套類制件冷鐓成形工藝與模具設計
2022-05-27 02:22:40朱紋昊周露洋陳志強
模具制造 2022年4期
張 威,朱紋昊,周露洋,陳志強
(中車眉山車輛有限公司,四川眉山 620010)
1 套環制件介紹
圖1所示套環常與鉚釘配合使用,其設計有法蘭和圓點結構,有著安裝簡單方便、后期維護方便、抗震性能強、疲勞性能優異等特點。安裝時可通過法蘭上的圓點結構判斷鉚接是否成功,后期可通過專門的破切工具對套環進行破壞以達到鉚釘重復利用的目的。

圖1 套環實物圖
2 套環成形工藝
2.1 工藝成形設計
原材料尺寸的選取:制件毛坯尺寸依據冷鐓金屬塑性變形流動規律中的體積不變定律,分段計算制件的體積(管部體積+法蘭體積)并加上廢料體積(廢料為圓片,根據經驗廢料厚度取3mm,直徑為成形件內徑),通過成形工序反推各工位坯料尺寸并參照現有原材料尺寸,確定該制件原材料線材直徑選取為?17.5mm,同時計算出切料長度L。
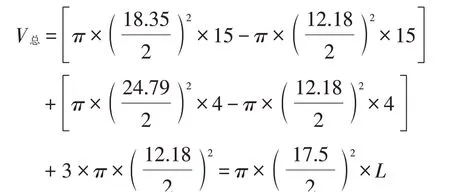
計算取近似值得L=17mm(計算出的切料長度為參考尺寸,在實際調試中會有較小范圍的變動)。
為了避免套環成形過程中出現小裂紋的現象以及減輕加工硬化的情況,通過盡可能減小每個成形步驟的變形量以達到減小單工位冷鐓力、提高模具壽命的目的。同時,結合設備結構的差異性,例如成形設備的夾鉗是否可以翻轉、是否同時具備設備結構受力與螺紋管受力、是否具備受力保護及監控系統等。本文所設計工藝為無翻轉夾鉗機構,同時設計為設備結構受力工藝。具體套環成形工序過程圖如圖2所示。

圖2 成形工位圖
其中,⑤、⑥工位分別為分離廢料和成形導向齒,坯料進行⑤、⑥工位成形時,成形件關鍵尺寸不在發生變化。進而,當④工位成形法蘭時,將④工位所得成形件的相關尺寸設計為制件所需尺寸。為保證各工序間坯料的順利流轉,設計坯料間的過模間隙一般為0.03~0.05mm,具體情況視制件尺寸精度需求而定。
2.2 工位載荷計算
根據成形工序圖可簡單判斷,抽孔工位與成形法蘭工位坯料變形量較大,對成形工藝的影響相比其他工序較高,故主要針對這兩個工序進行數據分析,確保工藝、模具設計的可行性。
(1)③工位拉伸力。
拉伸深度:所需成形件管部高度即為拉伸深度。

由于該設備夾鉗無法翻轉,拉伸采用正擠壓的變形工藝,即凸模運動方向與金屬材料流動方向一致,計算公式為:

(2)④工位冷鐓力。
冷鐓力的大小,取決于變形金屬的機械性能、變形程度、變形體的形狀、摩擦條件等一系列因素。在計算冷鐓力時,要將所有因素考慮進去是十分困難的。由于近似理論計算缺乏變形條件對變形力影響的定量分析依據所以常用經驗公式計算,現引用較為精準的古布金單位冷鐓力經驗公式:
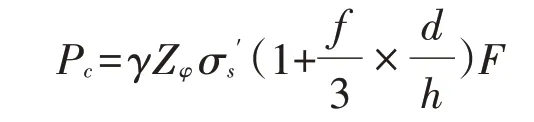
式中γ——受力形態和體積特性系數
Zφ——應力狀態下的不均勻系數
σs'——冷鐓硬化后的實際變形抗力,需根據變形程度凱爾波拉圖確定
d——冷鐓后頭部最大外徑
h——冷鐓后頭部高度
f——摩擦系數
F——冷鐓后頭部投影最大面積根據冷鐓變形核心計算公式:
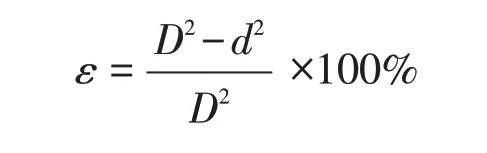

將變形程度45.803%和含碳量0.08%帶入變形程度凱爾波拉圖中得σs'=52(kgf/mm2)

(3)①、②工位整形力。
①、②工位為整形,目的為將切下的料兩端鐓平,消除切料造成的斜度和毛刺,并在凹模一側端面鐓出(1.5~3)×45°倒角(改善整形凹模頂桿的受力情況,延長模具壽命的目的,并且可以防止管部偏心問題出現)。設計①工位所得成形件線徑?17.9mm,②工位所得成形件線徑?18.2mm,計算得知:

冷鐓力的計算與④工位冷鐓力計算方法相同,帶入數值計算得到①、②工位冷鐓力分別為194,958.3N和205,289.5N。
(4)⑤工位沖孔力。

式中d——制件孔徑
H——廢料厚度
τ——材料的抗剪強度
故P沖孔=π×12.18×3×360=41,325.7657N
(5)切料力。
切料力根據公式P切料=Fτ(N)(F為截面積)

綜合上述得知:切料力、①、②、③、④、⑤工位所需力、6個工位頂料力總和約為1,600kN,需設備鐓鍛力大于2,000kN方可正常生產(取富余量為20%),從而保證所設計的成形工藝可用。
3 成形模設計
3.1 工位整體設計
根據所設計6個工位得到的成形件尺寸以及形狀,依次設計各個工位模具結構。同時將主要分析與制件成形過程強相關的模具組件(凹模主模、沖棒、頂桿)的形狀與尺寸。
圖3所示模具裝配圖左側均為凸模、右側均為凹模,凹模不運動,凸模整體做往復運動。
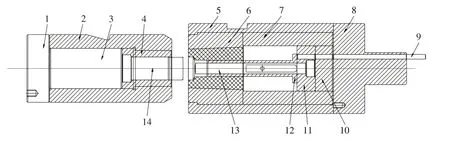
圖3 4工位模具裝配圖
現將所有工位凹模主模設計為鑲塊結構。這種組合凹模具有以下優點:①由于組合凹模各層的配合均有一定的過盈量,所以裝配后,內層產生切向壓應力。因為預加的切向壓應力與冷擠壓時所引起的切向拉應力方向相反,所以預應力對擠壓時產生的工作應力起了抵消作用,降低了凹模內層的切向拉應力,達到了增大凹模強度的目的;②組合凹模僅內層模芯使用鎢鋼,外套可使用較普通的合金鋼制造,節約鎢鋼,降低成本;③由于組合凹模各層的工作要求不同,可分別采用相應的熱處理工藝,提高熱處理質量;④當凹模磨損后,僅需調換模芯,模套可重復使用數次,降低模具成本。所有工位凸凹模外殼尺寸需根據設備所能提供的模腔深度與設備運行死點距離決定。
3.2 單件模具的設計與選用


圖4 ①、②工位主模
(2)各工位頂桿尺寸結構選用方法相同,如圖5所示。

圖5 ①、②工位頂桿
D2尺寸根據D1尺寸能否承受住鐓鍛力確定。還需注意各個工位頂桿、沖棒頭部角度的匹配,這有利于金屬塑性變形時的流動與管部同心度的保證。
設計拉伸工位(③工位)頂桿時,需著重注意定徑帶直徑(D1)和高度(H),不合適的D1和H會加大拉伸頂桿磨損程度,大幅降低模具壽命。定徑帶的尺寸需根據坯料直徑和拉伸內孔直徑確定。
(3)沖棒尺寸結構類似,選用方法如圖6所示。

圖6 ③、④工位沖棒
D1依據主模相關尺寸確定,為防止沖棒撞擊鑲塊,D1比對應工位主模相關尺寸小0.1mm。頭部結構設計方便與廢料的脫出,D3處尺寸要比制件尺寸大0.3mm。
沖棒與頂桿工作部分表面粗糙度要求高,不能有加工絲縷,頂端設置圓角,以便于穿過成形件。
考慮到推管與頂出針有用于頂料的作用,且頂料力大小主要決定于工件輪廓形狀、工件與模腔接觸間隙大小、潤滑條件及模孔粗糙度等因素。正常生產時,一般頂料力不大,當工件在凹模中與模腔發生“粘滯”現象時,由于工件與模腔的摩擦力增大,這時頂料力將增大,這需要頂料機構要有足夠的強度和剛度,同時需要模具有良好的光潔度。
4 總結
通過對成形工藝各工序坯料冷鐓力的計算,增加了工藝設計的合理性與實踐的成功率。該副模具已經調試并大批量生產,生產期間制件無外觀缺陷、尺寸符合技術要求、模具壽命普遍達到80萬件以上,可證明成形工藝、模具設計合理。
猜你喜歡
精密成形工程(2023年10期)2023-10-18 02:43:40
裝備制造技術(2020年2期)2020-12-14 03:09:30
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
智富時代(2018年12期)2018-01-12 11:51:50
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
中小企業管理與科技·上旬刊(2016年9期)2016-05-14 22:58:25
