汽車覆蓋件拉伸模穩(wěn)定性調(diào)試方法
2022-05-27 02:22:28戴長征
模具制造 2022年4期
熊 瑞,戴長征,李 兵
(一汽-大眾規(guī)劃模具制造科佛山基地,廣東佛山 528000)
1 引言
覆蓋件具有造型復雜、結構尺寸大、面品質(zhì)量要求高等特點,覆蓋件拉伸模很大程度上直接控制覆蓋件成形質(zhì)量,其作用是將板料經(jīng)過拉伸工序使之充分塑性變形,成形為所需的立體空間工件。因此拉伸模穩(wěn)定性是影響覆蓋件質(zhì)量的關鍵。
2 拉伸工藝要素
2.1 拉伸筋
拉伸筋是一種在制件成形時為增加板料流動阻力設置在凹模與壓邊圈之間的一種工藝,拉伸筋一般分為3種:方筋、圓筋、檻筋。
拉伸圓筋是在所有筋中最常見的種類,占調(diào)試的需求中占大部門比例。如圖1、圖2所示,在局部的調(diào)整范圍內(nèi),盡可能的采用圓筋控制板料流動,進而改善制件的質(zhì)量。鑒于屈服強度的不同需求,其主要應用于變形復雜、成形困難的制件,如發(fā)罩內(nèi)板、側(cè)圍等拉伸模。
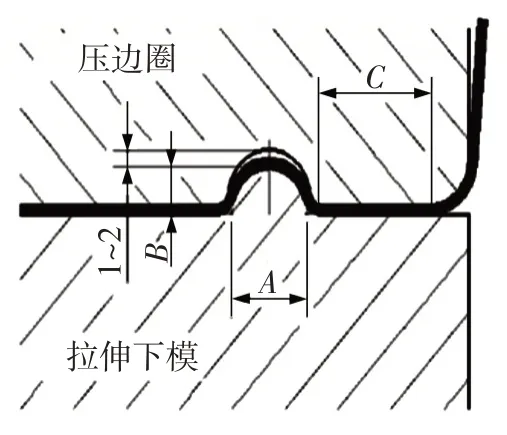
圖1 圓筋示意圖

圖2 圓筋使用實例
方筋主要運用在型面高低起伏不大、曲率較小的淺拉伸脹形件成形。如圖3、圖4所示,其主要的作用是為阻止板料的流動,這樣做的目的是為了使板料成形后能達到最大限度的強度。如:門外板、頂蓋、發(fā)罩外板等。

圖3 方筋示意圖
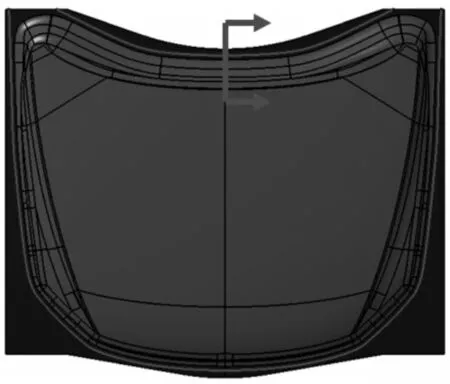
圖4 方筋使用實例
檻筋這種形狀設計較少見,通過較低的圓角半徑使板料展開的長度減小,達到節(jié)省板料的目的。如圖5、圖6所示,這種極其簡單的幾何形狀本身也有缺陷,即使是非常小的變化如:刮痕,也會在拉伸件表面直接的體現(xiàn)。檻筋常用于制件成形時板料基本不流動的且板料厚度較厚的剛強度鋼板件,如:縱梁、橫梁等。
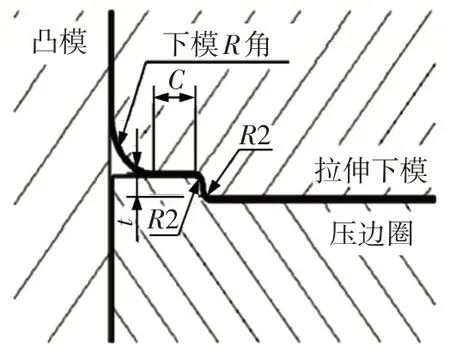
圖5 檻筋示意圖
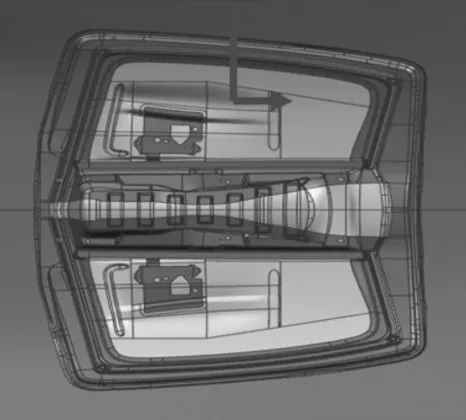
圖6 檻筋使用實例
2.2 壓料面功能區(qū)著色
(1)壓邊圈著色。
壓邊圈的作用是根據(jù)后續(xù)制件成形的需求,通過克服板料的屈服強度,使板料達到塑性變形的條件并阻止板料起皺。另外還能利用壓料面的摩擦力,有針對性的控制局部的走料,這種功能是基于拉伸筋實現(xiàn)的。壓邊圈的主要目標是盡可能均勻的調(diào)整力的分布,無論是通過著色或者其他途徑實現(xiàn)。
壓料面著色調(diào)試方法:當板料接觸凸凹模具剛成形但還沒開始走料時板料變成一定形狀的工序件,此時,對其上下壓料面均勻刷藍油。以凹模壓料面為基準利用帶有藍油的工序件研修壓料面及筋槽使其著色均勻。研配期間平衡塊必須等高,周圍平衡塊同時加減墊片,禁止調(diào)整單個平衡塊高度。在平衡塊工作情況下研配壓料面,研配時注意防止起皺,光順壓料面,消除壓料面硬點。在研修的過程中可利用鉛絲或者橡皮泥測量凹模和壓邊圈的間隙值。
壓料面著色標準:如圖7所示,A區(qū)拉伸筋內(nèi)側(cè)功能區(qū)壓料面著色需要著實色且著色率達95%以上,若是拉伸檻筋控制走料也需著實色且著色率達80%以上。C區(qū)拉伸筋外側(cè)輔助功能區(qū)著色,對于方筋需著虛色或不著色,圓筋外側(cè)著虛色,檻筋則需著實色且著色率達80%以上才能保證控制板料流動穩(wěn)定性防止起皺等缺陷。著色的程度可根據(jù)凹模和壓邊圈的間隙來測定著實色0.9~0.95t,著虛色0.95~1.0t,不著色大于1.1~1.2t(t為板料厚度)。

圖7 壓料面著色區(qū)示意圖
(2)凸凹模著色。
凸凹模是拉伸過程最重要的模具工作部件。在制件的最終成形上起決定性作用,另外在后續(xù)的定型上也具備重要的參照作用。凸模有一定的強度,凹模以凸模為基準研配進行著色研配。
凸凹模著色調(diào)試方法:將已經(jīng)完全成形的拉伸件正反面刷藍油至著色均勻后放入凸模。在取消壓邊圈下氣墊的狀態(tài)下,滑塊走一個行程來檢查凸凹模著色。強壓區(qū)凸凹模間隙小于1個料厚,非強壓區(qū)略大于1個料厚,限制器應等高安裝,等高加墊,直至左右限制器均勻著色。根據(jù)拉伸件型面著色狀態(tài),以凸模為基準逐步撤墊研合凹模型面。直至符合理論著色圖90%以上,特殊強壓型面著色率需達95%。
凸凹模著色標準:如圖8所示,凸模及凹模反凸成形部位著色需達95%以上,銳棱強壓區(qū)著色需達95%以上且保障銳棱兩側(cè)著色寬度在5mm以上。強壓功能區(qū)與非強壓區(qū)過渡區(qū)域需著虛色著色率在80%左右,有尺寸精度要求且后序無翻整工藝的型面著色率達95%以上,非工作區(qū)需做空開。

圖8 凸凹模標準著色樣圖
2.3 工藝補充
由于制件本身形狀起伏,因此,需要工藝補充平衡制件自身的起伏及形成閉合形狀,使板料可以充分成形。保證凸模均勻觸料,當制件本身形狀復雜時,可以適當抬高工藝補充(見圖9),讓工藝補充先觸料來保證制件變形均勻,彌補了制件輪廓和高度上的不平衡,使拉伸分模線光順和拉伸高度均勻(見圖10),使壓料面形狀變簡單。在保證成形的前提下,盡量減小工藝補充尺寸,提高材料利用率,工藝補充需要考慮補充型面對于后序修邊及翻整序的影響。
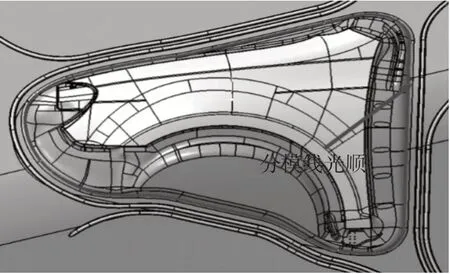
圖9 工藝補充三維圖

圖10 分模線示意圖
3 拉伸模典型缺陷調(diào)試與分析
模具因素:若拉伸件局部區(qū)域同時出現(xiàn)拉裂、縮頸、起皺現(xiàn)象,需優(yōu)先解決褶皺問題,然后再消除拉裂縮頸。增大垂直于裂紋或縮頸方向凹模口R角是消除縮頸的重要方法之一。
走料成形模在生產(chǎn)中突然拉裂縮頸,若壓料面局部有硬點,平衡塊不著色情況下,可使平衡塊臨時增加墊片維持生產(chǎn)。下線后在平衡塊等高著色狀態(tài)下,研修消除壓料面硬點,相鄰平衡塊的墊片差值要小于或等于0.3mm。若壓料面無硬點,平衡塊著色均勻的情況下,需要拆掉平衡塊墊片保障著色均勻后將凸、凹模R角放大。
脹形模在生產(chǎn)中突然拉裂縮頸,平衡塊著色差,拉伸筋內(nèi)測壓料面需壓緊。若筋槽R角開裂,則下線后需要優(yōu)化壓料面著色,局部壓料面偏低區(qū)域需燒焊研補。若成形區(qū)域開裂,則需研修放大凸模R角或反凸R角;若工藝補充區(qū)域開裂,可在保證制件成形無其它缺陷情況下適當降低工藝補充型面高度。
板料原因:厚度不均,板料機械性能差,尺寸過大,存放時間過長失效等都會導致制件縮頸、開裂。
壓機原因:生產(chǎn)壓力過大或者過小,下氣墊壓力不均勻,如:相鄰氣杠制件壓力超過200kN,壓力機偏載或者滑塊與工作臺不平行,涂油量不足等均會導致制件縮頸、開裂。
4 案例Ⅰ:前門內(nèi)板B柱門檻拐角拉裂
4.1 原因分析
(1)前門內(nèi)板B柱門檻區(qū)域壓料力過大,進料阻力增大,板料流入量無法滿足該區(qū)域成形需求,導致產(chǎn)生拉裂現(xiàn)象。
(2)拉伸模凸凹模B柱門檻區(qū)成形圓角過小,板料流動困難,造成制件拉裂(見圖11)。

圖11 拉裂缺陷樣件
(3)拉伸凹模與壓邊圈間隙不均勻,成形功能區(qū)存在硬點、砂眼等缺陷,并且壓邊圈與凹模具間隙小于板料厚度,板料進料阻力增大造成拉裂。
(4)音響孔反凸區(qū)域間隙過小,成形時反凸對板料施加的摩擦力增大,拽料過多,導致B柱門檻拐角走料失衡產(chǎn)生拉裂。
4.2 方案措施
(1)將平衡塊所有墊片全部撤下,通過壓鉛絲確定平衡塊高度及壓料面間隙,并配平所有平衡塊使其著色均勻。
(2)將砂眼打坡口后進行焊補,帶平衡塊研配壓料面,保證不起皺的情況下,消除壓料面硬點。
(3)測量整車匹配R角最大值,把該區(qū)域凸凹模R角按最大值研放(見圖12),確保R角大小一致且圓順。

圖12 凸模研放
(4)調(diào)整反凸成形間隙,將反凸R輪廓研放(見圖13),確保反凸成形部位著色率達95%以上。調(diào)試優(yōu)化件如圖14所示。

圖13 反凸研放

圖14 調(diào)試優(yōu)化件
5 案例Ⅱ:左側(cè)圍C柱后門洞褶皺
5.1 原因分析
(1)后門洞浮動壓邊圈壓料力過小,板料流動阻力減小,增大板料內(nèi)外應力差,造成褶皺(見圖15)。

圖15 褶皺缺陷件
(2)后門洞拉伸筋、凹模具R角過大,導致在成形過程中板料流過R角時,產(chǎn)生阻力減小,板料流動過快產(chǎn)生褶皺。
(3)后門洞浮動壓邊圈氮氣缸缺氣,在拉伸成形時不能提供有效壓力導致進料阻力減小,板料流動失衡產(chǎn)生褶皺。
(4)凸凹模間隙偏大,無法約束板料,使得板料在厚度方向成形時失穩(wěn),造成褶皺。
5.2 方案措施
(1)檢查凸凹模間隙及著色情況,使凸凹模間隙略大于料厚工作區(qū)著色率達95%以上。
(2)在后門洞筋槽貼灰膠帶做實驗(見圖16),模擬進料阻力增加后褶皺改善。

圖16 灰膠帶實驗
(3)將板料刷藍油放置模具內(nèi),壓機滑塊凸輪角度打至160°后反轉(zhuǎn)回程查看缺陷區(qū)成形走料方向。
(4)配平平衡塊,在不帶板料情況下,使各平衡塊著色均勻。
(5)加大后門洞下氣墊氣缸壓力,增大缺陷區(qū)板料流動阻力。
(6)浮動壓邊圈管理面著色率提升,在不起皺的狀態(tài)下消除壓料面硬點。
(7)筋槽R角燒焊(見圖17),調(diào)節(jié)進料阻力分布,減小缺陷區(qū)成形時板料流動差。調(diào)試優(yōu)化件如圖18所示。

圖17 筋槽燒焊

圖18 調(diào)試優(yōu)化件
6 結束語
拉伸模穩(wěn)定性是影響沖壓件生產(chǎn)質(zhì)量的關鍵,在拉伸模工藝設計階段,雖通過CAE軟件模擬分析滿足成形需求,但在實際調(diào)試過程中經(jīng)常出現(xiàn)開裂、褶皺等缺陷,又或者在模具批量爬產(chǎn)階段,量產(chǎn)時出現(xiàn)較大質(zhì)量波動,這些都是拉伸模裕度較低的體現(xiàn)。本文對拉伸模常見工藝要素進行分析并通過實際調(diào)試案例分享調(diào)試方法與經(jīng)驗,為拉伸模穩(wěn)定性提升提供參考。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年12期)2018-08-01 00:47:44
中國核電(2017年1期)2017-05-17 06:10:11
電子制作(2017年19期)2017-02-02 07:08:38
當代化工研究(2016年6期)2016-03-20 16:21:46
中國房地產(chǎn)業(yè)(2016年2期)2016-03-01 01:25:18
西部廣播電視(2015年5期)2016-01-16 03:45:05
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
