蒸汽過熱爐微合金爐管焊接技術(shù)標(biāo)準(zhǔn)與工藝分析
2022-05-20 09:27:02王泓
大眾標(biāo)準(zhǔn)化 2022年8期
王 泓
(甘肅一安建設(shè)科技集團有限公司煉化工程公司,甘肅 蘭州 730060)
蒸汽過熱爐是工業(yè)生產(chǎn)的重要設(shè)備,可以為反應(yīng)器提供過熱蒸汽,滿足裝置運轉(zhuǎn)需要。蒸汽入口和出口溫度分別是133 ℃、833 ℃,入口壓力0.19 MPa,出入口溫差較大,所以爐管焊接難度較大。蒸汽過熱爐通常是自然通風(fēng)的立式方箱爐,雙輻射爐膛共用一個對流段,基于煙筒擋板來動態(tài)調(diào)整爐膛負壓,以此來保證蒸汽過熱爐充分燃燒。蒸汽過熱爐的微合金爐管具有較強的抗氧化性能、抗?jié)B碳性能以及抗高溫蠕變斷裂強度等性能,在蒸汽過熱爐中應(yīng)用可以有效抵御高溫和腐蝕影響,在石油化工行業(yè)廣泛應(yīng)用。但同時,此種材料電阻率大、導(dǎo)熱性差,很容易出現(xiàn)焊接裂紋,影響到蒸汽過熱爐正常運轉(zhuǎn)。因此,需要結(jié)合蒸汽過熱爐微合金管特性,現(xiàn)場組對、焊接以及無損探傷一系列處理活動,但工作空間限制,對于爐管焊接工藝質(zhì)量標(biāo)準(zhǔn)提出了新的要求。綜合分析研究蒸汽過熱爐微合金管焊接工藝相關(guān)標(biāo)準(zhǔn),有助于高效完成焊接任務(wù),避免裂紋出現(xiàn),為后續(xù)相關(guān)工作開展提供參考經(jīng)驗。
1 蒸汽過熱爐微合金爐管概述
蒸汽過熱爐的出入口溫度變化大,爐管材質(zhì)多樣,加強爐管施工質(zhì)量標(biāo)準(zhǔn)控制十分必要。爐管組對、焊接、無損探傷以及熱處理各環(huán)節(jié)需要緊密聯(lián)系,充分契合技術(shù)標(biāo)準(zhǔn)來高質(zhì)量處理。但在這個過程中,工作空間存在很大的局限性,加之多種材料焊接,如果焊接工藝選擇不合理,后期蒸汽過熱爐運行中可能會出現(xiàn)爐管開裂,影響到蒸汽過熱爐正常運行使用。蒸汽過熱爐的爐管多數(shù)已經(jīng)在廠家預(yù)制生產(chǎn),現(xiàn)場焊接則需要結(jié)合爐管實際情況按標(biāo)準(zhǔn)焊接。
2 可焊接標(biāo)準(zhǔn)
由于微合金爐管特性,熱裂紋敏感,線膨脹系數(shù)大,在局部冷卻和加熱條件下,焊接接頭位置在高溫區(qū)域停留時間過長,焊縫金屬和近縫區(qū)高溫承受的拉伸應(yīng)力和拉伸應(yīng)變力較高,不可避免地產(chǎn)生熱裂紋。爐管熱裂紋出現(xiàn),有諸多的低熔點金屬共晶物與非金屬共晶物,尤其是磷、硫共晶物熔點較低,焊接時可能出現(xiàn)低熔點共晶物液態(tài)膜在晶界區(qū)殘留,焊接時出現(xiàn)較大的應(yīng)力。同時,在收縮應(yīng)力作用下可能發(fā)生開裂問題,影響到蒸汽過熱爐正常使用。所以,應(yīng)該加深熱裂紋性質(zhì)認知和理解,對于輻射段焊口主要選擇小電流多層多道焊,不擺動操作,控制層間溫度不超過100 ℃,并充分清理干凈層間雜質(zhì),接頭相互錯開。
3 蒸汽過熱爐微合金爐管焊接標(biāo)準(zhǔn)與工藝要點
3.1 焊接方法
結(jié)合蒸汽過熱爐爐管焊接施工需要,可以采用鎢極氬弧焊打底、填充與蓋面,跨越管同樣選擇鎢極氬弧焊打底以及手工電弧焊焊接處理。在焊接的同時,爐管內(nèi)部充滿氬氣提供保護作用。如果需要更換爐管,應(yīng)該保證爐管接頭焊接達到保準(zhǔn),及時修復(fù)焊接缺陷。對于微合金爐管材質(zhì)而言,熱膨脹系數(shù)較高,導(dǎo)熱率不高,所以焊接中很容易出現(xiàn)焊接裂紋,影響到整體焊接質(zhì)量。
3.2 焊接準(zhǔn)備
在蒸汽過熱爐微合金爐管焊接前期準(zhǔn)備階段,需要確保焊接人員專業(yè)知識和技能達到相關(guān)標(biāo)準(zhǔn),實踐操作水平較高,同時必須具備焊接合格證。焊接前編制焊接工藝卡,充分技術(shù)交底,并且在管道具體焊接前加強技術(shù)培訓(xùn)與考核,提升焊接人員專業(yè)能力。
為了保證焊接質(zhì)量達到標(biāo)準(zhǔn),增強焊縫高溫持久性能,應(yīng)該選擇和母材相近的焊材,這樣才能確保焊縫與母材的耐高溫性能相一致。所選擇的焊接材料需要有合格證明,評定焊接工藝合格后方可投入使用。對焊材化學(xué)成分、使用條件和力學(xué)性能等要素綜合考量,同時保證選用的焊接材料強度、耐腐蝕性與耐高溫性符合要求;線膨脹系數(shù)差異,高溫環(huán)境下是否會出現(xiàn)體積永久性改變;焊接裂紋。
焊接材料需要配備專人負責(zé)管理,依據(jù)焊接工藝要求進行烘干、保管、取用,堆放焊接材料的庫房要保持干燥,相對濕度在60%以下,同時在焊接材料取用前充分清理干凈油污和銹跡,盡可能避免環(huán)境因素對焊接材料性能產(chǎn)生不良影響,否則會造成不必要的材料損耗。
3.3 焊接環(huán)境
焊接過程中,容易受到環(huán)境因素影響,損害焊接材料性能,出現(xiàn)焊接缺陷。焊接過程中,如果出現(xiàn)異常情況,應(yīng)制定合理有效的保護措施予以處理,否則應(yīng)停止焊接。具體包括風(fēng)速、鎢極氬弧焊超過2 m/s、手工電弧焊則在8 m/s以上;空氣相對濕度在90%以上。
3.4 焊接工藝參數(shù)
蒸汽過熱爐的爐管焊接過程中,應(yīng)明確工藝參數(shù),如表1。

表1 焊接工藝參數(shù)
3.5 坡口加工和檢查
(1)對于HP40和800HT焊縫金屬,液態(tài)浸潤性與流動性較差,熔深小,破口角度和對口間隙應(yīng)該適當(dāng)?shù)脑黾樱瑴p少鈍邊。采用70~80°V型坡口,間隙1.6±0.6 mm,鈍邊1.5±0.5 mm。
(2)機械切割管道和加工坡口,充分打磨凹凸不平區(qū)域,保證管道焊接區(qū)域平整。在加工后仔細檢查坡口外觀,避免出現(xiàn)分層、裂紋和夾渣等質(zhì)量缺陷。
(3)焊接前,制定合理措施,在坡口兩側(cè)100 mm區(qū)域安全防護,規(guī)避焊接飛濺物污染,如,防飛濺涂料;800HT焊件坡口處理中,去除油脂,坡口表面則選擇丙酮全面清洗,基于此種方式來規(guī)避焊接時發(fā)生滲碳問題。
(4)組對和定位焊接。在此階段,焊接人員應(yīng)該在組對前清理干凈焊接內(nèi)外表面雜質(zhì),坡口邊緣25 mm內(nèi)禁止有毛刺、油污和氧化物等雜質(zhì),規(guī)避對焊接質(zhì)量產(chǎn)生不良影響。組對前后,仔細檢查爐管直線度,在180°急彎彎管兩端保持平齊狀態(tài),爐管長度差距不超過2.0 mm。組對過程中,控制爐管內(nèi)壁錯變量,在0.25 mm以內(nèi),其他區(qū)域則是在0.5 mm以內(nèi)。定位焊焊接工藝在實際應(yīng)用中,主要是采用氬弧焊定位焊,并充滿氬氣保護爐管;禁止定位焊縫強力組對,主要是為了規(guī)避附加力的出現(xiàn);沿著爐管周圍促使定位焊縫分布均勻,至少在3點以上,并且在焊接前將定位起焊點設(shè)置在兩定位焊縫之間,焊縫溶透且沒有焊瘤質(zhì)量缺陷,如果在焊接時發(fā)現(xiàn)有裂紋應(yīng)該第一時間清理,并重新焊接。如果采用組對卡具,優(yōu)先選擇不銹鋼的卡具,卡具材料應(yīng)盡可能同母材花絮成分相近,與正式焊接等同。
(5)氬氣保護措施。焊接同時應(yīng)該做好充氬保護,控制氬氣純度在99.99%以上。活動口焊接實行整體充氬方式,充氬時候封堵爐管兩端,并使用醫(yī)用膠布充分密封處理,焊接同時揭開;固定口焊接使用局部充氬的方式,如圖1。
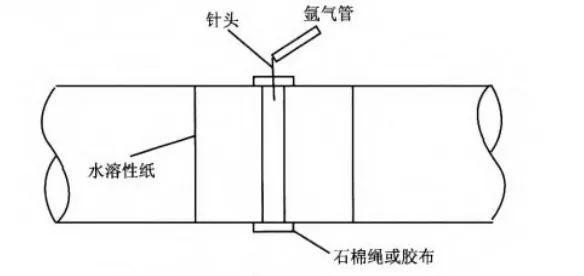
圖1 局部充氬
流量適當(dāng)?shù)脑黾樱浞峙趴諣t管內(nèi)部空氣后方可焊接;焊接開始后,流量逐步減小,規(guī)避氬氣流量過大導(dǎo)致未焊透情況出現(xiàn)。
(6)焊接要求。焊接過程中,確保焊透,焊縫質(zhì)量符合技術(shù)標(biāo)準(zhǔn),盡可能規(guī)避熱裂紋出現(xiàn)幾率。可以選材短電弧以及小線能量方式進行操作;控制城建溫度,小電流多層多道焊,使用紅外線測量儀,控制各層溫度不超過100 ℃;多層多道焊接中,各層焊接頭錯開布設(shè),每層清理干凈后注意檢查,檢查合格后方可進行下一層焊接。焊接后及時清理干凈飛濺的熔渣,保證平面整潔;焊接過程中只能在坡口內(nèi)引弧,禁止坡口外引弧,否則可能出現(xiàn)電弧擦傷,影響到焊接表面質(zhì)量;焊接電源線在管端固定,不允許接地線在爐管表面布置;爐管焊接需要借助砂輪機支持,降低轉(zhuǎn)速,避免打磨過程中熱量過高出現(xiàn)熱裂紋。
(7)焊后熱處理。在此環(huán)境,焊后熱處理焊口是800HT+HP40Nb,控制熱處理的溫度在950±25 ℃左右;加熱溫度控制,不超過300 ℃自由升溫,在達到300 ℃后,按照5125/δ℃/h進行計算,不超過220℃/h;控制恒溫時間,對于焊口穩(wěn)定化處理,大概為120 min左右;在恒溫狀態(tài)下,按照6500/δ℃/h計算冷卻速度,不超過260 ℃/h,在達到300 ℃后自然冷卻即可,400 ℃以上則控制冷卻速度在260℃/h以下。
(8)焊后檢查。在對爐管焊接后,應(yīng)進行全方位的檢查,確保焊接質(zhì)量符合要求。在外觀檢查中,焊縫表面處理符合要求后,采用無損檢測方法,控制焊接表面質(zhì)量;表面禁止出現(xiàn)夾渣、氣孔以及裂紋等質(zhì)量缺陷,焊縫和母材之間是圓滑過渡;爐管表面不允許出現(xiàn)凹陷和咬邊等缺陷;爐管焊縫表面余高控制在1.6 mm。采用無損檢測方式,需要在坡口外觀檢查符合要求后方可進行滲透檢測,一個工序檢測合格后方可進行下一道工序。通過對HP40靜態(tài)鑄造彎頭坡口PT檢測,坡口外側(cè)母材如果有圓形缺陷和條形缺陷,缺陷要及時打磨處理,促使打磨區(qū)域和未打磨區(qū)域之間平滑過渡,同時控制打磨深度在公稱尺寸下偏差范圍,如果超出這一范圍則需要第一時間補焊。100%滲透檢測焊縫表面和焊縫底層焊道質(zhì)量;爐管對接焊口進行射線檢測,并且保證射線檢測技術(shù)等級在AB級以上。
如果檢查發(fā)現(xiàn)焊接缺陷,應(yīng)及時返修,同一位置返修次數(shù)不超過2次,否則會影響到焊接質(zhì)量,浪費資源。依據(jù)技術(shù)標(biāo)準(zhǔn),嚴格控制爐管表面缺陷打磨深度在爐管允許最小壁厚20%,或是單個缺陷面積在62.5 cm2情況下是不允許補焊的,控制彎頭打磨深度在壁厚20%,或是挖槽面積在65 cm2以上時不允許補焊;補焊后應(yīng)及時滲透檢驗,檢驗結(jié)果符合標(biāo)準(zhǔn)后方可投入使用。對于管線焊接缺陷,可以使用不銹鋼砂輪片充分打磨干凈,保證焊接表面質(zhì)量。
此外,積極引進現(xiàn)代化技術(shù)手段建立焊接缺陷檢測系統(tǒng),發(fā)揮先進技術(shù)優(yōu)勢及時發(fā)現(xiàn)和解決焊接缺陷。焊接缺陷檢測是基于X射線探傷機檢查,獲取底片,通過肉眼即可觀察到焊接缺陷,以此標(biāo)準(zhǔn)為依據(jù)來評估環(huán)節(jié)質(zhì)量。對于一些壓力檢測率較高的鍋爐重要焊接結(jié)構(gòu),質(zhì)量檢測工作量大,周期長、成本高,檢測水平高低受檢測者主觀意識影響較大。目前國內(nèi)外對于焊縫缺陷自動檢測研究重視程度逐步提升,并取得了可觀成果,在實際應(yīng)用中可以有效提升焊接質(zhì)量檢驗成效。如,哈爾濱工業(yè)大學(xué)研發(fā)的微型機焊接缺陷自動檢測系統(tǒng),可以實現(xiàn)X射線底片自動化識別分析,但實際應(yīng)用范圍存在很大的局限性。同時,相關(guān)單位對焊接缺陷算法研究中,涌現(xiàn)出很多新式算法,自動化識別質(zhì)量大大提升。甘肅工業(yè)大學(xué)建立的焊縫X射線探傷實時成像自動評片系統(tǒng),主要是在以往的X射線實時成像系統(tǒng)基礎(chǔ)上,進一步整合模式識別、缺陷分割、圖像處理以及圖像數(shù)據(jù)庫等先進技術(shù),形成了較為可靠的自動平片系統(tǒng)。該系統(tǒng)優(yōu)勢鮮明,可以實現(xiàn)X射線實時成像,獲取探傷圖像,缺陷檢測和識別以及自動評片等,并依據(jù)收集的相關(guān)數(shù)據(jù)信息,自動化生成探傷報告。基于此種方式,可以實現(xiàn)焊接缺陷檢測全過程自動化。
4 結(jié)論
綜上所述,蒸汽過熱爐是石油化工生產(chǎn)的重要裝置,運行穩(wěn)定直接關(guān)乎到工業(yè)生產(chǎn)效率和效益。在蒸汽過熱爐微合金爐管焊接中,需要收集相關(guān)數(shù)據(jù)信息選擇最佳的焊接工藝,依據(jù)爐管材質(zhì)和裝置運行環(huán)境選擇最佳的焊接材料,并對焊接全過程嚴格把控,以便于及時發(fā)現(xiàn)和解決焊接缺陷,促進焊接工藝水平發(fā)展,為后續(xù)關(guān)聯(lián)工作開展提供支持。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
