蘇洼龍水電站壓力鋼管雙絲埋弧焊探析
2022-05-17 11:14:52杜洪斌
四川水力發電 2022年2期
杜 洪 斌
(華電金沙江上游水電開發有限公司蘇洼龍分公司,四川 成都 610041)
1 概 述
蘇洼龍水電站引水系統布置在金沙江左岸,采用一管一機供水方式,4條引水隧洞平行布置,壓力鋼管安裝位于引水隧洞下平段。壓力鋼管采用600 MPa級鋼板制造,鋼管直徑Φ10 m/Φ8.4 m,鋼板厚度30 mm/32 mm/36 mm/40 mm,加勁環、阻水環、止推環采用500 MPa級鋼板,鋼板厚度20 mm。其中1~4號引水隧洞壓力鋼管長度分別為121.894 m、123.623 m、94.354 m和124.08 m,共計463.951 m,共有161節鋼管,其中125節帶加勁環,36節為光面管。壓力鋼管制造安裝工程量約4 100 t。因在洞內采用智能化組焊技術,配套選擇了埋弧自動焊接工藝焊接壓力鋼管的縱縫和環縫。在一般的壓力鋼管制造過程中,采用單絲埋弧焊進行焊接。而根據相關研究,雙絲埋弧焊能夠在不增加人工、確保焊接質量的同時,將焊接效率提高2~3倍,顯然有利于壓力鋼管制造進度[1]。為了驗證雙絲埋弧焊焊接工藝的可行性,結合2 400 m高海拔地區600 MPa級高強鋼的應用特點,依據先進技術和工程結構設計條件,在雙絲埋弧焊焊接工藝試驗的基礎上,開展了蘇洼龍水電站壓力鋼管新技術研發及應用工作。
2 焊接工藝試驗
2.1 試驗材料
試驗用材料為厚度δ=30 mm的N610CF鋼板,外形尺寸為800×200 mm矩形。試板采用X型不對稱坡口,鈍邊厚度為4 mm,坡口比例為2∶1,大坡口22.5°,小坡口30°,對接間隙4 mm。坡口加工方式采用火焰切割+角磨機打磨;襯墊采用10 mm圓柱陶瓷襯墊;對接焊縫為30 mm≤δ≤ 40 mm,接頭形式、坡口形式與尺寸、焊層、焊道布置及順序見圖1。雙絲自動埋弧焊時采用焊絲牌號CHW-S7;焊絲規格φ4.0;型號H08Mn2MoA;焊縫(焊絲)金屬化學成分見表1。焊接試件焊前仔細地進行清理后,采用雙絲自動埋弧焊方法進行焊接。
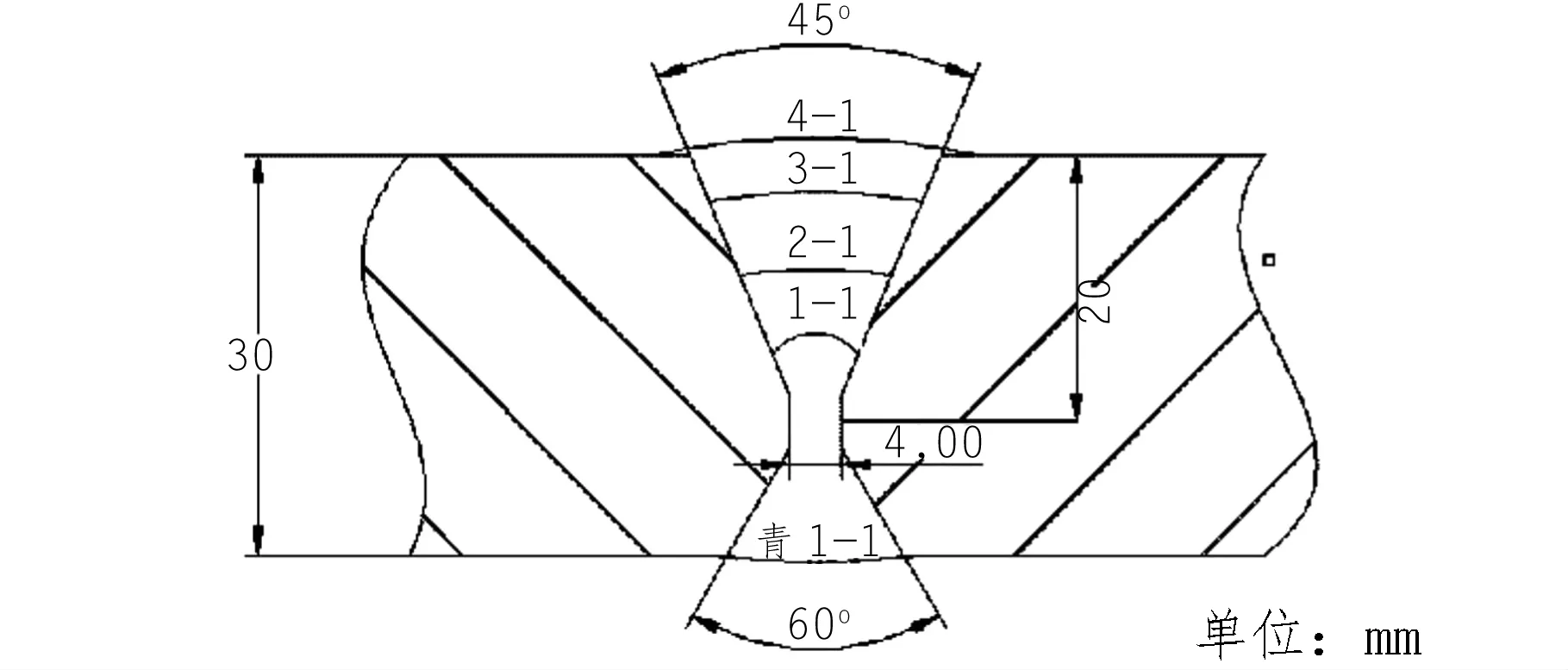
圖1 接頭形式、坡口形式與尺寸、焊層、焊道布置及順序

表1 焊縫(焊絲)金屬化學成分 /%
2.2 焊接工藝條件
本次試驗分別采用預熱和不預熱兩種方式對焊件進行焊接。資料顯示[2-3],雙絲自動埋弧焊時,前絲采用直流反接,焊絲直徑4 mm;后絲采用交流,焊絲直徑4 mm。前、后焊絲之間夾角為10°,兩絲之間距離為70 mm。
(1)預熱、層間溫度:預熱溫度(允許最低值)80 ℃;層間溫度(允許最高值)180 ℃ ; 道間溫度控制80 ℃~180 ℃;加熱方式:陶瓷電加熱器。
(2)后熱處理:溫度范圍150 ℃~200 ℃;保溫時間1 h。
(3)電特性:電流種類是直流+交流;極性為反接 ;焊接電流范圍在500~750 A ;電弧電壓為28~36 V。
(4)背縫清根方式: 采用碳弧氣刨清根、角磨機打磨滲碳層。
2.3 焊接設備配置
壓力鋼管制造縱縫、環縫及加勁環角焊縫焊接采用埋弧自動焊,安裝環縫、加勁環對接縫采用焊條電弧焊,焊接設備配置表見表2。

表2 焊接設備配置表
2.4 焊接工藝參數
2.4.1 焊接層次
(1)打底層。焊接方法SAW,焊條(絲)采用CHW-S7,焊條(絲)直徑φ4.0,前絲焊接電流DC500 A,電弧電壓26 V;后絲焊接AC500 A,電弧電壓28 V;焊接速度44~52 m/H, 焊接熱輸入18.69~22.09 kJ/cm。
(2)填充層。焊接方法SAW,焊條(絲)采用CHW-S7,焊條(絲)直徑φ4.0,前絲焊接電流DC500 A,電弧電壓26 V;后絲焊接AC500 A,電弧電壓28 V;焊接速度44~52 m/H, 焊接熱輸入18.69~22.09 kJ/cm。
(3)蓋面層。焊接方法SAW,焊條(絲)采用CHW-S7,焊條(絲)直徑φ4.0,前絲焊接電流DC650 A,電弧電壓30 V;后絲焊接AC700 A,電弧電壓34 V;焊接速度40~46 m/H, 焊接熱輸入33.89~38.97 kJ/cm。
2.4.2 N610CF鋼雙絲埋弧自動焊焊接工藝試驗
該試驗嚴格按照焊接工藝參數和焊接方法進行,N610CF鋼雙絲埋弧自動焊焊接工藝試驗記錄表見表3。
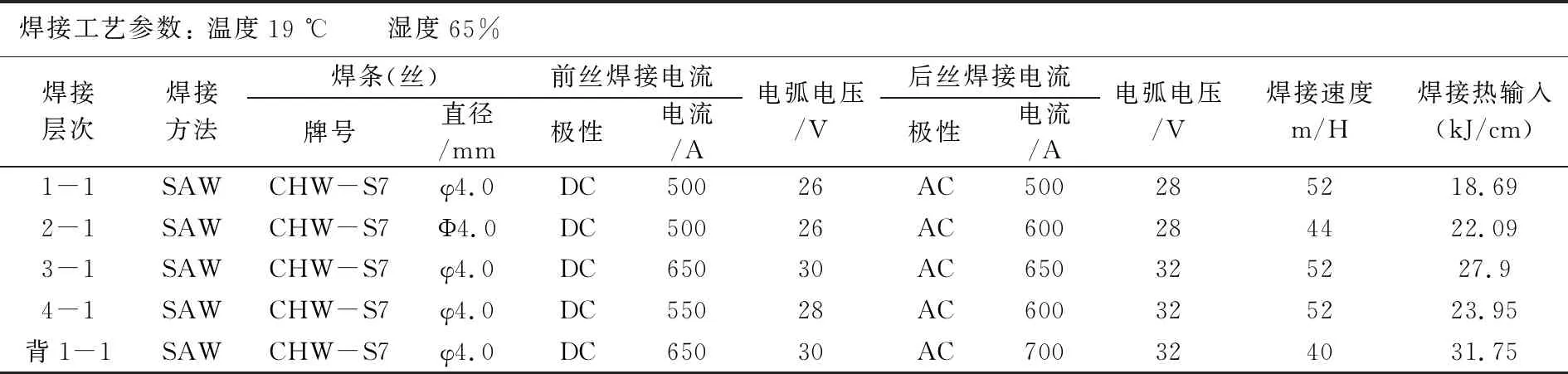
表3 N610CF鋼雙絲埋弧自動焊焊接工藝試驗記錄表
2.5 試驗成果對比
試驗方法參考: GB/T2651-2008,GB/T2653-2008,GB/T2650-2008,GB/T2654-2008。
判定標準:GB/T50766-2012,蘇洼龍水電站引水壓力鋼管制造、安裝施工技術要求。
2.5.1 未預熱雙絲埋弧焊
試件抗拉強度為637 MPa;彎曲性能無大于3 mm裂紋或缺欠;沖擊功(J)在焊縫區為140/147/146,熱影響區為238/228/230硬度(HV):母材為196,焊縫區為203,熱影響區為165。相關指標均合格。拉伸試件均斷裂于熱影響區。經超聲波探傷均合格。
2.5.2 預熱雙絲埋弧焊
試件抗拉強度為661 MPa;彎曲性能無大于3 mm裂紋或缺欠;沖擊功(J)在焊縫區為140/142/140,熱影響區為243/233/225;硬度(HV):母材為207,焊縫區為201,熱影響區為168。相關指標均合格。拉伸試件均斷裂于熱影響區。經超聲波探傷均合格。
經過多次的焊接工藝試驗和力學性能檢測,雙絲埋弧焊在預熱和不預熱兩種條件下,焊接工藝均滿足要求。因此,在蘇洼龍水電站壓力鋼管焊接中,采用不預熱的雙絲埋弧焊接工藝。
3 工程實施
3.1 編制壓力鋼管焊接工藝規程
根據焊接工評定報告和相關標準[4],編制了《壓力鋼管制造安裝焊接工藝規程》。
(1)焊接設備。雙絲埋弧焊選用2臺MZS-3雙絲埋弧自動焊機。
(2)N610CF鋼雙絲埋弧自動焊焊接工藝參數見表4。
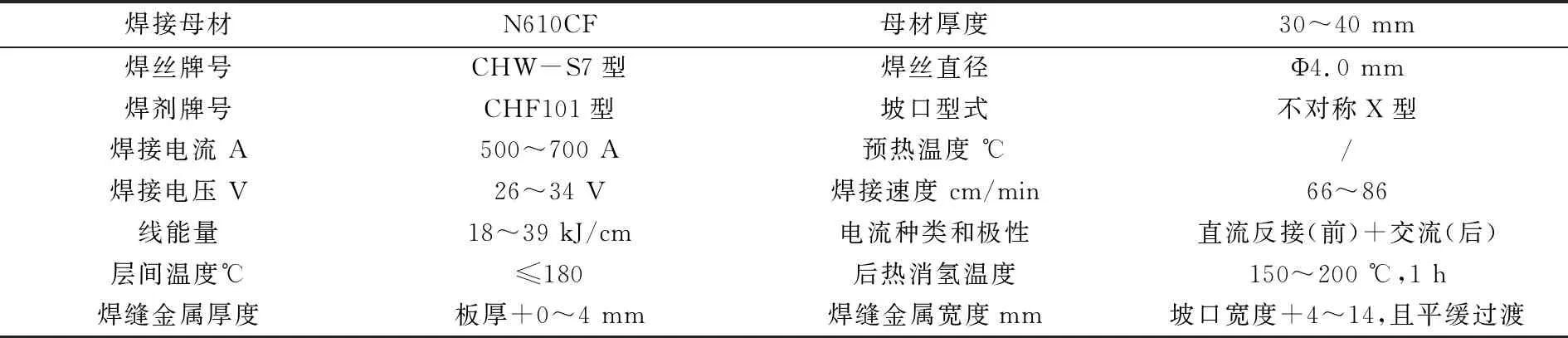
表4 N610CF鋼雙絲埋弧自動焊焊接工藝參數表
(3)焊接過程控制。
①焊前現場準備。焊縫坡口兩側各10~20 mm范圍內的鐵銹、融渣、油垢、水劑等清除干凈;碳弧氣刨后必須將坡口及兩側打磨干凈。對氣刨槽打磨面積約99%。埋弧焊刨槽底部圓角半徑為5 mm[5]。
②對接縫定位焊接。定位焊縫位置應距焊縫端部30 mm以上,對于 600 MPa 級高強鋼其長度應在 80 mm 以上且至少焊兩層,通常定位焊縫間距為 100~400 mm,厚度不宜大于正式焊縫厚度的二分之一,最厚不宜大于8 mm。
③正式焊接 。a.縱縫焊接設引弧和斷弧用的助焊板,嚴禁在母材上引弧和斷弧,引弧和斷弧應在坡口內進行;去除引弧板和熄弧板時應用氧-乙炔火焰或碳弧氣刨切除,并用砂輪機修磨成原坡口形式。b.焊縫采取多層焊接方法,埋弧焊焊接時層間焊接接頭錯開100 mm以上;每層焊道焊接完畢后及時將每層道的熔渣、飛濺、焊瘤清除干凈,檢查合格后方可再進行下層(道)焊接。c.焊接過程中嚴格控制焊接熱輸入,用相應的弧度樣板監測焊縫的變形情況,根據檢測的數據偏差,相應的改變焊接順序和進行焊接位置的調整,確保焊接變形在允許范圍內。
④后熱消氫。根據焊接工藝評定及相關規范要求,N610CF高強鋼在焊接完成后立即進行后熱消氫,后熱溫度150 ℃~200 ℃,時間1 h。
3.2 焊接設備升級改造
在前期使用了通用型的雙絲埋弧焊小車進行鋼管焊接,因通用埋弧焊小車在焊接過程中,需要人員仔細觀察調整才能保證焊接時焊縫不焊偏和保持焊道不變,在直徑10 m的鋼管自動環縫焊接工藝中,焊縫長度31 m、焊道數量8~10條,由于現場要長時間的人工焊接操作,勞動強度高,不僅生產效率受到限制,而且需要克服焊接質量受人工疲勞影響和常規的設備得不到解決等問題。為了實現壓力鋼管埋弧全自動化焊接操作全自動化,對埋弧焊小車設備做了以下幾個方面的改進:
(1)焊縫檢測部分:焊縫檢測部分主要硬件由工業相機、一字激光器、工業計算機組成。利用激光三角測量原理對焊縫信息進行測量檢測,為焊接小車調整提供依據,激光三角測量原理見圖2。
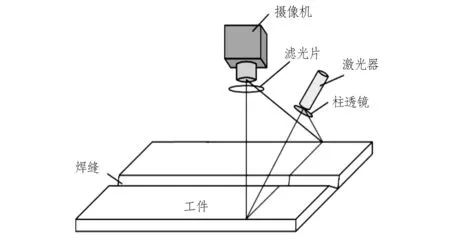
圖2 激光三角測量原理圖
(2)轉向機械部分:轉向機械硬件由直線模組、連桿機構、原地轉向機構、閉環步進電機等構成。通過步進電機帶動直線模組滑塊前后移動,滑塊通過連桿機構和原地轉向機構連接把直線移動轉換成轉向運動。
(3)行走機構部分:行走機構由直流減速電機、傳動齒輪、傳動軸、離合器等組成。直流減速電機帶動齒輪,通過傳動軸實現小車行走功能,離合器完成動力部分和傳動部分的分離。
(4)控制及輔助部分:控制及輔助部分由PLC控制器、電源、閉環步進控制器、無線數傳電臺、傾斜角度傳感器、氣動電磁閥、焊劑回收機等組成。PLC處理接收焊縫位置信息控制轉向和行走機構完成自動行走跟蹤功能。通過傾斜角度傳感器檢測控制焊接小車一直處在平焊狀態,同時通過無線數傳電臺控制外部轉動機構速度,實現小車與轉動機構速度同步。通過無線數傳電臺可在外部控制和顯示小車當前工作狀態。氣動電磁閥對即將焊接的表面進行氣體吹掃保障焊接質量。焊劑回收機對已焊部分表面焊劑進行回收處理降低焊接工作量。
設備通過反復改進,將焊接階段的頻繁調整等人工操作變為自動檢測和糾偏,焊道始終處于正常的焊接位置,解決了焊接人員長時間操作問題。2020年3~6月在蘇洼龍水電站3號和4號壓力鋼管雙節組對環縫焊接中,成功應用了新設備進行焊接。
3.3 實施效果
經由第三方機構對壓力鋼管焊接質量進行了無損檢測,壓力鋼管制造環縫UT探傷按100%比例檢測,1~4號鋼管一次檢測合格率分別為99.96%、99.61%、99.03%、99.85%;TOFD探傷按20%比例抽查,一次檢測合格率分別為99.59%、100%、99.67%、100%,達到優質工程標準。
4 結 語
(1)在壓力鋼管施工現場應用雙絲埋弧焊的焊接工藝,穩定性好,焊縫成形美觀,預熱和不預熱不同工藝下得到的焊接接頭性能均能滿足實際需要。在蘇洼龍水電站直徑10 m、管壁材質為600 MPa級的壓力鋼管中,采用了不預熱的雙絲埋弧焊工藝,經長期研究、工藝試驗、第三方檢測和長時間運行驗證,達到了工程設計要求,對于高海拔地區的水電工程建設具有重要的參考價值。
(2)基于激光傳感自動識別的雙絲埋弧焊小車,相對于傳統的雙絲埋弧焊小車,能夠進一步改善作業條件、提高焊接工效,降低人工勞動強度,提高了水電站壓力鋼管焊接工藝水平,在蘇洼龍水電站壓力鋼管工程中實現了規模化應用,具備設備模塊化和大面積應用的技術條件。
(3)結合水電工程智能化和網絡通訊的技術進步,壓力鋼管高效焊接智能化技術具有更大的研究價值和應用前景。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
