
動車組小線徑線纜重連工藝與壽命研究
2022-05-26 06:06:30吳超云李東東黃英齡明志茂
環境技術 2022年2期
吳超云,李東東,黃英齡,明志茂
(廣州廣電計量檢測股份有限公司,廣州 510656)
引言
世界各國軌道交通的發展,擴大了對軌道客車產業的市場需求,中國作為世界最大的軌道交通市場之一,近年來加大鐵路和城市軌道交通建設投入,軌道客車進入高速發展的黃金時代[1-3]。軌道交通的迅速發展的同時,遍布車身的線纜作為傳輸電能、通信的渠道,其環境適應性、可靠性至關重要[4-6]。
然而,在動車組長期運營中,各種環境應力會影響線纜的使用壽命,造成線纜老化、磨損或破壞,而由于線纜分布在整個客車的車身部位,如果重新更換整個線纜,工作量大,耗費較多的人力和時間,不僅影響客車的使用進程,也會提高維修成本。根據TB/T 3153-2007《機車車輛布線規則》中第5.12章規定:“對于截面積不大于6 mm2的導體,在修理和整修時可以使用絕緣的拼接連接器”。故認為小線徑線纜可以重新連接[7-10]。因此在動車組定期檢修時,通常去除破損或老化[11,12]等不合格的線纜部分,使用一定的材料和壓接工藝,對完好的線纜部分進行重新連接,因此線纜重連的材料和壓接工藝顯得格外重要。重新連接的方法改變了線纜狀態,性能和可靠性無法保證與原線纜一致,同時需要考慮線纜連接部位的電接觸、機械強度和耐腐蝕性能。因此需進行一系列的試驗對重連后的線纜的性能和可靠性進行驗證[13,14]。
1 小線徑線纜重新連接工藝方法
電纜中端接頭是電纜線路的薄弱環節。導線連接的質量直接關系到整個線路能否安全可靠地長期運行[15,16]。目前線纜的連接方式主要為絞合連接、壓接、焊接和連接器連接,在鐵路中線纜連接應用比較廣泛的為壓接和焊接兩種方式。壓接用于大批量生產,連接性能好,同時對電學性能影響比較小,而焊接方法增強導電系數。壓接是指用銅或鋁套管套在被連接的芯線上,再用壓接鉗或壓接模具壓緊套管使芯線保持連接。銅導線(一般是較粗的銅導線)和鋁導線都可以采用緊壓連接,銅導線的連接應采用銅套管,鋁導線的連接應采用鋁套管,緊壓連接前應先清除導線芯線表面和壓接套管內壁上的氧化層和粘污物,以確保接觸良好,如圖1所示。

圖1 線纜壓接示意圖
焊接是指將金屬(焊錫等焊料或導線本身)熔化融合而使導線連接。電工技術中導線連接的焊接種類有錫焊、電阻焊、電弧焊、氣焊、釬焊等,如圖2所示。

圖2 線纜焊接示意圖
動車組小線徑線纜出現老化或損壞時,通常去掉老化或損壞的線纜部分,除去剩余兩段線纜的絕緣層,采用壓接和焊接的連接方法進行,最后用熱縮管完成線纜的重新連接,具體流程如圖3。切線主要采用全自動電腦剝線機制備,采用氣動式端頭壓接機進行壓接,焊接則采用了無鉛電焊臺進行處理。
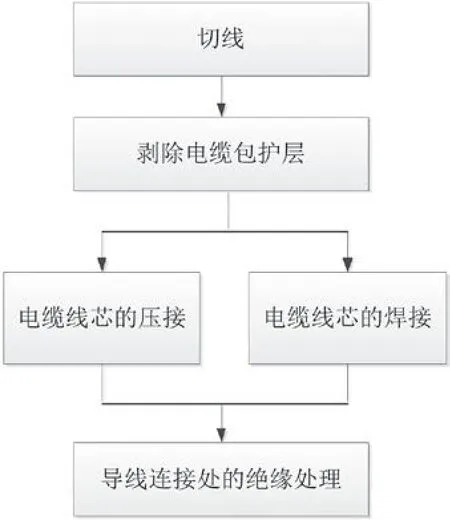
圖3 線纜重新連接流程
2 小線徑線纜失效模式分析及驗證試驗設計
2.1 重連線纜失效模式分析
由于重連后的動車組線纜,在其連接處的典型失效模式和失效機理還處于新技術開發階段,無相關數據文獻可參考。從重連的結構來看,相當于在線纜上增加一個電連接器。因此可參考動車組上電連接器的失效模式和失效機理進行線纜重連的評估,根據運營經驗數據,電連接器的主要故障模式包括接觸不良、密封不良、固定不良、絕緣不良等。而前3種失效模式主要原因是重連結構設計不合理,加工工藝不合理,或組裝工藝不良。這幾類故障可通過選擇合理的質量管控和試驗驗證可以大幅度降低此類失效發生的幾率。而對于對于絕緣不良現象,主要原因是絕緣材料老化造成的。而導致絕緣材料老化[17-19]的原因主要有以下幾種:
1)熱老化
線纜長期在高溫條件下工作,使絕緣材料發生熱分解及熱氧裂解,導致材料分子量、結晶度和交聯度改變,會使絕緣材料變脆變硬,質量減小,出現裂紋,生成離子雜質和揮發物,材料性能下降。
2)化學老化
線纜暴露在高濕環境中時,絕緣材料表面的缺陷處會把水分吸入聚合物鏈,這會導致材料膨脹,繼而更多的液體被吸入材料,破壞材料結構,水分還會使導體氧化,增加導體電阻值。
3)機械老化
線纜在使用過程中,長期承受環境溫度變化以及車體振動導致的機械應力,在這些應力持續作用下,絕緣材料表面的微觀缺陷會逐步出現,并持續發展,最終導致材料出現裂紋,并貫穿材料,導致局部放電甚至絕緣擊穿。
因此,根據失效模式的分析,針對重連后的線纜采用了溫度、振動和電應力綜合環境應力,進行產品的可靠性及性能驗證試驗。
2.2 重連線纜可靠性驗證試驗設計
動車組重連線纜的可靠性需要驗證以確保整車運行可靠性。考慮到線纜安裝位置遍布整車各個部位,對不控溫的區域,線纜經受溫度應力,同時,動車組行進中線纜處于振動應力環境下工作,因此采取振動-溫度綜合試驗。振動應力量級參考IEC 61373-2010中的功能隨機振動和模擬長壽命振動量級,溫度應力參考EN 50467-2011的溫度等級規定確定,電應力采用線纜的工作電壓。
為在短時間內進行試驗,驗證線纜壽命,采取加速試驗方式進行。溫度循環是造成產品耗損型故障的主要因素。在合適的范圍內,低周疲勞的破壞程度與高低溫溫差以及溫變速率有關。溫差和溫變速率的增大都將加快產品耗損型故障的發生。因此,根據GB/T 34986-2017,在試驗中可進行調整以減少溫度循環次數,從而縮短試驗所需時間。
2.2.1 試驗樣品
振動應力量級采用單芯和雙芯兩種規格的線纜,具體參數如表1和表2。采用壓接和焊接的連接方法對單芯線纜和雙芯線纜進行重新連接。

表1 單芯線纜參數

表2 雙芯線纜參數
線纜加工要求包括:單芯線和雙芯線每段分別剪成10 cm;每兩條線纜中間采用絕緣壓接管壓接,加工成重新連接的線纜;每兩條線纜中間采用錫焊,加工成重新連接的線纜。
2.2.2 振動應力
振動應力量級參考GB/T 21563-2008軌道交通沖擊和振動試驗和IEC 61373-2010中的模擬長壽命振動量級。整個試驗過程中振動應力累計施加時間為15 h,超過15 h后的試驗不施加振動應力,其振動應力施加如圖4所示。
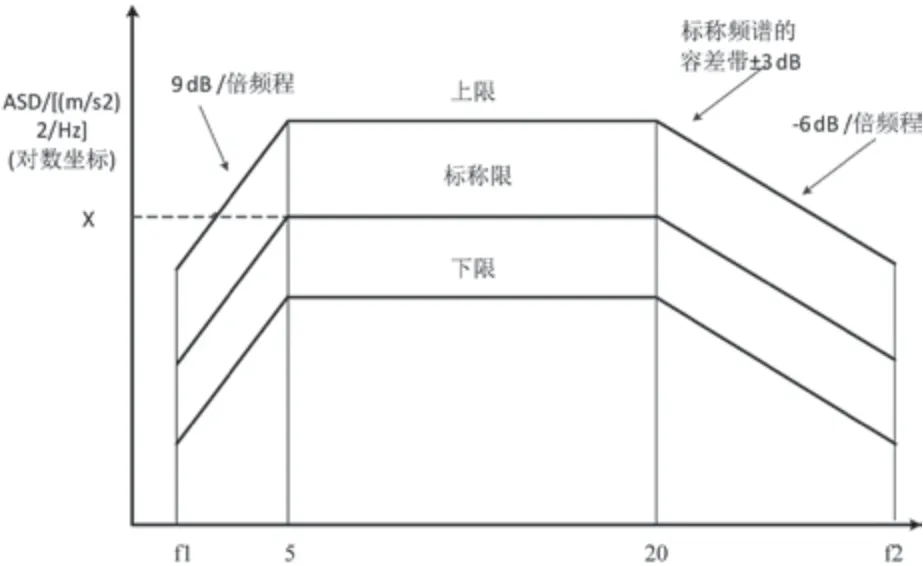
圖4 振動應力ASD頻譜
2.2.3 溫度應力
根據在軌道交通上的預期用途和特性進行分類,我們選用的線纜主要安裝在艙內,使用的環境溫度范圍為(5~35)℃,溫度剖面中Tmin選擇-10 ℃,Tmax選擇70 ℃。溫度循環曲線的剖面圖按照圖5進行。采用定時截尾方式進行試驗,試驗時間為2000 h,每隔200 h定期監測線纜電阻,并記錄。
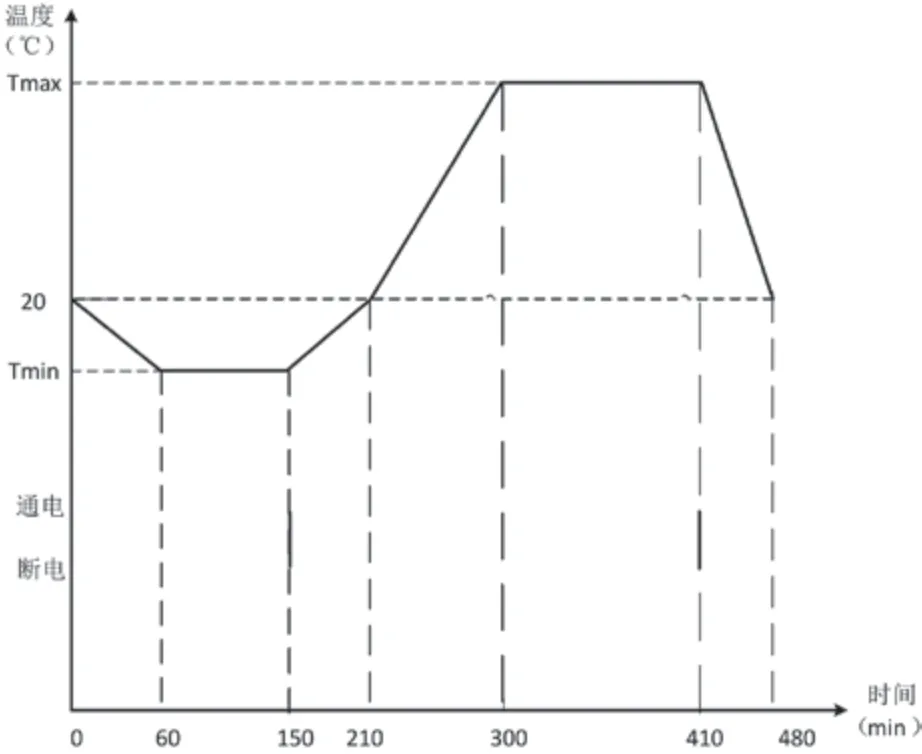
圖5 溫度剖面圖
2.2.4 電應力
此次試驗在模擬長壽命振動應力施加過程中不通電,其余時間均通電,電應力為額定電應力12 VDC。
3 結果分析與壽命評估
3.1 試驗前線纜電阻測量結果
試驗樣品試驗前進行線纜電阻測量,根據圖6所示。
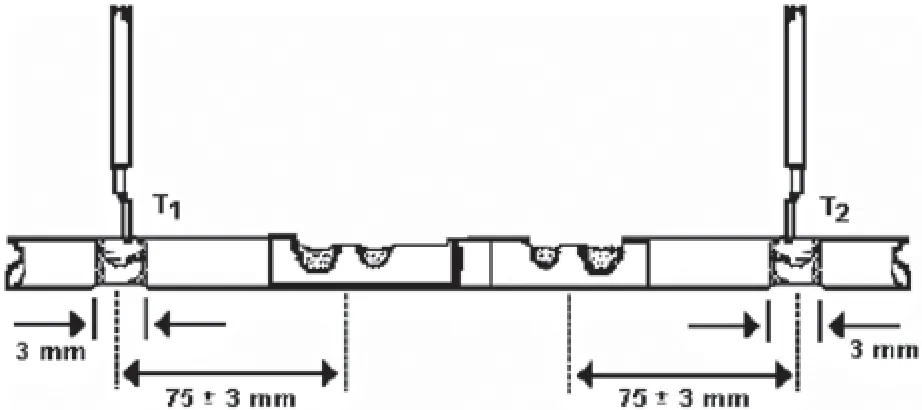
圖6 電阻測量示意圖
使用低電阻測試儀測試T1以及T2兩端之間的電阻值,并記錄,試驗結果見表3所示。
表3中結果表明,單芯和雙芯的線纜電阻R20均小于規定的20 Ω/km要求,屬于合格范圍內樣品,雙芯的線纜阻值總體略高于單芯線纜。
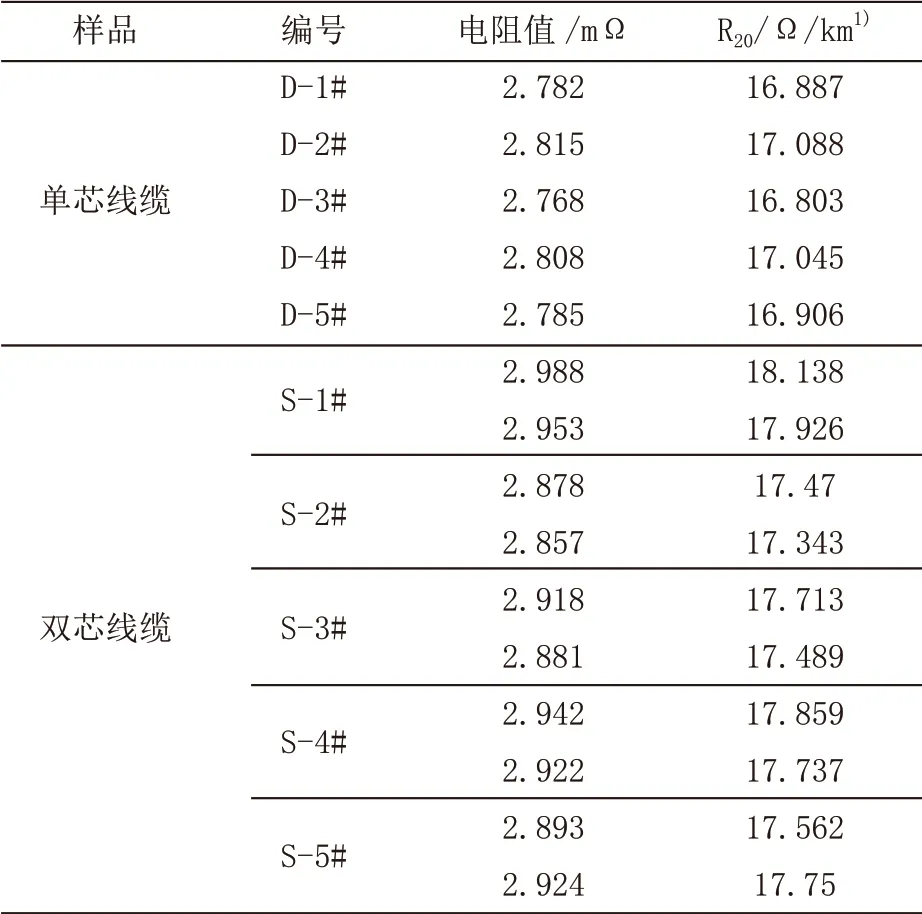
表3 單芯及雙芯線纜電阻值
3.2 重連后線纜可靠性試驗結果與分析
重連后,采用綜合應力試驗方法進行性能及壽命試驗驗證測試,其測試結果如表4所示。
表4可知,重連后的小線徑線纜,其平均阻值均小于規定的20 Ω/km,且與完整的線纜均值相差不大,因此,可以得出兩種重連的工藝均能滿足線纜的連接要求。進一步對線纜的阻值變化趨勢進行擬合,如圖7所示。

表4 不同重連工藝單芯及雙芯線纜綜合試驗電阻變化值(R20,Ω/km)
圖7中可以看出,單芯的線纜阻值變化相對于雙芯較慢,單芯的阻值上升變化率為0.0002~0.0003,而雙芯則達到0.0009,約為單芯的2~3倍,表明雙芯線纜更易受外部環境的作用,從而導致阻值的上升。從重連工藝的角度來看,兩者電阻的變化趨勢相同,且變化速率相差不大,但壓接工藝重連阻值總體要比焊接工藝小。可見,壓接工藝電阻變化的穩定性優于焊接工藝,壓接工藝方法可靠性相對更高。
3.3 重連后線纜壽命評估預測
動車組線纜運行期間是處于不維修狀態,通常需要經歷至少一個高級修里程約480萬公里或5年時間后[20],回到主機廠維修車間后進行相應的檢查更換或維修,因此對其壽命周期有較高的要求。根據圖7的線性擬合公式,以其規格書規定的20 Ω/km為閾值,可以得出重連后線纜的壽命終結時間。根據Coffin Manson模型,采用等損傷原則,正常使用的環境溫度范圍為(5~35)℃,溫差為30 ℃,而實驗室試驗溫差為80 ℃。
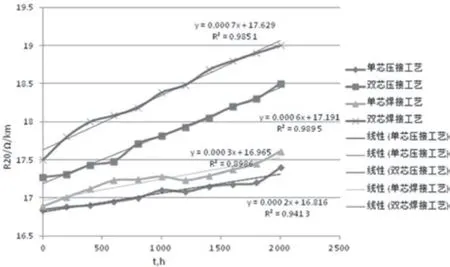
圖7 重連線纜電阻變化趨勢擬合圖
其加速因子的計算模型如下:

式中:
AF—加速因子;
△T1—正常使用條件下的溫度差;
△T2—實驗室加速條件下的溫度差;
m—常數,一般線纜產品取3~5,為保守起見,計算時取3。
因此經計算后,得出線纜的壽命情況見表5所示。
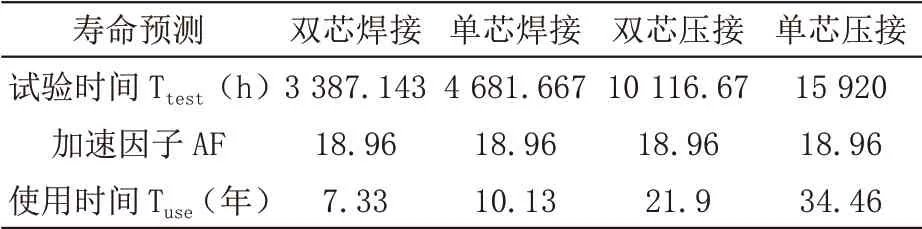
表5 不同重連工藝單芯及雙芯線纜
總體來看,兩種重連工藝的線纜均可維持至少一個高級修里程,最短的雙芯焊接工藝重連后,可使用年限約為7.33年,而最長的單芯壓接工藝可達34.46年,這基本上與車體等壽命。焊接工藝使用年限相對與壓接工藝要短,雙芯的使用年限則比單芯的要短。通過對線纜的重連工藝研究,為后續線纜產品的檢修或延遲修提供了決策依據。
4 結論
為了給現役動車組小線徑線纜的重連維修和延壽提供數據支撐,我們對動車組線纜進行重連工藝及壽命評估試驗,得出以下結論:
1)對小線徑線纜分別進行壓接和焊接工藝重連,結果表明重連后的線纜均能符合產品規格書要求。
2)通過長時間的疲勞壽命試驗,發現線纜的電阻呈現逐步上升的趨勢,雙芯線纜的上升速率要高于單芯線纜。而壓接工藝重連阻值總體要比焊接工藝小,壓接工藝電阻變化的穩定性優于焊接工藝,壓接工藝方法可靠性相對更高。
3)經模擬計算表明,兩種重連工藝的線纜均可維持至少一個高級修里程,最短的雙芯焊接工藝重連后,可使用年限約為7.33年,而最長的單芯壓接工藝可達34.46年。因此在整體策略上可以對重連線纜進行至少一個高級修周期試運行,通過依據試運行結果對評估結果不斷的進行修正。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
