速度總體呈升高態勢,相同產品過程一致性偏差較大。
(3)不同人員不同反應速度、操作習慣,冒口點沖過程差別大。
(4)為了滿足不同工藝要求,需要準備多種滑動水口,物料管理及使用成本較大,目前我廠使用的滑動水口規格達7 種之多。
因此對鋼錠澆注過程實施一鍵式控制勢在必行。
2 滑動水口一鍵式控制系統的構建
通過對天車稱重系統進行改造,實現澆注重量和澆注速度的適時計算,并將計算結果適時進行顯示,同時通過無線信號將上述數據發送到工控機上。工控機接收到稱重信息后,自動與設定工藝進行比對,根據重量和速度偏差,發出調整信號,由液壓缸驅動滑動水口進行開合,實現對澆注重量和速度的自動控制。
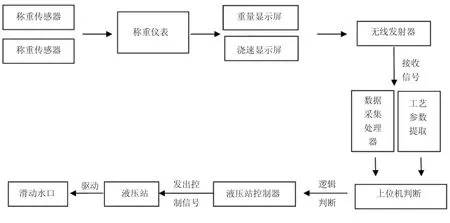
圖1 一鍵控制流程圖
2.1 稱重部分改造
保留稱重傳感器、機械附件及傳感器到儀表的電纜繼續使用,更換稱重儀表及顯示屏幕。按照一定頻次適時采集稱重信息,根據稱重變化和時間的關系自動核算澆注速度,在大屏幕上進行適時顯示。同時增加無線發散裝置將重量、澆速信息傳遞到工控機上,以此作為澆注過程中一鍵控制的基礎。
2.2 滑板包一鍵式控制系統的構建
2.2.1 對液壓站進行自動化改造
在保留現有手動操作模式的基礎上,增加液壓站數據控制器。工控機接收到重量、澆速信息后與工藝進行比對,根據比對結果向控制器發出控制信號,驅動液壓站對水口開度進行調整。此控制器模擬人工操作模式,根據澆速偏差程度給出不同的脈沖信號,達到自動控制的目的。
2.2.2 自動控制程序的開發
按照開澆、跟流、展流、收流理論模式,控制程序按照澆注重量分為4 個階段,每個階段根據工藝要求,可分別設定不同澆注速度。
開始澆注后適時對比當前澆注重量與澆注速度,偏差超過工藝范圍后,根據偏差實際情況,給出不同脈沖信號,調節滑動水口開度進行澆速調整。
此項目實施的難點在于脈沖信號的給定。由于滑動機構行程短,滑動水口直徑小,液壓缸運行速度相對較快,控制精度要求高,脈沖信號時長尤為關鍵。時間長速度波動大,容易發生滑動水口關死情況,時間過短則液壓缸無動作。
現場空載調試液壓缸發現70~80ms 才有動作反應,但在負載情況下此脈沖信號不能觸發動作反應,而且不同機構開關需要的拉力有所區別。因此,在程序設計優化時對脈沖信號賦予自動調節功能:如在給定脈沖信號下連續調整五次(次數可根據需要調整)澆速不變,則自動增加脈沖信號時間,每次增加10ms,直至澆速符合工藝要求。
到達設定澆注量前300kg 時發出聲光報警信號,提示操作者進行輔料加入及澆后收尾準備;到達設定澆注重量后,給出信號關閉水口,整個澆注過程不再需要人為干預。
通過上述改造,實現了模鑄產品澆注過程一鍵式控制。
3 一鍵式控制系統的再開發
3.1 澆注曲線生成
該系統配置澆注重量、澆注速度記錄功能,以澆注時間為橫軸,適時澆注重量和澆注速度為縱軸,將澆注過程中產生的大量數據進行整合,自動生成澆注速度曲線和澆注重量曲線,以備后續調取使用。
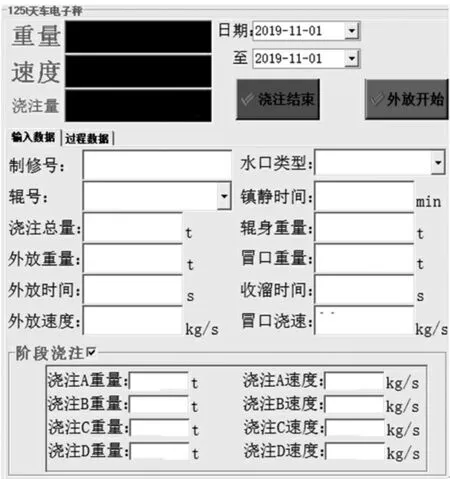
圖2 操作界面
圖3 分階段澆速設定
3.2 工藝信息自動下發、一鍵提取
為了進一步簡化現場操作,避免工藝傳遞過程中出現錯誤,對全過程進行優化升級:生產計劃下發后工藝隨著下發,并傳遞到現場工控機上。澆注前選擇對應爐號自動將工藝調取,不再需要現場人工錄入工藝信息,真正實現澆注過程一鍵式控制。
4 運行效果
(1)通過一鍵化澆注控制系統的構建,實現了澆注過程的一鍵化控制。該方式簡化了澆注過程的操作,產品澆注時操作者只需選中對應的爐次,點按“澆注開始”按鈕即可實現自動澆注,操作簡單可靠,提高了操作一致性,減少了人為因素對澆注過程的干擾,提高了產品質量的穩定性。
(2)一鍵化澆注控制系統的構建,實現了澆注過程自動控制。該方式取代了初始的紙質記錄及人工指揮的狀態,自動判斷澆注總量及各時間節點,從根本上避免了人工計算錯誤造成的產品質量隱患,同時也提高了公司的信息化水平,為中鋼邢機智能制造、自動化水平的提高做出了卓越的貢獻。
(3)一鍵化澆注控制系統的構建,大大降低了澆注過程的工序事故,減少了廢品和返修品的數量,降低了公司的制造成本。
(4)澆注過程可根據工藝需要自動調整,靈活性和穩定性更高,且過程可復制、可重現,為后續優化澆注工藝提供了依據。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國生殖健康(2019年3期)2019-02-01 06:12:26
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
銅業工程(2015年4期)2015-12-29 02:48:39
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
