高支高密染色布條影問題的探討
2022-05-18 07:34:22孫月玲陳鑫濤朱進(jìn)華錢柿汝
紡織報(bào)告 2022年4期
關(guān)鍵詞:工藝
孫月玲,陳鑫濤,朱進(jìn)華,錢柿汝,周 森
(江蘇聯(lián)發(fā)高端紡織技術(shù)研究院,江蘇 南通 226000)
染色布就是采用專業(yè)的設(shè)備,通過燒毛、退漿氧漂、絲光、染色、定型、預(yù)縮等工序,用白坯布加工生產(chǎn)出來的成品布。在染色布的基礎(chǔ)上還可以添加印花、免燙、三防、涂層等功能性整理,使面料的服用前景更為廣闊。但染色布在生產(chǎn)過程中也會(huì)存在一些問題,比如目前探討的高支高密平紋類的經(jīng)向條影問題,不僅影響了布面的外觀質(zhì)量,同時(shí)也給后道染色造成很多不便,影響了面料整體的生產(chǎn)情況。因此,本研究對(duì)條影問題進(jìn)行分析,從整經(jīng)、漿紗、穿綜、織造等方面進(jìn)行研究,最終總結(jié)出有效控制條影問題的生產(chǎn)工藝和管理辦法。
染色布會(huì)產(chǎn)生條影問題,但因染色前坯布是白色,對(duì)條影的掩蓋性很強(qiáng),按照常規(guī)檢驗(yàn)方法很難發(fā)現(xiàn)疵點(diǎn),給后道染色條影的控制造成很大的麻煩。因此,本研究主要從各工序紗線通道、整經(jīng)張力的一致性、漿紗配方、穿綜操作、織造的上機(jī)工藝、坯布在織造過程中的把關(guān)和控制方法等方面進(jìn)行分析。首先,白坯布的生產(chǎn)要經(jīng)過很多導(dǎo)輥和張力器,紗線通道的光滑程度對(duì)紗線會(huì)造成不同程度的損傷,對(duì)紗線在織物中的形態(tài)具有一定的影響,經(jīng)過前處理后染色,會(huì)導(dǎo)致上色率不一致以及布面上色不均勻;其次,由于漿紗配方中的配比不同,織物在前處理過程中的退漿效果不一致,而退漿不凈也會(huì)導(dǎo)致上色不均勻;最后,經(jīng)面不順暢、上機(jī)工藝參數(shù)不合理、生產(chǎn)過程中對(duì)布面的把關(guān)和控制不到位以及坯布的布面有明顯痕跡,都會(huì)造線條影問題。本研究主要從這幾個(gè)方面綜合考慮并進(jìn)行工藝優(yōu)化,以有效地改善染色布的條影問題。
1 實(shí)驗(yàn)過程
1.1 材料
織物:經(jīng)緯向60支全棉,經(jīng)密748根/10 cm,緯密355根/10 cm;組織:平紋,3入筘,門幅150.0~152.4 cm;單位面積質(zhì)量:110.2 g/m2。
1.2 設(shè)備
整經(jīng)機(jī)、漿紗機(jī)、自動(dòng)分絞機(jī)、自動(dòng)穿綜機(jī)、貝加諾凸輪織機(jī)、驗(yàn)布機(jī)。
1.3 實(shí)驗(yàn)過程
1.3.1 整經(jīng)工藝
染色布條影產(chǎn)生的根本原因是片紗張力的不一致性,因此,從整經(jīng)機(jī)的設(shè)備機(jī)型、工藝等方面考慮,分別研究傳統(tǒng)整經(jīng)機(jī)和大V形架整經(jīng)機(jī)的張力工藝對(duì)片紗張力一致性的影響。
1.3.2 漿紗工藝
染色布在生產(chǎn)過程中需要進(jìn)行退漿,漿料的不同搭配與退漿的干凈程度也是產(chǎn)生條影的因素,因此,分別從漿料的不同組合、含固率、工藝參數(shù)等方面入手,研究上漿工藝對(duì)條影的影響。
1.3.3 織造工藝
白坯布條影不明顯,坯布質(zhì)量評(píng)定不合理,對(duì)后道的生產(chǎn)影響很大。分別從坯布把關(guān)的方法、不同上機(jī)工藝等方面入手,研究上機(jī)工藝對(duì)條影的影響。
2 結(jié)果與討論
2.1 整經(jīng)工藝
2.1.1 整經(jīng)張力對(duì)伸長的影響
織物經(jīng)向在織前準(zhǔn)備的倒筒、整經(jīng)、漿紗工序加工過程中有一個(gè)相同的工藝要求,即經(jīng)紗張力、伸長的控制。張力和伸長控制主要利于筒子、經(jīng)軸、織軸的卷繞成形;張力和伸長失控,即經(jīng)紗張力過大、經(jīng)紗與經(jīng)紗之間的張力差異大,極易導(dǎo)致經(jīng)紗在梭織生產(chǎn)中出現(xiàn)變異,經(jīng)紗之間排列不均勻形成布面條花疵點(diǎn)。
傳統(tǒng)整經(jīng)機(jī)的張力架為矩形,同批整經(jīng)的紗線張力不一,筒子架前、中、后、上、下紗線張力差異大。本研究將整經(jīng)機(jī)升級(jí),采用大V形架整經(jīng)機(jī)生產(chǎn),整經(jīng)機(jī)兩翼紗架排成“V”字形,采用外導(dǎo)紗方式引紗,中間無導(dǎo)向元件,使紗線以自由狀態(tài)運(yùn)行,減小紗線的非正常摩擦,單紗張力低至2~3 cN, 正常運(yùn)轉(zhuǎn)時(shí)能實(shí)現(xiàn)低張力高速運(yùn)行,最大限度地減少紗線的意外伸長。經(jīng)紗張力檢測結(jié)果如圖1所示,V形架整經(jīng)機(jī)整體張力更低,張力的一致性更好。
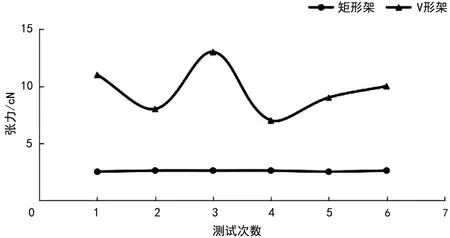
圖1 整經(jīng)機(jī)張力對(duì)比
2.1.2 整經(jīng)筘齒對(duì)平整度的影響
整經(jīng)筘齒可以保證筘齒稀密均勻、無松動(dòng)、橫動(dòng)正常。本研究采用專利技術(shù),在筘齒橫動(dòng)裝置增加變頻電機(jī)控制,筘齒橫動(dòng)的頻率隨著車速和經(jīng)軸直徑的變化而變化,提高了經(jīng)紗在卷繞時(shí)的均勻性和經(jīng)軸的平整度,解決了經(jīng)軸平整度不高和經(jīng)紗張力差異的問題。
2.1.3 整經(jīng)工藝的影響
大批量原紗在生產(chǎn)時(shí)可能會(huì)產(chǎn)生個(gè)別筒子存在條干和毛羽的差異問題,布面會(huì)集中一處出現(xiàn)條影。采取經(jīng)一只軸從一側(cè)開始均勻竄一只筒子的生產(chǎn)方法,避免有問題的筒子集中在一個(gè)位置。分批整經(jīng)工藝設(shè)計(jì)為偶數(shù)軸,后道漿紗經(jīng)軸在退繞時(shí)一半順時(shí)針退繞、一半逆時(shí)針退繞,平衡經(jīng)軸左右兩側(cè)的張力差異。
2.1.4 紗線通道的影響
白坯布在生產(chǎn)時(shí),原紗筒子比較大,同一批原紗筒子在生產(chǎn)時(shí),生產(chǎn)的長度和時(shí)間較長,在整經(jīng)的過程中需做好清潔工作,保證各紗線通道沒有積絨問題;檢查通導(dǎo)輥的銹跡、破損問題;大稀軸沒有跳動(dòng)、歪盤片、異響;整經(jīng)倒找頭要順暢,沒有絞頭問題,提高了整經(jīng)大稀軸的質(zhì)量,解決了紗線破損、沾污、張力不一致的問題。
2.2 漿紗工藝
2.2.1 漿紗機(jī)張力的影響
經(jīng)向條影漿紗技術(shù)控制的關(guān)鍵是五大張力區(qū)張力的控制以及片紗張力的平衡,保證紗線彈性,減少紗線的意外伸長,達(dá)到布面經(jīng)緯紗張力一致。
2.2.2 漿紗機(jī)紗線通道的影響
漿紗機(jī)設(shè)備屬于中型設(shè)備,機(jī)身長,導(dǎo)輥很多,技術(shù)控制的關(guān)鍵是對(duì)導(dǎo)輥進(jìn)行檢查。導(dǎo)輥運(yùn)行的同步性,導(dǎo)輥表面的光滑性、平整性、沒有彎曲、轉(zhuǎn)動(dòng)靈活,導(dǎo)輥表面無回絲余紗、漿巴的控制,織軸無歪盤片、毛刺,這些都能保證片紗張力的平衡一致性,減少紗線局部的損傷。
2.2.3 漿紗配方優(yōu)化的影響
漿紗配方的設(shè)計(jì)調(diào)整,需減少聚乙烯醇(PVA)漿料的用量,增加已退漿高性能淀粉的使用,減少普通氧化變性淀粉的使用,降低漿料配方的上漿率,以改善漿紗手感,提高漿紗的柔韌性,實(shí)現(xiàn)高效退漿(表1)。

表1 漿紗配方的設(shè)計(jì)
2.2.4 漿紗工藝的影響
漿紗工藝以輕張力、小伸長、中上漿、中壓力的工藝路線,在保證原有織造效率和斷經(jīng)的基礎(chǔ)上,降低經(jīng)紗的上漿率,減少漿紗線伸長(表2)。
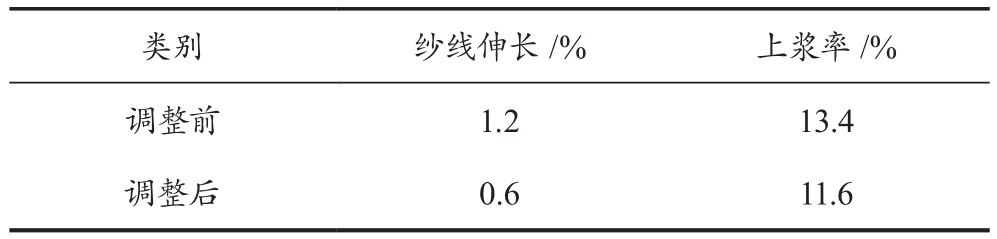
表2 漿紗配方的設(shè)計(jì)
漿紗機(jī)經(jīng)軸采用正反方向退解,雙制動(dòng)盤自動(dòng)控制退解張力;正反方向退解利用平衡經(jīng)軸整經(jīng)張力的差異,雙制動(dòng)盤保證經(jīng)軸左右側(cè)退繞張力的一致性,自動(dòng)退解控制能根據(jù)經(jīng)軸直徑的大小逐步降低制動(dòng)氣壓,以保證漿軸里外層張力的均衡;定制多套尺寸的壓紗輥,以保證漿紗車頭織軸的壓紗輥實(shí)現(xiàn)托輥生產(chǎn),防止織軸左、中、右的張力不一致。
2.3 穿綜工藝
穿綜技術(shù)控制的關(guān)鍵是在自動(dòng)分絞機(jī)進(jìn)行分絞前,對(duì)織軸的片紗進(jìn)行梳理,保持片紗順暢,沒有絞頭問題。穿綜是采用雙簧緊固鋼筘,同時(shí)保證關(guān)鋼筘筘齒間距的均勻性,經(jīng)向上下層經(jīng)紗一根間隔一根穿綜,以保證經(jīng)面質(zhì)量,在織造的過程中沒有因絞頭、斜拉、鋼筘質(zhì)量等產(chǎn)生坯布條影問題。
2.4 織造工藝
經(jīng)紗片紗張力不均,即某些經(jīng)紗張力偏大、其他經(jīng)紗張力偏小是造成經(jīng)向條花的根源[1]。因此,織造工序通過設(shè)定合理的經(jīng)向上機(jī)工藝,盡可能地減小經(jīng)紗間的張力差異,使織軸經(jīng)紗受力均勻,進(jìn)而控制坯布條的產(chǎn)生。目前,綜平時(shí)間和張力的調(diào)整是彌補(bǔ)經(jīng)向疵點(diǎn)的主要措施,因此,分別研究綜平時(shí)間與張力的不同組合(314°×4.5 kN,314°×3.0 kN,299°×4.5 kN,299°×3.0 kN)對(duì)十萬緯斷經(jīng)斷緯率、坯布一等品率及經(jīng)向布面狀況的影響。
2.4.1 對(duì)十萬緯斷經(jīng)斷緯率的影響
不同上機(jī)工藝對(duì)十萬緯斷經(jīng)斷緯率的影響如圖2所示。從圖2可以看出,在采用314°×4.5 kN和299°×4.5 kN的綜平時(shí)間和張力時(shí),十萬緯斷經(jīng)率在1.0次以內(nèi),十萬緯斷緯率在4.5次以內(nèi);而在314°×3.0 kN和299°×3.0 kN的綜平時(shí)間和張力下,十萬緯斷經(jīng)斷緯率均有所增加,這是因?yàn)閲姎饪棛C(jī)靠氣流引緯,引緯功能較弱,稍有不適都會(huì)造成引緯失敗,形成斷緯。在張力較小時(shí),經(jīng)紗未被完全拉直,呈屈曲狀態(tài),開口不清,緯紗運(yùn)行通道不順暢,則斷緯率偏高。當(dāng)織機(jī)停臺(tái)和啟動(dòng)時(shí),經(jīng)緯紗間摩擦因數(shù)比正常運(yùn)轉(zhuǎn)時(shí)大[2],緯停越多,經(jīng)紗所受摩擦越大,則斷經(jīng)率相對(duì)偏高;同理可知,當(dāng)張力較大時(shí),開口清晰,引緯環(huán)境好,斷經(jīng)斷緯率低。
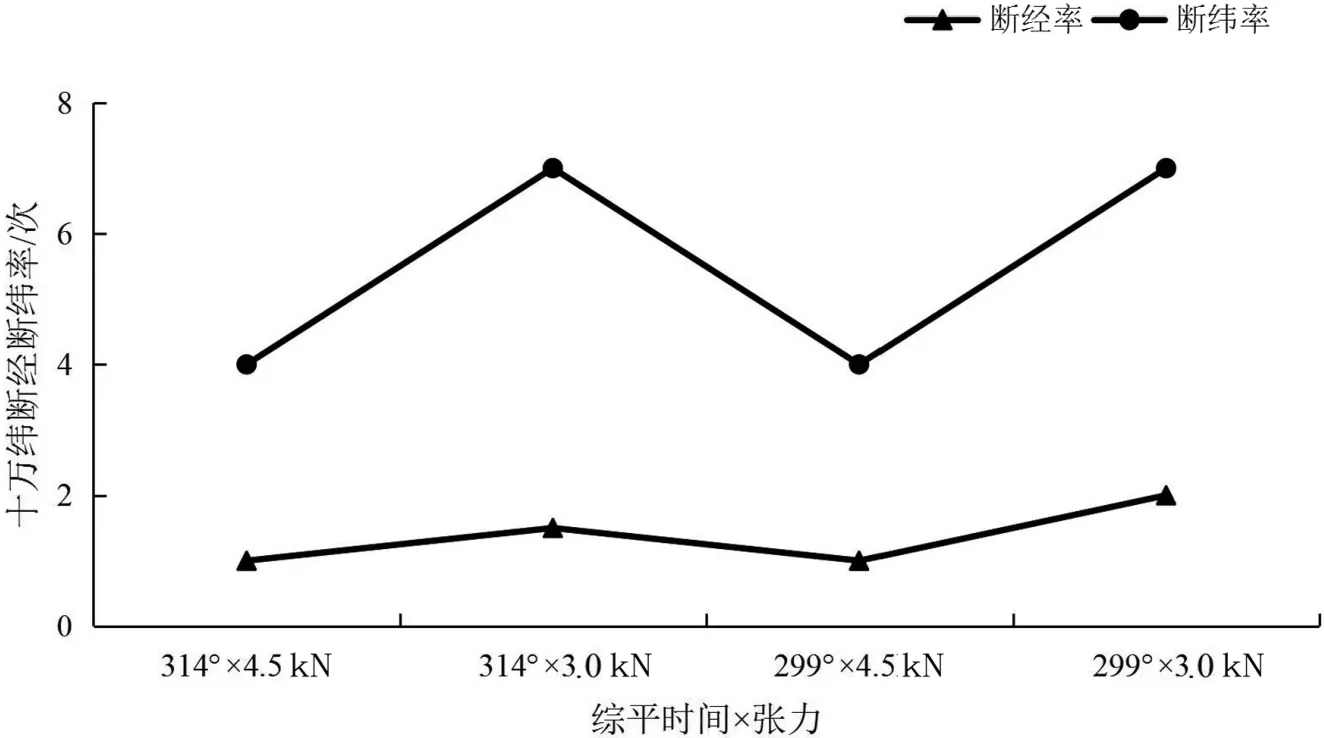
圖2 不同綜平時(shí)間與張力對(duì)十萬緯斷經(jīng)斷緯率的影響
2.4.2 對(duì)坯布一等品率的影響
不同綜平時(shí)間與張力對(duì)坯布一等品率的影響如圖3所示。從圖3可以看出,當(dāng)綜平時(shí)間設(shè)定為299°、張力為4.5 kN時(shí),驗(yàn)收的五匹布的一等品率達(dá)到了98.5%,而在其他3種組合下,一等品率基本低于98.0%,且質(zhì)量不穩(wěn)定。分析原因有以下3點(diǎn):(1)在張力為3.0 kN時(shí),十萬緯斷經(jīng)斷緯率高,擋車工的操作頻次高且無法確保停臺(tái)能及時(shí)并一次性開出,若長時(shí)間停車,會(huì)引起紗線、織物系統(tǒng)的蠕變,經(jīng)紗張力減小、織口位置移動(dòng),最終形成橫檔[2];(2)在綜平時(shí)間為314°時(shí),布面偏顯經(jīng)向,停臺(tái)開出后浪紋嚴(yán)重;(3)當(dāng)張力為3.0 kN時(shí),經(jīng)紗受力較小,在打緯時(shí),經(jīng)紗屈曲程度大,織口張力不穩(wěn)定,橫檔效果差異大。

圖3 不同綜平時(shí)間與張力對(duì)坯布一等品率的影響
2.4.3 對(duì)經(jīng)向布面狀況的影響
因白坯布布面的條影掩蓋性非常強(qiáng),借鑒了色織布白經(jīng)色緯條花的顯現(xiàn)程度,通過緯向喂入深色紗線,促使條影出現(xiàn),同時(shí)進(jìn)行把關(guān)和調(diào)整,使白坯布質(zhì)量得到有效控制。
表3為不同上機(jī)工藝對(duì)坯布整體布面狀況的影響,在綜平時(shí)間為299°、張力為4.5 kN時(shí),布面較均勻、光滑,無明顯條花;而在其他3種組合下,坯布均呈現(xiàn)出不同程度的條花。分析原因有以下兩點(diǎn):(1)當(dāng)綜平時(shí)間為314°時(shí),布面偏顯經(jīng)向,經(jīng)向疵點(diǎn)明顯,而當(dāng)綜平時(shí)間為299°時(shí),布面顯緯向,經(jīng)向疵點(diǎn)可以部分掩蓋;(2)當(dāng)張力設(shè)定為3.0 kN時(shí),織軸上仍有部分經(jīng)紗受力不均,而當(dāng)一片紗中某些經(jīng)紗張力偏小、在織造時(shí)交織張力較小且與緯紗交織時(shí),經(jīng)紗屈曲波峰增加,結(jié)構(gòu)發(fā)生變化,經(jīng)紗易被擠出織物表面,甚至發(fā)生經(jīng)紗重疊,布面平整度下降,造成幾根紗線在經(jīng)向短片段長度內(nèi)偏左或偏右,因排列不均勻而產(chǎn)生條花[1]。
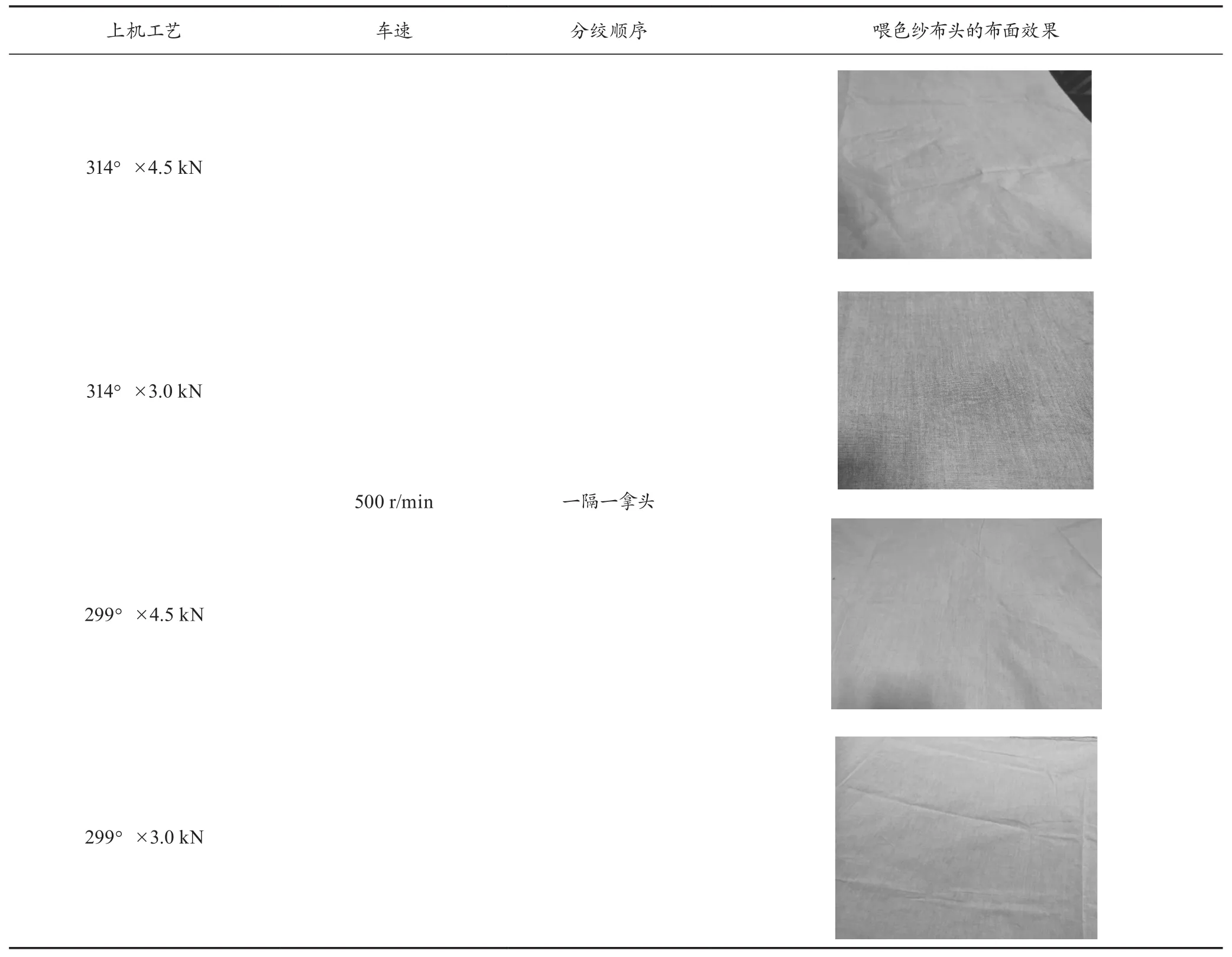
表3 不同上機(jī)工藝對(duì)坯布整體布面狀況的影響
綜上所述,采用綜平時(shí)間299°、張力4.5 kN時(shí),十萬緯斷經(jīng)斷緯率較低,坯布一等品率較高且較穩(wěn)定,坯布整體布面均勻、光滑,故選擇此組合整體效果較好。
3 結(jié)語
本研究通過對(duì)高支高密平紋類染色布條影問題的分析可知,整經(jīng)張力配置、漿料配方、織造上機(jī)工藝等因素都會(huì)導(dǎo)致白坯布染色后形成條影。因此,要想解決染色布條影問題,需進(jìn)行綜合分析,通過采用大V形整經(jīng)機(jī)張力工藝、減少PVA用量、使用易退漿淀粉的配方組合、紗線通道的管理控制、坯布條影檢驗(yàn)方法、上機(jī)工藝等,能夠很好地解決高支高密平紋類染色布條影問題,最終總結(jié)出一套有效固化的生產(chǎn)工藝,切實(shí)解決了印染布生產(chǎn)的一大難題,提高了產(chǎn)品品質(zhì),同時(shí)也讓客戶滿意。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
